
步 彬
(河北大河邯钢设计院有限公司,河北 邯郸 056000)
摘 要:蒸汽作为钢铁企业的重要能源介质,在冶金生产中具有广泛的用途,厂区内蒸汽管网排水点众多,均为直接排放,其凝结水量和余热量一直未能得到行业重视,不符合我国推行的节能低碳政策。因此,钢铁企业应根据蒸汽系统工艺特点,分别设置蒸汽凝结水回收系统,提高蒸汽凝结水和余热的回收率,以期改善吨钢水耗和热能成本。
关键词:蒸汽;凝结水;回收
0 背景
在大型钢铁企业的生产中,蒸汽作为一种重要的能源介质,被广泛地应用于物料加热、滤料再生、工艺取暖和生活卫生中,在厂区也会形成一个庞大的输送网络,并且拥有众多的管网排水点[1]。一般来讲,工艺换热等设备用汽量相对较大,冷凝水量较多,回收效益较为明显,企业关注度较高。相反,对于输送管网而言,排水点虽然众多,但是分布较为分散,单个排水点凝结水量少,回收相对困难,企业一般都会将其直接排入下水道。这样的排放工艺,一方面会造成下水道冒汽,造成路面局部地段高温;另一方面,企业会白白损失大量高品质的纯水和余热能,不利于钢铁企业低碳生产的循环经济发展。
1 蒸汽管网冷凝水回收
蒸汽冷凝水,作为蒸汽释放能量后的另一种液体状态的载体,其本身仍具有蒸汽热能的20 %~30 %[2],甚至某些设备能达到40 %[3,4],由于钢铁企业用的蒸汽较为干净,其冷凝水高于软化水,近似于纯水,是一种不可多得的工业水源。
根据工程热力学原理,水具有的热能计算公式如下:
![]()
Q—以零度为起点水具有的热能,kJ。
cw—水的比热,cw=4.18 kJ/(kg•℃)
△t—水的温升,℃。
蒸汽具有的热能计算公式如下:
![]()
Q—以零度为起点水具有的热能,kJ。
cs—水的比热,cs=1.84 kJ/(kg•℃)
△t—蒸汽的温升,℃。
2500—每千克0℃水变成0℃的水蒸气所具需要的汽化潜热,kJ/kg。
由工程热力学计算公式可以看出,蒸汽所具有热能的最大一部分是潜热,蒸汽状态的显热只是占据了少量一部分,液体状态下的显热明显高于蒸汽的显热,所以凝结水回收的热量所具有的效益仍然不可低估。
1.1 蒸汽冷凝水回收系统分类
蒸汽冷凝水回收系统按照其系统的封闭性,可以划分为开放式回收系统和闭路式回收系统[5]。
开放式回收系统,蒸汽经过换热设备的排水器后,直接排入敞开口的收集池内,然后通过凝结水泵输送到相应的水系统内。
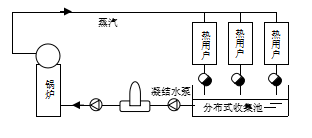
图1蒸汽凝结水开放式回收系统示意图
Fig.1 The schematic diagram of steam condensate open recovery system
闭路式回收系统,蒸汽经过换热设备的排水器后的管道,送至密闭的回收器皿中,当压力过高时会通过安全阀释放。二次闪蒸产生的乏蒸汽被引送到低压蒸汽用户,高温冷凝水则会被凝结水泵直接打入锅炉除氧器等用户点。
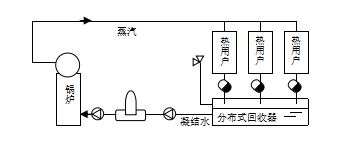
图2蒸汽凝结水闭路式回收系统示意图
Fig.2 The schematic diagram of steam condensate closed recovery system
另外,根据蒸汽冷凝水回收动力不同,还可以分为重力回收系统、余压回收系统和加压回收系统[6]。
重力回收系统,利用管网地形的高度落差,依靠重力使冷凝水自行回流至收集池内。
余压回收系统,利用疏水器背压,通过压降使高温冷凝水通过管道输送至局部收集容器内。
1.2 蒸汽冷凝水回收存在问题
虽然蒸汽冷凝水回收方式众多,但是在实际生产应用时,均会存在一些问题。
开放式回收系统最为简单,不会影响到用汽设备原工艺参数设置,仍可使用旧疏水器,节省了一部分阀门投资。但是,因为被送至敞开的收集池内,与大气接触会污染水质,另一方面由于压力下降,凝结水会闪蒸出大量蒸汽,扩散至附近环境中,造成了热量损失。
闭路式回收系统较为复杂,需要更换部分用汽设备的疏水器,对输送管道的材质要求较为严格,投入成本相对较高。但是,因为采用闭路循环的方式,避免了与外界接触,凝结水的品质相对较高,节省了后期再处理成本。另一方面,闭式回收系统可以利用更高温度的凝结水和大量的余热能,极大地提高了企业余热回收利用率。
