
白阳,侯庆波
(河钢集团唐钢公司长材部,河北 唐山063016)
摘 要: 高压水除鳞机是一种先进的、高效的,用于去除钢坯表面氧化铁皮的自动化设备,被广泛应用于板带、线材、型材生产线上。介绍了钢坯表面氧化铁皮的组成、高压水除鳞机的工作原理。针对该除鳞机在中型生产线就用过程中出现的问题,如温度传感器工作异常、喷嘴压力确定等,给出了解决措施。中型生产线就用高压水除鳞机后,钢坯的表面光亮,表面质量全面提升。
关 键 词: 高压水除鳞机;型材生产线;应用
0 引言
唐钢公司长材部中型车间( 现为中型分厂) 使用阴阳面翻钢机进行除鳞,其原理是辊道将加热后的热钢输送到翻钢机处,通过翻钢机将钢坯每次翻转90°;如此反复多次,凭借钢坯在翻转过程中下落的冲击力对钢坯表面氧化铁皮进行去除,这种方法比较落后。为了提高产品质量和工作效率,2012 年5 月在加热炉出炉3#辊道处增加了1 套由重庆水泵厂生产的高压水除鳞设备,对钢坯表面氧化铁皮进行处理,效果明显,而原翻钢机作为应急设备备用。
1 钢坯表面氧化铁皮的组成
钢坯在加热炉中经过预热、均热后,其表面与空气中的氧发生氧化还原反应,在钢坯表面生成氧化物。氧化物的形式主要有FeO、Fe3O4、Fe2O3三种,如图1 所示。
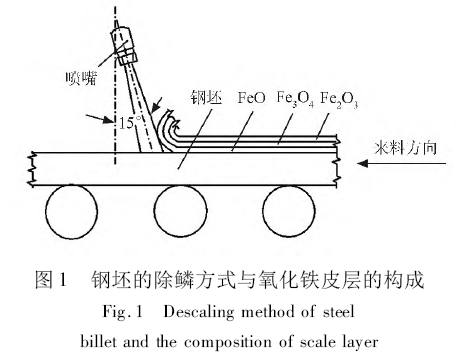
钢坯的氧化铁皮层从内到外依次为FeO、Fe3O4、Fe2O3,化学反应式[1]如下:
其中FeO 中的氧含量最低,它在氧化铁皮中的含量大约为95%;Fe3O4中的氧含量略高,它在氧化铁皮中的含量约为4%;Fe2O3中的含氧量最高,它在氧化铁皮中的含量最低,约为1%[2]。
2 高压水除鳞的工作原理
除鳞机在非工作状态时,电动机处于低速运转。当温度传感器检测到有钢坯通过时,反馈信号给除鳞系统。除鳞系统进行转换计算,通过变频器升频,关闭循环阀组,提高电动机转速,在喷嘴处形成高压水喷射流对钢坯表面进行除鳞。在高压水喷射流对钢坯表面氧化铁皮进行去除过程中,通过延时开关控制,打开循环阀,保证在单根钢坯通过后,除鳞系统自动恢复到非工作状态,如此反复,实现对钢坯进行自动除鳞。高压水除鳞的原理如图2 所示。
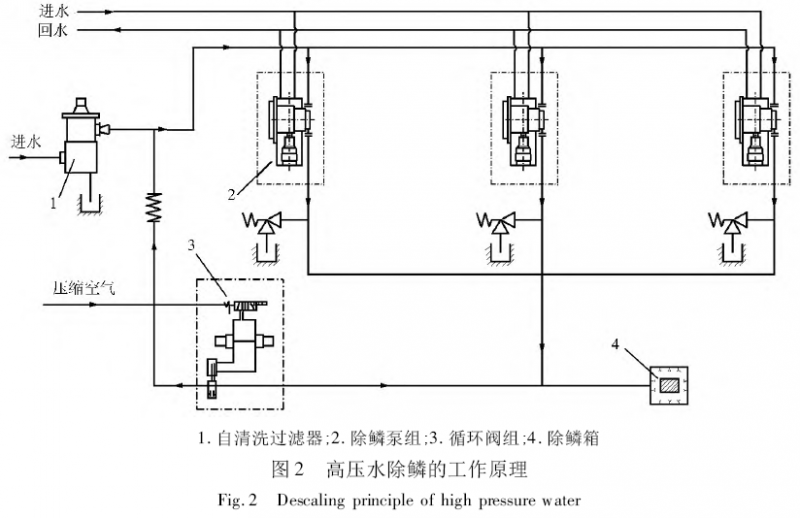
