
杨子法
(山东冶金机械厂有限公司,山东淄博255064)
摘要:采用槽钢为原材料制作滑板槽不仅成本高、效率低,而且存在材料浪费现象。在不改变密封结构形式以及保证密封效果的前提下,通过改进滑板槽的生产工艺,利用钢板冲压成型制作滑板槽实现了生产快速化、简单化,节约了生产成本。
关键词:烧结台车;密封装置;滑板槽;冲压成型
1 前言
在平面步进式烧结机台车密封装置中,使用数量最多的是滑板弹簧式密封装置。密封板装在台车的两侧,由密封滑板、弹簧、销轴及滑板槽等组成,滑板槽用螺栓固定在台车体上,要保证小于台车体1~1.5 mm,以防止台车相互接触时撞掉滑板槽,但间隙不能过大,以免加重漏风[1]。山东冶金机械厂设计制作的平面步进式烧结机中,全部采用的是台车滑板密封装置。由于烧结台车高频率的运转,使得密封装置更换的比较频繁,但是密封装置备件的制作工艺却始终一成不变。为应对严峻的设备加工市场形势,积极响应企业“降本增效,自挖潜能”的号召,对滑板槽的制作工艺采取了进一步改进和优化,将原生产工艺改为钢板冲压成型新工艺,并取得了显著的效果。
2 滑板槽制作工艺分析
2.1 普通槽钢加工
早期的滑板槽制作,采用的是10#热轧普通槽钢(GB/T 707-1988)为原材料进行机械加工。其制作工艺流程为:1)压容分厂按图纸要求线切割下料,然后转机械加工。2)刨床(B215K)刨槽钢31mm端面及90mm槽宽。3)铣床(T611)铣平998mm 两端面。4)钻床(Z35)加工螺栓孔。如图1所示。
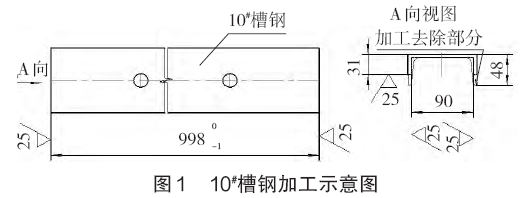
依据机械加工分厂提供的生产数据,以槽钢为原材料制作1件滑板槽,仅完成刨床和铣床两步工序就需要1.5 h,以每天两班制工作12h为例,每天的生产数量≤8件,不仅生产成本高、效率低,而且浪费严重。
2.2 钢板冲压成型
冲压可加工出轮廓尺寸大、空间形状复杂、质量轻、形状和尺寸精度较高的零件;而且材料消耗少、生产效率高、易于实现机械化和自动化、生产成本低。冲压零件所用的材料,不仅要适合零件在机器中的工作条件,而且要适合冲压过程中材料变形特点及变形程度所决定的制造工艺要求,即应具有足够的强度及较高的可塑性[2]。对于常规的烧结产品而言,滑板槽属于大批量件,故将原生产工艺改为钢板冲压成型新工艺。其制作工艺流程如下。
1)首先要根据滑板槽的尺寸,设计出上下冲压胎膜,如图2所示。上下胎膜采用钢板边角废料焊接制作,然后将胎膜在机床上按图纸标注尺寸精度加工成型,滑道两侧分别焊好两件定位滑块,距离为钢板展开宽度+0.2mm。
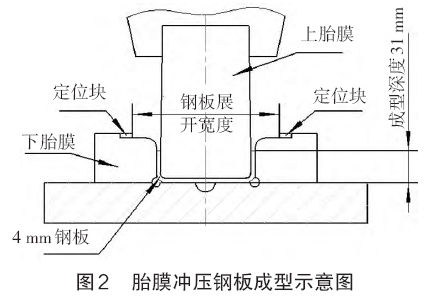
2)采用厚度为4mm的Q235-A普通钢板为原材料,由压容分厂根据滑板槽的展开宽度,采用数控切割机下料,然后进行机械加工。
3)在油压机上固定好上下冲压胎膜,将毛坯料4 mm 厚钢板推送至下胎膜中,并冲压成型,约15min冲压1件,而且长度方向不用二次加工。采用钢板冲压一次成型滑板槽,方便快捷、效率高。
4)在钻床(Z35)上加工螺栓孔。
2.3 滑板槽制作成本分析
120m2平面步进式烧结机平均所用烧结台车数量为50台,共需要滑板槽数量200件,制作1件滑板槽所需10#槽钢重量为10kg,按照市场价格平均为3000元/t 计算,完成1条烧结线所需要的200件滑板槽所花费的材料成本为6000元,机械加工需≥300h,机械加工工时费用≥2400元(8元/h)。
采用钢板冲压一次成型滑板槽,4mm厚的Q235-A钢板现行的市场价格平均为3000元/t,制作1件滑板槽所需钢板重量为4.6kg,完成200件滑板槽所花费的材料成本为2760元,机械加工所需要的时间约50h,机械加工工时费用约400元。
3 结语
改进滑板槽制作工艺后,设计1条120m2烧结机生产线,可节约资金成本5000多元,并且制作时间缩短了250h,有效地提高了生产工期。滑板槽新工艺从2010年初开始生产实施,到2015年底已经陆续装配了33条平面步进式烧结机生产线,配套台车总量2100台,滑板槽总量8400件。另外,陆续为用户制作的滑板槽备件总量达1万多件。按每制作200件滑板槽节约资金5000元计算,共为企业节约资金46万多元。通过改进滑板槽生产制作工艺,不仅把闲置的小型油压机重新利用,减轻了B215K刨床的工作压力,减少了材料浪费,提高了生产效率,同时为企业节约了大量的生产成本。
参考文献:
[1]张惠宁.烧结设计手册[M].北京:冶金工业出版社,1998.
[2]曲彩云,黄丽梅.机械设计手册[M].北京:机械工业出版社,2004.