
刘斯文1,杨世山1,金文超1,朱珉2,逯伟2,张海涛2
(1 北京科技大学冶金与生态工程学院,北京 100083;2 青岛特钢有限公司炼钢厂,山东 青岛260043)
摘 要:在CFD 软件平台上进行了青钢新区喷吹颗粒镁铁水脱硫影响因素的数值模拟,研究了载气流量、喷枪插入深度、喷嘴直径、喷嘴夹角对脱硫过程铁水罐内流场以及混匀死区的影响。结果表明,在原有工艺参数下,随载气流量适当减小、喷枪插入深度最大、喷嘴直径稍微增大和喷嘴夹角适当增大,均可改善铁水罐内速度场和湍动能的分布,减小混匀死区,增加停留时间。推荐的工艺参数为载气流量90 Nm3/h、喷枪插入深度200 mm、喷嘴直径8 mm、喷嘴夹角60°~90°。
关 键 词:铁水脱硫;颗粒镁;喷吹;CFD 数值模拟
1 前言
现在的钢铁消费市场需要低杂质、机械性能优越的产品。硫作为一种有害杂质会造成钢的脆性,产生铸坯裂纹,从而影响钢材的延展性和冲击韧性等机械性能,对钢的热加工性能、抗腐蚀性能、焊接性能、力学性能都有较大影响。铁水预处理被认为是生产高质量纯净钢的最经济工艺,其中颗粒镁脱硫工艺因具有脱硫效果好、脱硫剂消耗量少、脱硫渣量少、铁损少、设备投资低等优点而广泛应用。
前人已有针对喷吹颗粒镁脱硫的数值模拟研究,Jian Yang[1]通过热态实验研究了喷枪浸入深度对颗粒镁脱硫效率的影响;曹兴平[2]研究了不同的喇叭型喷枪插入深度对铁水罐内压力场、速度场和气体体积分布的影响;黄群新[3]利用水模拟的方法研究了喷枪枪位、载气流量等因素对100 t 铁水罐喷镁脱硫时混匀时间及流场的影响;杨小光等[4]通过数值模拟研究了青钢老厂区喇叭型喷枪插入深度与载气流量对铁水颗粒镁脱硫的影响。本研究利用CFD 系列软件,通过数学方法建立模型,确定离散化方法,ICEM 软件进行网格划分,Fluent 软件求解计算,Tecplot 软件后处理等一系列过程,对青钢新区110 t 铁水罐倒“Y”字型喷枪喷吹颗粒镁脱硫过程铁水罐内的气液两相流场混匀情况以及载气停留时间进行了数值模拟探讨。
2 数值模拟条件
2.1 数值模拟方案
青钢胶南新区110 t 铁水罐和倒“Y”字型喷枪尺寸如图1 所示。
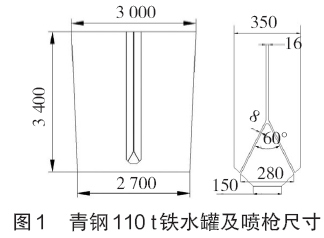