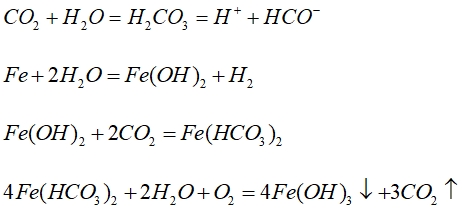
其次,输送蒸汽的管道一般采用碳钢材质,由于高温蒸汽腐蚀,凝结水中会含有大量铁离子,甚至经常会发生铁锈堵塞疏水器,造成排水设施失灵,影响管网输送蒸汽的品质。蒸汽中含有少量不凝结气体,其中尤其以CO2和O2危害最大,它不仅与热水混合成弱酸加快设备腐蚀,还使得回收后的凝结水PH值偏低[7],不符合锅炉补水PH值在8~9的数值要求。下面是相关化学反应[8]:
另外,凝结水管道还容易出现水击现象[9],这是由于高温凝结水与管道中相对低温水混合发生的物理反应。高温高压的凝结水从蒸汽疏水阀排入低压回收系统时,由于压力降低凝结水汽化带来闪蒸,放出的二次蒸汽不仅会对管网造成一定的冲击,还会带走一部分蒸发的潜热,降低了凝结水的可利用焓值。
1.3 蒸汽冷凝水回收解决方法
开放式回收系统会造成大量凝结水和热能的损失,不符合国家关于工业余热回收的政策,因此在工艺条件允许的前提下,应尽量采取闭路式回收系统对蒸汽凝结水进行再次利用。
(1)根据用汽设备疏水阀后压力,划分成不同压力等级进行回收,有利于降低凝结水闪蒸释放率,提高回收凝结水的温度,可以实现热能最大回收利用率。
(2)根据工艺需要更换用汽设备的疏水阀,采用余压回水方式应尽量采用机械式疏水阀,不仅可以同时实现疏水和排出不凝结气体,还能适应较大压力变化,降低了漏汽率。
(3)输送凝结水的管道不应采用碳钢管,可以采用耐高温不锈钢管道,以避免高温弱酸性的凝结水对管道的腐蚀,同时也降低了后期除铁离子的处理成本。
(4)回收的蒸汽凝结水PH值偏低,可以根据水质化验情况,适当通过添加氨气等方式提高PH值,以期满足锅炉补给水的水质指标。
(5)对于凝结水中的铁离子去除工艺,可以采用电磁吸附等更为环保的处理方式。
(6)回收系统中的水泵,应尽量避免采用常规电泵,一方面会增加高温设备维护费用,另一方面需要采购防汽蚀前置设施,建议采用蒸汽或压缩空气作为驱动的动力型水泵。
2 结论
根据1《蒸汽供热系统凝结水回收及蒸汽疏水阀技术管理规定》,用汽设备所产生的凝结水回收率不得小于60%[10]。然而,目前钢铁企业只是将大型换热设备产生的凝结水进行了回收,对于蒸汽输送管网疏水器排出的凝结水则直接排放掉,可使这部分疏水量占据着整个蒸汽系统热能的5%~10%,所以冶金行业应加快蒸汽凝结水回收系统的研发,提高钢铁企业二次能源回收再利用率,同时还能有效地减弱钢铁企业周边的城市热岛效应(Urban Heat Island effect,简称UHI)[11],以期实现绿色低碳化生产模式。
参考文献:
[1] 张德莉, 郁鸿凌, 朱凡等.提高某大型蒸汽管网供汽温度的方案和试验[J]. 能源技术,2010(12):360-362.
[2] 侯辉. 凝结水回收和利用[M]. 北京:机械工业出版社,1986,5.
[3] 沈道永. 蒸汽冷凝水的回收利用[J]. 节能技术,2010(3):283-284.
[4] 杨德勇, 陶浩, 马学兵. 烟厂蒸汽凝结水的回收与利用[J]. 郑州轻工业学院学报,2002(3):21-23.
[5] 杨军, 杨月, 王茂廷等. 蒸汽凝结水的回收及利用[J]. 节能技术,2004(1):33-34.
[6] 赵淑珍. 凝结水回收技术探讨[J]. 天然气与石油,2014(12):76-78.
[7] 魏玉东,李枫. 临涣焦化热力系统凝结水回收利用节能改造技术[J]. 广东化工,2012(10):83.
[8] 单玉林. 蒸汽凝结水回收系统中问题的分析[J].广州化工,2008(3):81-83.
[9] 李为, 方正兴, 夏海斌等. 蒸汽凝结水回收系统改造[J]. 辽宁化工,2012(3):262-267.
[10] 赵国凌,畅哲峰,高德仁. 蒸汽供热系统凝结水回收及其效益测算[J]. 工业锅炉,2012(4):55-59.
[11]刘勇洪,徐永明,马京津等. 北京城市热岛的定量监测及规划模拟研究[J]. 生态环境学报,2014,23(7): 1156-1163.