鹅卵石制砂机A金华鹅卵石制砂机A鹅卵石制砂机厂家
 VIP会员
VIP会员

 新闻中心 新闻中心
产品分类
联系方式
站内搜索 友情链接
|
鹅卵石制砂机A金华鹅卵石制砂机A鹅卵石制砂机厂家
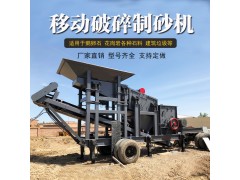
详细信息 制砂机工作原理
物料由进料斗进入制砂机,经分料器将物料分成两部分,一部分由分料器中间进入高速旋转的叶轮中,在叶轮内被迅速加速,其加速度可达数百倍重力加速度,然后以60-70米/秒的速度从叶轮三个均布的流道内抛射出去,首先同由分料器四周自收落下的一部分物料冲击破碎,然后一起冲击到涡支腔内物料衬层上,被物料衬层反弹,斜向上冲击到涡动腔的顶部,又改变其运动方向,偏转向下运动,从叶轮流道发射出来的物料形成连续的物料幕。这样一块物料在涡动破碎腔内受到两次以至多次机率撞击、磨擦和研磨破碎作用。被破碎的物料由下部排料口排出。在整下破碎过程中,物料相互自行冲击破碎,不与金属元件直接接触,而是与物料衬层发生冲击、摩擦而粉碎,这就减少了角污染,延长机械磨损时间。涡动腔内部巧妙的气流自循环,消除了粉尘污染。
物料落入进料斗,经中心进料孔进入高速旋转的转子后被充分加速并经发射口抛出,首先与反弹后自由下落的一部分物料进行撞击,然后一起冲击到周围的涡流腔内的涡状料衬上(或反击块上),先被反弹到破碎腔的顶部,后偏转向下运动,与从叶轮流道发射出来的物料撞击形成连续的物料幕,最后经由下部排料口排出。
新型的制砂机采用菱形组合式冲击块(抛料头)代替原本的整体形锤头和方形组合式冲击块。冲击块合金“硬而不脆,韧而坚”,并且耐高温性能良好。该冲击块直接采用进口高质合金锻造,耐磨强度和韧性,在国内处于领先水平,大大提高了工作效率,使用寿命比高锰钢提高3—5倍,提高了生产产量与质量。
最新的5X制砂机均已采用菱形组合式冲击块,该种冲击块的主要特征就是在采用国外的高质合金代替国内传统的锰钢和浇铸合金件,从而大大提高了冲击块的耐磨性和制砂机的破碎能力。菱形组合的冲击块在提高自身耐磨性的同时也可进行对调轮流使用,既提高的材料的利用率,又有效保护了制砂机内周护板的寿命。制砂机整体使用寿命比原产品提高五倍以上.制砂效率提高30%以上。
共0条 相关评论 |