
蒋大年
(湖南中冶长天重工科技有限公司,湖南 长沙 410000)
摘要:针对烧结机漏风问题,提出风机和风箱间漏风、头尾密封和台车底面间漏风、台车本体漏风、台车和风箱滑道间漏风四大典型漏风部分,在此基础上深入探讨有效的治理技术,如全封闭多级磁力迷宫密封技术与全金属柔磁性密封装置,最后通过实践得出此类治理技术具有良好功效,可大幅提升烧结厂经济效益的结论。
关键词:烧结机;漏风;治理技术
目前一些烧结系统存在高能耗、低效率、产品质量差等问题,通过对这些问题原因的分析可知,根本原因在于烧结机漏风。据统计,我国烧结机实际漏风率可达60%,此类漏风问题已变为烧结领域的难题,进而严重影响烧结生产水平不断提升,大幅增加生产成本。对此,本文围绕几个关键漏风位置,分析有效的治理技术。
1 烧结机漏风分析
1.1 风机和风箱间漏风
风机和风箱间发生漏风主要是因为管道剧烈摩擦、热胀冷缩作用下产生变形与放灰系统缺乏密封,此外管理不充分也会造成漏风。具体的漏风率由于不同厂家会有一定差别,但通过统计都保持在5%~ 10% 范围内。
1.2 头尾密封和台车底面间漏风
当前针对头尾部密封问题,烧结厂大多运用具有一定弹性特征的装置,或者是重式密封系统。其中,弹性密封由于经常会受到外力的作用,又会长时间受到废气的影响,使得弹性大幅下降,台车梁产生形变对密封效果造成影响,此部位漏风通常占总风量10%。
1.3 台车本体漏风
台车本体为烧结系统关键漏风位置。主要包含台车栏板产生变形导致台车本体间、上下部栏板间出现缝隙所形成的漏风;篦条销子和栏板之间的缝隙密封不严形成的漏风;由于栏板材质和结构不规范产生裂缝形成的漏风;由于两台车间的栏板产生变形,或因为设计过程中台车本体和栏板的两侧各预留宽度为1mm 的缝隙,在完成装配作业以后缝隙变大所形成的漏风。此类漏风现象一旦发生将造成极大的影响,而且处理难度也很大,漏风量占总风量30% 以上。
1.4 台车和风箱滑道间漏风
这是烧结系统重点漏风位置,实际漏风率和烧结机的长宽比有关,一般呈正比关系。很多烧结系统研究者都对这一问题实施了深入的分析:比如对干油润滑效果实施改进、优化斜滑道与优化板簧密封等。然而,由于传统意义上的系统设计无法满足运动学基本原理,存在变速与滑板不灵敏等原因,所以漏风率相对较大,大多都超过10%。当前,台车本体和滑道之间的密封一般都使用在封槽中设置弹压形式的浮动游板装置,从实际的运行效果看,此类装置还存在如下问题。
(1)由于工作现场的环境温度大幅度变化,使得处于工作状态中的游板宽度和台车本体上的密封槽宽度无法匹配。如果环境温度较高,则会由于热膨胀作用使得游板宽度远远超出封密封槽宽度,导致游板卡死,或变成固定游板,最终形成漏风;而如果环境温度较低,游板宽度又很小,则尽管可以上下浮动,但游板两侧表面和密封槽两边之间会产生缝隙。
(2)台车经过长时间的运行,其本体将由于磨损而逐渐变短,设置在密封槽中的游板长度与设置在台车本体上的栏板长度却保持不变。这样一来,在正常的工作条件下,是以相邻两个台车间的栏板与游板进行接触,导致台车本体间产生缝隙漏风。
(3)机尾卸矿过程中,无论采用哪一种方法都会使台车下部产生撞击,长时间撞击产生的结果,在台车本体下部会产生三角形的孔洞,这一孔洞的底部宽度通常为10 ~ 30mm,高度为30 ~ 40mm,漏风相对较多。
2 烧结机漏风治理技术
2.1 风机和风箱间漏风治理
通过对此处漏风原因及种类的分析可知,属于典型的机械式漏风,若安装足够精确且维护操作合理,则漏风将不会很大。但在长期运行以后,在不同的位置会产生新的漏风,漏风率为10% 左右,针对这一问题,可根据现场情况采取适宜的堵漏方法。