由于FeO、Fe3O4、Fe2O3的热膨胀系数不同,在除鳞过程中钢坯会产生一定的温降,使得氧化铁皮层产生龟裂,甚至脱落。此时,再通过高压水的冲刷、氧化铁皮之间的飞溅、碰撞,从而达到去除氧化铁皮的目的。
3 除鳞机在使用过程中发现的问题及解决办法
3. 1 温度传感器工作异常
温度传感器(HMD - 4ZC1) 用于判断是否有钢坯将进入除鳞箱[3]。温度检测值探头温度设定在500 ℃,在温度传感器使用初期,有时出现虽然钢坯已通过除鳞机探头位置,然而除鳞机并没有启动的现象。经现场勘察,主要原因是由于钢坯在辊道输送过程中发生偏摆,钢坯偏摆撞击辊道盖板两侧立面,使盖板位置发生偏移,传感器探头正好被偏移后的盖板立面遮挡,导致除鳞机探头检测不到钢坯温度,所以不出水工作。据此,对盖板与辊道架之间焊接定位卡板,从根本上防止辊道盖板的偏移,确保传感器探头探测准确有效。
另外,有时钢坯还未到达除鳞机传感器探头,出现除鳞机自动启动现象。经现场勘察,主要原因是由于探头位置距离加热炉出钢位置太近,钢坯在出钢时经滑板撞击挡板,使撞飞的高温氧化铁皮落入除鳞机探头附近,触发探头工作,导致除鳞机异常启动。通过对温度传感器探头增加防护罩的措施,有效阻止了高温氧化铁皮引发探头误启动的问题,保证了除鳞机正常工作。
3. 2 喷嘴压力的确定
除鳞机的动力由异步电动机(Y315L3 - 6,功率160 kW,转速987 r /min) 提供,通过2 台变频器(ATV71HC20N4 200 kW - 300HP V1. 2IE16) 控制实现对电动机转速的调整。根据生产需要,要求除鳞机喷嘴压力能够按照不同产品在一定范围内变动,变频器频率与喷嘴压力的实测值对照,见表1。

除鳞机喷嘴的压力还取决于氧化铁皮附着在钢坯表面力的大小,而氧化铁皮的产生又与多种因素有关,其函数表达式为:
P = f(Q、P0、H、α、v)
式中,P———喷嘴压力,kg /cm2;
Q———喷嘴流量,L /min;
P0———脱去氧化铁皮层的阻力,kg /cm2;
H———喷嘴到钢坯表面之间的垂直距离,cm;
α———喷嘴与垂直钢坯表面的角度,°;
v———钢坯在辊道上运行的速度,m /s。
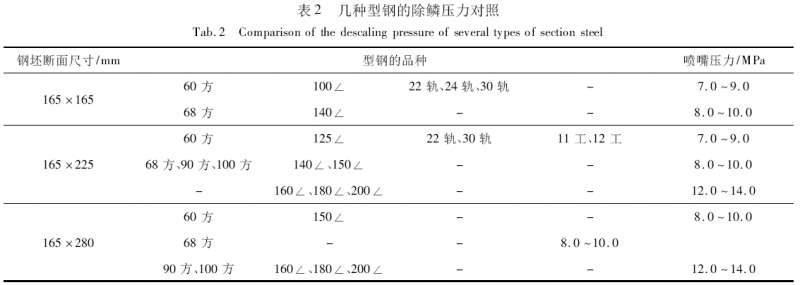