根据铁水罐与喷枪尺寸以及现场原有生产工艺参数(喷吹流量Q0=110 Nm3/h,插入深度H=200mm,喷嘴直径d=8 mm,两喷嘴之间夹角α =60°),结合老区100 t 铁水罐“喇叭”型喷枪的数值模拟和生产经验[4],设计模拟方案如下:喷吹流量Q0,70、90、110 Nm3/h;喷枪插入深度(离罐底)H,200、300、400 mm;喷枪直径d,6、8、10mm;喷嘴夹角(两喷嘴之间)α ,30°、60°、90°、180°。
2.2 数学以及物理模型
模拟铁水在静止状态下从t=0 时刻开始喷吹到铁水流动相对稳定的过程,不考虑镁脱硫化学反应,不考虑温度变化对流动的影响,将流场视为非稳态气液两相流。
1)质量守恒方程。流体流动须满足质量守恒定律,在二维直角坐标平面内:

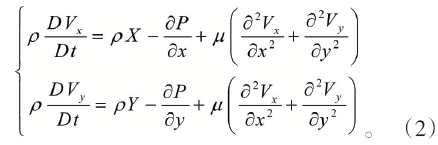
2)动量守恒方程(N-S 方程):
3)湍流模型。标准k-ε方程,对于不可压缩流体,湍流动能方程(k 方程):

耗散方程(ε 方程):

式中:ρ 为流体的密度,kg/m3;vx、vy分别为流体在x、y方向上的速度,m/s。X、Y 为质量力在x、y 方向上的分量,m/s2;P 为受到的压力,N;μ 为流体的动力黏度系数,Pa·s;k 为湍流动能,m2/s2;ε 为湍流耗散率;C1ε、C2ε是经验常数,C1ε=1.44,C2ε=1.92[5-6];σk、σε 为湍动能k 和耗散率ε 对应的Prandtl 数,σk=1.0,σε =1.3[5,6];Gk 为由于速度梯度引起的应力源项,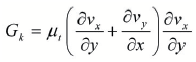 ;μt为湍流涡粘系数,
;μt为湍流涡粘系数,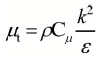 Cμ =0.09[5]。
Cμ =0.09[5]。
2.3 网格结构与计算预处理
模拟采用结构化四边形网格,在近壁面及边界处进行网格加密处理,如图2 所示。
将建立好的网格模型导入fluent 软件中进行相关设置。铁水液面按照青钢新厂实际情况设置为距离罐口0.7 m,主要分析铁水罐内的气液两相的流动过程,忽略颗粒镁与铁水的脱硫反应以及颗粒镁对流动的影响,将重力影响因素考虑进去。由于氮气几乎不溶于铁水,选择VOF 多相流模型模拟气液两相流动过程,选择k-ε湍流模型计算流体的湍动过程,选择氮气为第1 相,铁水为第2 相,其物质性质按照真实情况输入。喷枪入口处选用速度入口,铁水罐顶端设置为压力出口,铁水罐壁面和喷枪壁面均采用无滑移边界,用PISO 求解器求解,采用瞬态计算方法,计算时间步长设置为0.000 1 s,总的求解时长为20 s。
