
金鑫1 李明娜2
1. 天津交通职业学院天津300400; 2. 天津铁道职业技术学院天津300400
摘 要: 电弧炉炼钢是以电能作为热源的炼钢方法,它是靠电极和炉料间放电产生的电弧,加热并熔化金属炉料和炉渣的一种炼钢方法。导电横臂和电极卡头之间由于漏水,严重制约了生产的发展。
关 键 词: 电弧炉; 导电横臂; 电极卡头; 供回水方式
一、电炉导电横臂和卡头结合面处漏水的危害
(一) 漏水严重时容易发生爆炸
炼钢时,钢水、铁水、钢渣以及炼钢炉炉底的熔渣都是高温熔融物,漏水严重时,如果进行摇炉或者是供氧操作,水和铁水或钢水突然激烈反应会发生爆炸或大喷,造成人机事故。
(二) 漏水对铸锭品质有不良影响
(1)必须控制钢液氢的初始含量,钢液中的氢含量主要取决于炉气中水蒸气的分压,氢对钢的危害是很大的。总体来说氢对钢锭的影响一是引起氢脆,二是导致钢材内部产生大量细微裂纹缺陷———白点。
(2)氧在钢中的溶解度很低,几乎全部以氧化物夹杂形式存在于钢中,如FeO、AL2O3 等,破坏了钢的基体的连续性,在静或动载荷的情况下往往成为裂纹的起点。
(三) 漏水维修难度大
如果停炉时卡头和大臂端面间漏水,此时炉内温度为室温,不需要冷却,拆完螺栓,卸下卡头打磨接触导电面到平整,更换密封后上好卡头,维修一个需要三个小时( 一共三个),但是大部分时候是在开炉炼钢时漏水严重,急需处理卡头漏水,此时炉温在1500°左右,炉盖上部温度在1000°左右,处理前只能把炉盖旋出待炉温冷却两小时左右再旋回炉盖,因为此时三个电极孔正对着下方熔融态的钢水,需要维修人员用彩钢板先把三个电极孔挡住,再冒着200 多度的高温耗时三个多小时拆螺栓-打磨卡头端面-上密封-安装-通水试验,全程必须抢时间,因为处理不及时钢水就硬在炉里需重新加热熔化,维修时间紧,维修时间长、维修难度大,维修温度高,种种原因在不断透支着维修人员的体能。
(四) 漏水缩短设备使用寿命
漏水量少迅速被气化并随烟气抽出,对小炉盖影响不大,但是漏水严重时,整个电炉停止运转,待漏水处理完成后继续使用,此时小炉盖工作面遭受到极冷极热,将导致小炉盖的寿命大幅度降低。
二、导电卡头和大臂端面间为什么漏水
1)电极卡头和导电横臂通过4 个螺栓连接,使两个导电接触面牢固接合,炼钢时大电流通过横臂和电极卡头流向与卡头相连的碳棒电极而起弧炼钢,建成初期使用良好,后来就出现卡头与横臂连接面漏水的现象,拆开卡头发现靠近冷却水口的螺栓已断,附近接触面出现电弧烧蚀现象,螺栓杆上有烧熔的痕迹,因为螺栓杆没有暴露在炼钢升起的火焰中,所以推断为流过大电流烧熔。一方面接触面出现电弧烧蚀的原因是因为两个把合面没有紧密贴合,接触不良导致打火、放电,同时大电流流过把合螺栓,造成螺栓因大电流烧熔,另一方面螺栓断裂导致两个贴合面把合不严,循环水密封起不到作用,没有压紧,导致从缝隙中漏水。
2)电弧炉炼钢是靠电极和炉料间放电,在产生的电弧辐射和电弧的直接作用下加热并熔化金属炉料和炉渣( 弧区温度在4000°C 以上),废钢熔化所产生的烟气和火焰大部分从电极与电极孔之间的间隙溢出。首先由于高温烘烤、热辐射的作用,电极卡头和导电横臂前端把合面处的温度高达900°~1300°,由于电极卡头是紫铜材质,具有良好的导热性,使位于两者之间的四个O 型密封圈在高温的烘烤下发生塑性变形,使卡头和导电横臂端面冷却水通路密封不严而漏水。其次由于接触面出现电弧烧蚀,烧蚀过程中产生的电弧瞬间会把夹在接触面之间的O 型密封圈烧焦,使O 型密封圈失去密封作用导致漏水。
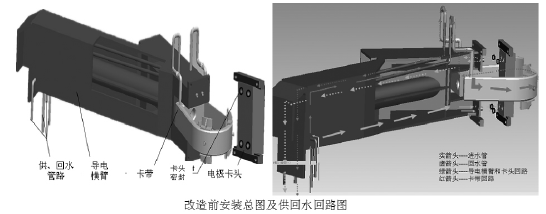
三、改造过程简图
前期通过加深卡头上原有的密封槽、或在电极卡头原有密封槽外侧再加工一道密封槽、或通过改变密封的材质等方法来解决导电横臂和电极卡头间的漏水问题,但效果都不理想,最后决定彻底取消密封。所以,经过研究决定取消导电横臂和电极卡头间的四个供回水的通孔,原来的孔都通过补焊焊好。再从导电横臂前端侧面和导电卡头侧面开孔,通过外接管路实现水的循环,取消了原来通过内部水孔的循环,避免了因密封不能耐高温和耐打火产生的高温灼烧而造成的损坏进而漏水。通过半年的统计发现效果极好;最后把改造方案定型,因为在上次已经把导电横臂前端的四个供回水孔通过补焊堵住了,通过重新设计委托制造加工电极卡头,把导电卡头的供回水管路改到电极卡头的上部,一方面供回水管路位于上部可以有效远离高温烘烤,更便于维修更换。
四、改造后的使用效果
1)避免了水和钢水进行激烈反应致使设备损坏和人员伤亡。
2) 处理一个漏水卡头的时间由5 小时缩短到0. 5 ~ 1小时。
参 考 文 献:
[1]阎立懿. 现代电炉炼钢工艺及设备. 冶金工业出版社.
[2]陈家墉. 湿法冶金手册. 冶金工业出版社.