
袁宏记 陈智平( 龙钢公司炼铁5#高炉 )
摘要:龙钢公司5#高炉与2014年12月31日建成投产,标志着龙钢公司炼铁装备水平又迈上一个新的台阶。投产后各项技术指标进入国内同等级高炉的前列。投产后外围事故相对较少,现针对2017年.2.月14日主皮带撕裂典型事故,高炉被迫无计划休风恢复实践予以分享。
关键词:高炉;无计划休风;快速恢复
龙钢公司5#1800m3高炉共设计2铁口,26个风口,炉体采用全冷却壁薄壁炉衬结构,炉缸炉底采用炭砖,陶瓷杯结构。采用皮带上料,PW串罐无钟炉顶。热风炉采用3座顶燃式卡鲁金确保1200℃风温。煤气通过布袋干法除尘净化,进入TPT发电实现能源充分利用。投产后指标最好,月产量达到149900T,利用系数2.55,焦比360kg/tfe,燃料比510 kg/tfe。2017年2月14日夜班2:00主皮带撕裂,高炉被迫休风,处理到恢复送风长达40个小时,现将恢复进程予以分享。
1 无计划休风
1.1休风前炉况稳定,各参数如下:
制度C38.5236.8235232.9230.5227.9225.12135O38.5336.8335332.9330.5327.92矿批 52.5T, 负荷4.23,风量3420m3/min,热风压力390kp,顶压230kp,煤32t/h,富氧9500m3/h,料线1.3m,风温1180℃,物理热1502℃,{si}0.2,{s}0.034
1.2休风操作,14日2:00主皮带撕裂,上料中断,此时北场正在放铁。2:30停氧,同时减风,3:00停煤,3:40切煤气,3:45休风。休风后封堵所有风口减少风口进风量。此时料线8.0m(正常料线1.3m)。休风后控制水压水量2/3
2 恢复送风
主皮带处理到次日(15日)20:00已能启动运转,处理时间长达40个小时。
2.1送风前准备工作,已确认各系统检修后达到送风条件,各系统设备调试正常。20:05送风,20:25引煤气。
2.2方案确定(制度,参数选取)
2.2.1送风风口情况,送风时封堵(3# 6# 9# 12#16#19#22#25#)风口布局
长度585mm
2.2.2制度选取C35332.9230.5227.9225.12134O32.9330.5327.92 ,当时料线9.0m自动补偿。方案一,8CCO,负荷1.0,不加净焦。方案二,矿批26T,负荷1.6,不加净焦。初步风量定位正常风量50%(1700m/min)确保风速。根据接受风量情况,及料线,逐步恢复。
2.2.3出渣铁确定,选取北场铁口单铁口出铁,临时性走干渣,无计划休风重负荷,炉缸热量欠。待炉缸热量充沛,渣流动性好考虑走水渣。
3恢复过程
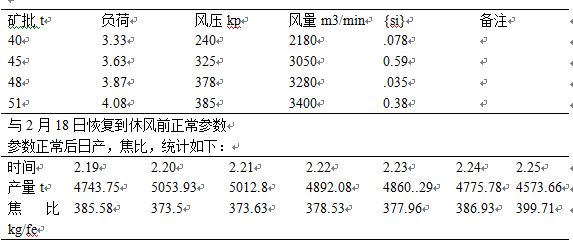
3.1制度C35332.9230.5227.9225.12134O32.9330.5327.92 ,矿批26,负荷1.6,炉料结构高碱烧结矿76%+低碱烧结矿15%+混块矿9%。运行13批,矿批32T,负荷2.46,炉料结构高碱烧结矿73%+低碱烧结矿15%+混块矿12%。16批时制度调整C36.8235232.9230.5227.9225.12135O35332.9330.5327.92 ,运行总料批30批,矿批36T,负荷3.0,运行到送风后45批,矿批40T,负荷3.33.
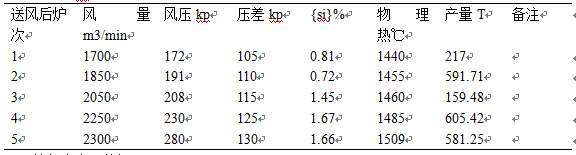
3.2初步风温960℃,因无计划休风,后期全送,近热风炉最大能力送风,以最快提高炉缸热量确保渣铁流动性。
3.3恢复步棸
3.4恢复中出现的问题
因无计划休风时间过长,初期渣铁温度欠,只选择北场出铁,渣流动性差,铁前准备时间过长,渣铁不能及时排出,导致加风过缓。与2.月16日6:15发现18#风口小套下部烧损,陆续7:38发现4#小套烧损,9:40发现1#小套烧损。经分厂决定下午15:00计划休风更换,同时调整了风口面积。
3.5二次休风后19:00送风,起步矿批40T,负荷3.33,吸取前期渣铁不能及时排出烧套,在渣铁温度充沛,及时投用南场,为加风创造条件。
4无计划休风恢复几个原则问题
4.1快速提起炉缸热量,休风之前重负荷,风温根据热风炉情况尽最大能力送,轻负荷下来之前,风温是重要的提炉温措施。
4.2加风问题
复风后要选择合适的送风参数,风压不能过低,风量不宜过小,确保熔化的渣铁不在风口前积聚。复风后送风至80kPa,稳定后引煤气。然后逐步(30min)加风到180—200kPa(所开风口数目*平均热风压力的70%)料动后赶料线,料线到2.5m时加风至220—250kPa(所开风口数目*平均热风压力的95%—100%)。风压220—250kPa运行至赶上料线后20批料,之后视捅风口情况按风速190m/s控制加风,每捅一个风口就增加正常时每个风口平均的风量。加风应先慢后快,循序渐进。选择合适的时机,分阶段,依据炉况的接受能力进行,不能盲目操作。
4.3出铁时间的选择
复风后炉前工作对整个炉况的恢复起到十分重要的作用。复风后的第一炉渣铁比正常生产时的出渣铁要困难一些,休风时间越长,越困难。如果开铁口过早,炉缸渣铁没有充分加热,渣铁量小并且流动性差,淤积在渣铁沟,将增加炉前的工作量。如果开铁口过晚,料柱透气性差,高炉受憋,将影响加风进程,不利于炉况的恢复,同时也可能造成许多不确定的生产事故。当理论出铁量是正常铁量的1/3时开始组织炉前开铁口。之后视炉内情况决定出铁时间,以炉内不憋压为原则,如有可能就按正常生产时的出铁时间,以利于生产组织,防止出铁时间错乱,铁水罐不能按时到位,影响恢复。
5结束语
针对这次2月14日5#高炉上料主皮带撕裂无计划休风恢复,
第一,在恢复参数上不加净焦避免过热行程炉况反复问题。
第二,前期渣铁不能及时排出烧套,二次处理吸取教训,为后期快速恢复提供宝贵经验教训。
第三,在恢复处理及生产组织上要为快速恢复创造条件。
第四,操作思路要敞开,不能受过去教材保守思想的束缚,在不违背原则前提下敢于尝试,敢于突破。