3 数值模拟结果及分析
3.1 载气流量的影响
经换算,在实际状态下,不同载气流量与喷枪出口实际速度的对应关系如表1 所示。
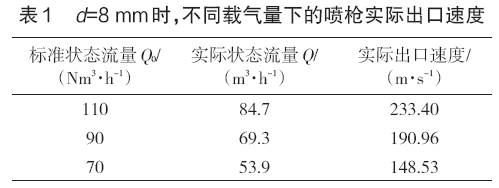
在插入深度H=200 mm、喷嘴直径d=8 mm、喷嘴夹角α =60º 时,将计算所得的速度作为速度入口,输入到fluent 软件中进行计算。不同载气流量的气液两相图见图3。
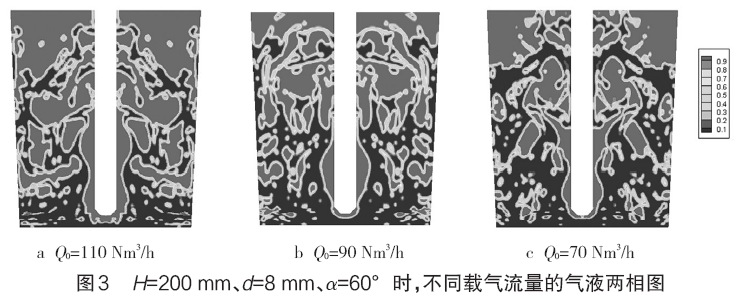
由图3 可看出,在实际喷吹气量范围内,载气流量为110 Nm3/h 时,铁水产生了明显的喷溅,致使铁水损失。随着载气流量的降低,气体对铁水的扰动作用逐渐减弱,喷溅减小。
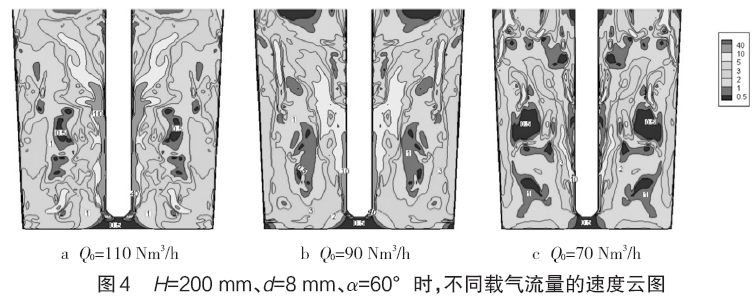
H=200 mm、d=8 mm、α =60°时,不同载气流量的速度云图及湍动能云图见图4、图5。由图4、图5可看出,喷吹流量由110 Nm3/h 时降低到90 Nm3/h,铁水罐内速度<0.5 m/s、湍动能<0.3 m2/s2的区域改变不明显;喷吹流量从90 Nm3/h 降低到70 Nm3/h 时,铁水罐内速度<0.5 m/s,湍动能<0.3 m2/s2的区域变大,改变显著。速度和湍动能较大的区域都在喷枪出口处和喷枪壁附近,随着喷吹流量的降低,喷枪出口处区域和喷枪壁附近的速度以及湍动能均有所减小。
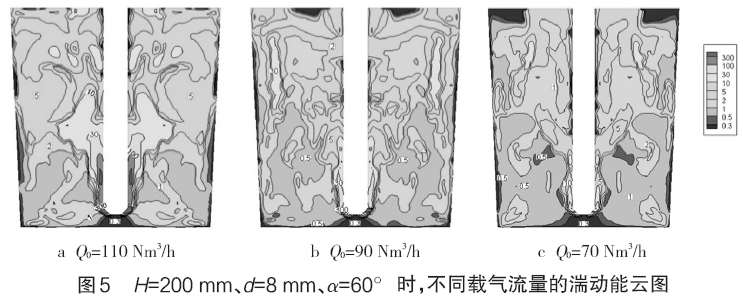
进行数值量化分析,将铁水罐内速度<0.5 m/s、湍动能<0.3 m2/s2定义为混匀死区。在fulent 软件中计算混匀死区的比例。
将VOF 模型改为3 项,添加1 相与N2的物理性质完全一样的第3 相,在喷吹N2之前,先喷吹第3 相物质0.1 s,然后停止喷吹第3 相物质,改喷N2,在铁水罐出口处测量每10 个时间步长间隔,即0.001 s 的第3 相的浓度。然后导入到Excel 中。如果ti时刻测得第3 相物质的浓度为ci,则停留时间计算公式为