其中α = 15°是除鳞机厂家最初设计参数,H =15 cm 可实际测量得出,v = 2. 55 m /s 可通过辊道相关参数计算得出。只有Q、P0未知,而Q 值是变频器调整的可知变量,最后P0与钢坯材质、众多环境因素有关的复杂变量,如加热时间、加热温度、钢坯运行时间等。尽管P 的具体表达式无法写出,具体值也无法确定,通过生产实际可以得出各钢种适合的除鳞压力,见表2。
3. 3 循环阀组被异物卡死
循环阀是保证高压水顺利出水的关键,由0. 4~ 0. 6 MPa 压缩空气作为动力源来控制,要求粒度≤5 μm,阀门开闭时间≤1 s 且可调。除鳞机在工作前,循环阀处于关闭状态,系统压力逐渐升高。当系统压力升高至出水压力,同时检测元件检测到出水信号后,压缩空气驱动换向阀动作,循环阀开启,完成高压水喷射,再经过延时开关,压缩空气驱动换向阀反方向动作,高压水停止喷射。
生产过程中,曾出现循环阀无动作情况。经检查发现,气源压力稳定,而换向阀无动作,更换换向阀后,生产恢复正常,同时检查换向阀,发现换向阀内存有异物卡住阀芯。另外,通向循环阀组的软管距离钢坯不足10 m,长期高温环境极易使其老化,导致空气泄漏,影响气源压力稳定,利用待坯时间将该段软管改为硬管。
4 除鳞效果
该高压水除鳞设备自2012 年6 月投入使用至今,整体使用效果良好,同一根钢坯经除鳞前后的效果对照,见图3、图4。
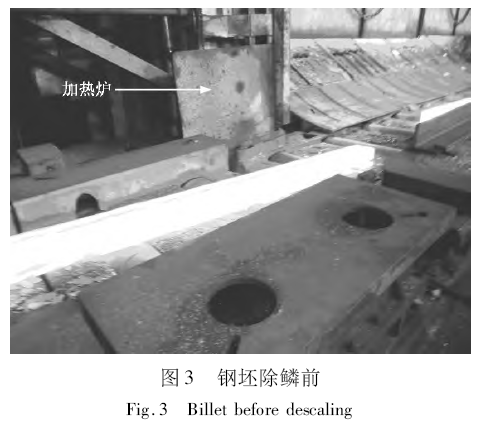
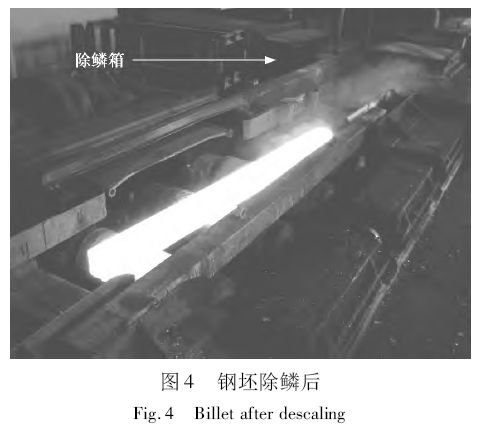
由图3 可见,除鳞前钢坯从加热炉出来,上表面存在大面积暗色部分(氧化铁皮),图4 中经除鳞箱体后表面全是光亮部分。
5 结语
唐钢公司中型生产线高压水除鳞机自2012 年投入运行至2016 年底,在设备点检人员的精心维护下,逐步解决了生产中暴露出来的问题,使除鳞机的有效作业率大幅度提升。钢坯的表面质量全面提升,取得了较好的经济效益。同时,高压水除鳞机维护简单方便,被广泛应用到类似产品生产中。
参考文献
[1]李华.板带材轧制新工艺、新技术与轧制自动化及产品质量控制实用手册[M]. 北京:冶金工业出版社,2006:12.
[2]王国栋. 中国中厚板轧制技术与装备[M]. 北京:冶金工业出版社,2009:10.
[3]张洪建,王双启,李宏宇. 型钢高压水除鳞自动控制系统[J]. 河北冶金,2012,(12):60.