2.2 头尾密封和台车底面间漏风治理
该位置漏风量约占总风量10%,可采取将原始密封结构改装为全金属柔磁性装置的治理技术。新装置主要运用密封板和箱体间的无漏风结构,而磁力柔性体还具有很好的磁阻力炬与弹性,可使密封板长期压向台车的底端,从而充分发挥密封效果。若采用这一治理技术需开展二次设计,通过对该治理技术的实际应用分析可知,其应用效果良好,完成改造后的烧结系统基本未发现漏风现象。
2.3 台车本体漏风治理
对于此类漏风问题,可采取全密封治理方法。台车本体漏风主要由四大部分构成,按照常规的思路可采取以下治理技术。
(1)栏板和本体间由于受到交变应力,栏板产生变形导致二者之间形成缝隙而出现漏风。过去有人尝试使用“止”型口栏板,但效果一般。对此,可将本体和栏板改造成复合栏板,以此在栏板产生变形以后和台车本体间不形成裂缝,进而达到最佳密封效果。
(2)对于台车本体的篦条与销子孔,每一个台车都设置6 个,无论采用哪一种装置,这一位置都会产生漏风,并且在销子完全掉落以后还会产生大光孔,造成严重漏风。对此,可在台车一侧预埋一个不锈钢销,而另外一侧结合钢板预埋和焊接处理,这样即可有效治理漏风问题。
(3)台车本体和栏板端部间的漏风。由于在生产制备过程中已经形成一个宽度为2mm 的缝隙,加之栏板会产生变形,端部缝隙不断变大,形成漏风。对此可使用以下两种治理技术:第一,将两相接触形式的栏板端部改造成镶嵌式结构;第二,在栏板侧面设置软连接结构,其中一端固定于台车侧面,另外一端和台车搭接,在负压的作用下,使其压在侧缝上。
2.4 台车和风箱滑道间漏风治理
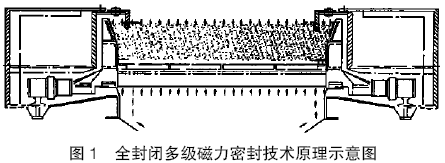
为对这一漏风问题进行有效治理,有人曾尝试使用设置密封橡胶条的治理技术,但这一方法存在摩阻较大、密封件高温耐性差等问题。还有人使用滑道改造等方式,但最终治理效果都不够理想。基于此,为进一步提升密封效果,又不增加额外工作量,可采取全封闭多级磁力密封技术,其原理如图1 所示。该治理技术主要将全封闭理论作为设计依据,兼顾热风烧结与迷宫密封。该治理技术的应用对台车进行改造,可在原有的基础上实施。它不仅可以实现有效密封,还能对热风进行综合利用,具有高效、节能减排、保证产品质量等多种功效。规范实施治理方案以后,烧结机就能实现无滑板与无滑道,是现阶段烧结密封的重大突破,理论上可实现零漏风。
3 烧结机漏风治理项目投资与经济效益
以上烧结机漏风技术主要由秦皇岛新特科技有限公司开发研制,拥有众多国家专利,各大烧结厂可根据自身特点有目的性和针对性的选取以上技术措施。在相同标准的基础上,可优先使用全封闭多级磁力迷宫密封技术与全金属柔磁性密封装置,据统计,采用以上两种治理技术,单位面积烧结机仅需投入1.5 万元,并且设备的改造周期很短,不会对正常生产造成太大影响,改造后设备经济效益为10 万元/ 年,经济效益十分突出。
4 结语
漏风是影响烧结系统运行质量的主要原因,必须得到烧结厂工作人员高度重视。不同的漏风产生位置的形成原因有很大差别,对此必须在明确烧结系统实际情况的基础上,采取适宜的漏风治理技术,从而实现烧结系统无漏风的目标,保证生产效率与产品质量。
参考文献:
[1] 董书岐,贾友剑,吕明秀,朱效文,李志强. 降低烧结机漏风率的技术改造[J]. 设备管理与维修,2016,11(06):63~65.
[2] 郝永寿. 太钢烧结机漏风率检测与漏风治理实践[J]. 山西冶金,2016,12(05):78~80.
[3] 王翠琴. 降低烧结机漏风率的生产实践[J]. 硅谷,2015,12(16):146~147.