根据软件计算结果所得数据,得到H=200 mm、d=8 mm、α =60°时,铁水罐内死区比例和气体停留时间与载气流量的关系见图6。
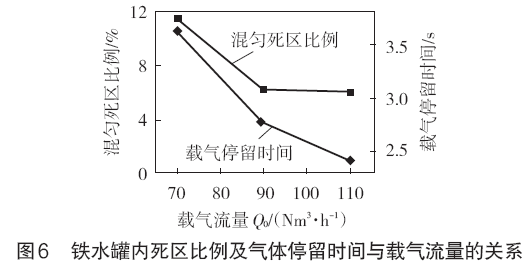
由图6 可看出,在标准载气流量从90 Nm3/h 变化到110 Nm3/h 的过程中,混匀死区变化不大,表明在这个载气流量的范围内,对整个铁水罐内流场的混匀死区的影响并不大。当载气流量降低到70Nm3/h 时,死区比例明显增大;随着载气流量的增大,气体的停留时间变短。
因此,在插入深度为200 mm、喷嘴直径为8mm、喷嘴夹角为60°时,随着载气量的降低,靠近喷枪壁的区域速度和湍动能逐渐减小,气体在铁水罐内停留时间也增长,喷溅减小,但太小的载气流量则不利于载气对铁水罐内流场的搅动,适宜的载气流量以90 Nm3/h 为宜。实际生产中应在保证不堵枪且喷吹平稳的情况下,从目前110 Nm3/h 的载气流量逐渐减少至最佳效果。
3.2 喷枪插入深度的影响
在选取载气流量为90 Nm3/h、喷嘴直径8 mm、喷嘴夹角为60°的前提下,通过模拟青钢新区的喷枪插入深度分别为距离铁水罐底200 mm、300 mm、400 mm 时铁水罐内气液两相混匀状况以及速度与湍动能分布情况,并通过比较不同插入深度条件下,混匀死区比例和载气在铁水中的停留时间得到喷枪最优插入深度。不同插入深度的速度云图和湍动能云图见图7、图8。
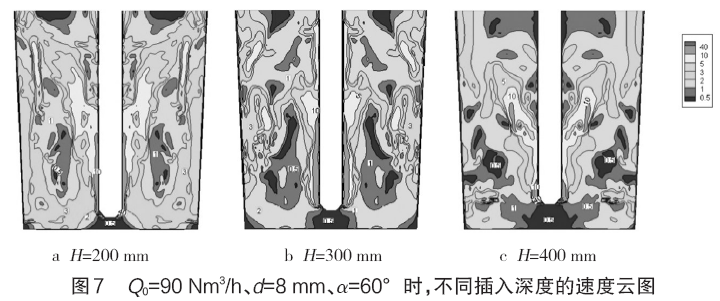
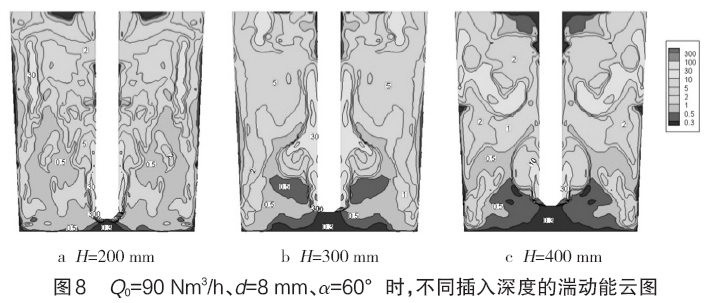
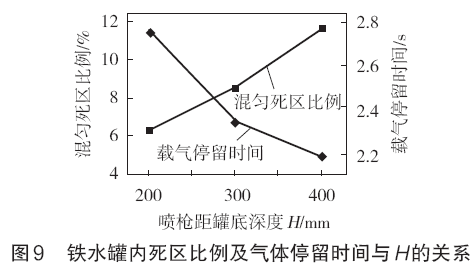
由图7、图8 可看出,随着插入深度变浅,喷枪底部与铁水罐底部之间的混匀死区比例逐渐增大,铁水罐内混匀效果变差,载气对铁水的搅拌作用减弱。根据软件计算结果所得数据,铁水罐内死区比例和气体停留时间与喷枪插入深度的关系见图9,随着喷枪插入深度的增加,混匀死区比例减小,气体停留时间变长。因此,推荐最佳的喷枪插入深度为喷枪底部距离铁水罐底200 mm。
3.3 喷枪喷嘴直径的影响
通过在CFD 软件平台上模拟不同喷枪喷嘴直径(6 mm、8 mm、10 mm)下,铁水罐内速度与湍动能分布情况,并通过混匀死区比例和气体在铁水中的停留时间研究喷嘴直径的影响。
选取喷吹流量为90 Nm3/h,插入深度为200mm,喷嘴夹角为60°。通过实际状态流量与标准状态下流量的换算,得出在此条件下不同喷枪喷嘴直径的实际出口速度如表2 所示。不同喷嘴直径的速度云图及湍动能云图见图10、图11。
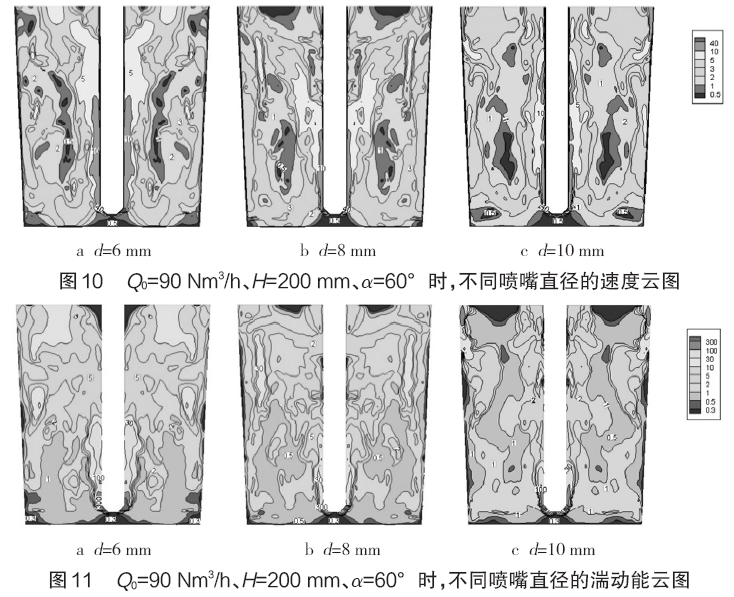

由图10、图11 可看出,当喷嘴直径为6 mm 时,喷枪壁附近的速度和湍动能明显高于喷嘴直径为8mm 和10 mm 时。d 为8 mm 和10 mm 时,喷枪壁速度等值线和湍动能等值线差别不大,但d 为10 mm 时,喷枪底部的死区比例有增大的趋势。
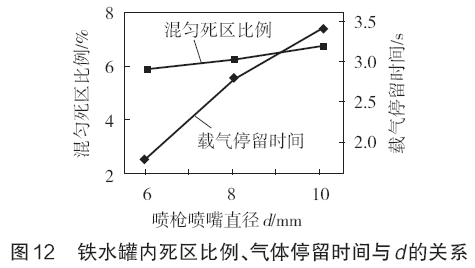
根据软件计算结果所得数据,铁水罐内死区比例及气体停留时间与喷枪喷嘴直径的关系见图12,可以看出,随着喷嘴直径的增大,死区比例有增大的趋势,但增大的趋势不明显,而气体停留时间逐渐延长。因而在原有的喷枪直径的基础上,若载气量维持不变,则可适当增大喷嘴直径。推荐最佳喷嘴直径为8 mm。
3.4 喷枪喷嘴夹角的影响
在载气流量为90 Nm3/h、喷嘴插入深度为200mm、喷嘴直径为8 mm 的前提条件下,通过模拟青钢新区的倒“Y”型喷枪不同喷嘴夹角α(30°、60°、90°、180°)下铁水罐内速度与湍动能分布情况,见图13、图14。并通过比较不同喷枪喷嘴夹角条件下,流场混匀死区比例和载气在铁水中停留时间(见图15)来探究喷枪最佳喷嘴夹角。
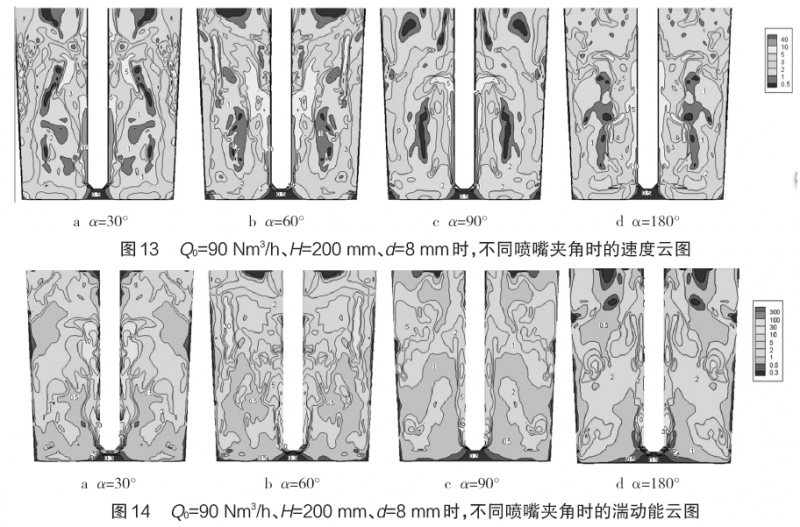
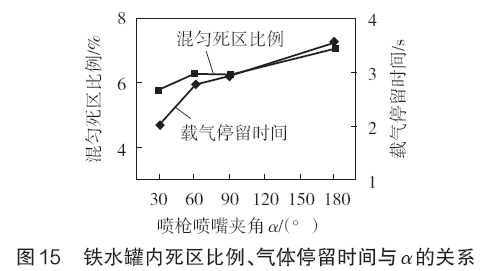
由图13、图14 可看出,随着喷嘴夹角的逐渐增大,铁水喷溅情况有减小的趋势,喷枪壁附近的气流强度也逐渐减小。从湍动能云图可看出,在喷嘴夹角为90°和180°时,喷枪底部速度<0.5 m/s、湍动能<0.3 m2/s2的区域比例增大。进行数值量化分析,从图15 可看出,随着α 的增大,混匀死区的比例有增大的趋势,特别是从90°增大到180°时,混匀死区比例增大趋势明显;气体的停留时间逐渐变长。综合考虑,α 以60°~90°为宜。
4 结论
4.1 喷吹流量110 Nm3/h 偏大,喷溅严重。随着载气流量的降低,靠近喷枪壁的区域速度和湍动能逐渐减小,气体在铁水罐内停留时间也增长,喷溅减小。但过小的载气流量不利于载气对铁水罐内流场的搅动。实际生产中应在保证不堵枪且喷吹平稳的情况下,从目前的110 Nm3/h 逐渐减少载气流量直至90 Nm3/h。
4.2 随喷枪插入深度增大,铁水罐内混匀死区减小,气体停留时间变长。建议脱硫喷枪的插入深度为距罐底200 mm。
4.3 随着喷嘴直径的增大,死区比例有增大的趋势;气体停留的时间逐渐变长。因而在原有的喷枪直径的基础上,若载气量维持不变,则可适当增大喷嘴直径。
4.4 随着喷枪喷嘴夹角的增大,铁水罐整体喷溅减小;混匀死区的比例有增大趋势;气体的停留时间逐渐变长。喷枪喷嘴夹角以60°~90°为宜。
参 考 文 献:
[1] Jian Yang, Keiji Okumura, Mamoru Kuwabara, etal. Improvementof Desulfurization Efficiency of Molten Iron with MagnesiumVapor Produced In Situ by Aluminothermic Reduction ofMagnesium Oxide[J].Metallurgical and Materials TransactionsB,2003,34B(5):619-629.
[2] 曹兴平,王长勇,杜海涛. 喷吹铁水脱硫过程中气液两相数值模拟研究[J]. 冶金设备,2014(特刊1):5-9.
[3] 黄群新,倪红卫,张华,等. 铁水喷镁脱硫工艺优化[J]. 炼钢,2007,23(1):21-23,52.
[4] 杨小光,杨世山,李志杰,等. 插入深度与载气流量对铁水颗粒镁脱硫影响的数值模拟[J]. 山东冶金,2016,38(2):29-32.
[5] Spalding. D. B. Lectures in Mathematical Models of Turbulence[M].Oxford, London: Academic Press, 1972:60-63.
[6] Shao P, Zhang T A, Zhang Z, et al. Numerical simulation on gasliquidflow in mechanical- gas injection coupled stirred system[J]. ISIJ International, 2014, 54(7):1 507-1 516.