
李随军
(山钢股份莱芜分公司炼铁厂,山东 莱芜 271104)
摘 要:山钢新疆有限公司150 m2烧结机系统设计制作摆动布料装置取代原梭式布料器,通过计算,设计确定了曲柄摇杆机构各参数和减速机机型。应用表明,布料装置消除了布料盲区,使布料更均匀,提升了烧结矿产量和质量,年创经济效益322.56 万元。
关 键 词:烧结机;布料装置;曲柄摇杆;减速机
1 前言
梭式布料器是烧结生产布料的传统设备,多数的钢企的烧结机长期以来均采用梭式布料器与泥辊、多辊布料器相结合的方式进行布料,但在实际布料过程中,都面临行业的共同难题:小矿槽中形成堆尖,大颗粒向堆角滚落,最终导致烧结台车上料层偏析不均,透气性变差,从而影响了烧结矿的产量和质量[1]。同时,传统布料器故障率较高,亦对烧结生产有较大的影响。山钢新疆有限公司150 m2烧结机系统的布料采用SB-1200型梭式布料器,上述问题同样十分突出。在当前钢铁企业所面临的空前严峻形势下,对现有设备进行改造或采取新的布料方法解决现存问题已是迫在眉睫,为此,对该布料系统进行了改造,取得了较为理想的效果。
2 布料器改造前状况
原梭式布料器布料过程如图1所示。
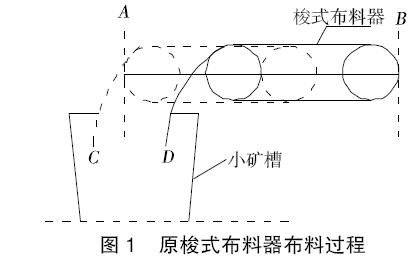
由图1 可知,梭式布料器在、之间做往复直线运动,物料通过梭式布料器皮带沿抛物线落入小矿槽内、之间区域,则随着物料随小矿槽内料堆的升高,、处势必形成堆角,且处右侧为布料盲区,物料在堆角处自由滑落,造成物料偏析,最终导致烧结台车上料层偏析不均,透气性变差,从而影响了烧结矿的产量和质量。
传统梭式布料器故障率较高,主要表现在行走机构故障较多。现用梭式布料器的行走机构是由电机直联型的摆线针轮减速机带动主动链轮,然后通过链条及被动链轮,带动主动车轮轴。该种传动型式存在着以下几方面的问题:1)由于梭式布料器不到1 min 就要往复运动1 次,反复地起动、反转、制动,经常造成瞬间过载,频繁的瞬间过载造成链轮、链条过早损坏,有时甚至发生链条冲击破断。2)现场环境较差,限位开关布置与轨道一侧的地面上,容易失效、碰坏等,同时在布料时混合料中高温、潮湿的气体大量溢出,使得传动电机的工作环境极度恶化,造成传动电机频繁损坏。
3 布料系统改造
1)设计制作1 套摆动布料装置取代原梭式布料器。该装置的驱动系统采用四连杆机构中的曲柄摇杆装置,电机减速机驱动,其他依据现场情况制作安装。改造后的摆动布料装置见图2。机构工作原理:连杆机构采用正置曲柄摇杆机构,k=1(k 为速度变化系数)。机构简图如图3所示。
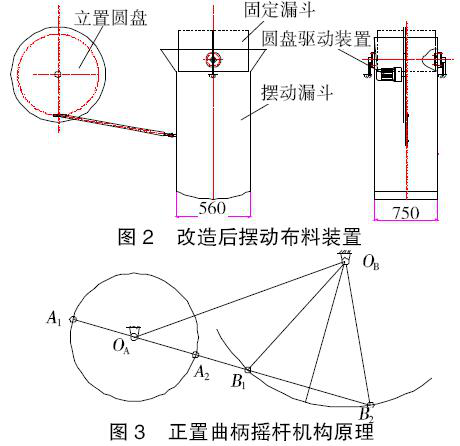
随着主动杆曲柄A 的转动,摇杆B 在1、2之间往返摆动,当处于1、2极限位置时,其连线通过曲柄A 的轴心。由图3 可以看出,摇杆B 往返两行程,曲柄A 相应的转角均为180°,无急回特性,保证了漏斗在摆动过程中的布料均匀。
2)把上道工序皮带机及漏斗进行适应性改造,皮带机加长,使下料漏斗中心与小矿槽进料口中心垂直重合。
3)对原梭式布料器保留行走机构,置于摆动布料装置另一侧,作为备用驱动装置。
4)采用行程开关安装于摆动漏斗两侧,用以控制设备的启停。极限位置延时根据实际情况调式确定。
4 设计计算及减速机选型
4.1 曲柄摇杆机构各参数的确定
假设曲柄OAA,连杆AB,摇杆OBB ,机架OAOB,摆角∠B1OBB2=ψ,根据正置曲柄摇杆机构特征方程以及装置现场工位布局[2],摆动漏斗高度设定为3 m,下部布料跨度设定为2.8 m,再依据摆动漏斗结构尺寸测算出其重心位置。综上可知,OAA长度为700 mm,AB长度为2 000 mm,OBB 长度为1 600 mm ,OAOB长度为2 460 mm。
4.2 减速机选型
原用梭式布料器行走速度为0.2 m/s,布料跨距为3 m,则往返布料一次所用时间为15 s。在曲柄摇杆带动的摆动漏斗机构中,往返布料1 次,曲柄旋转1 周,则减速机输出转速应为1 r/(15 s/60 s/m)=4 r/min。普通4 极电机转速为1 500 r/min,则选用速比i=1 500/4=375。根据速比较大特点,考虑采用二级摆线针轮减速机,速比23×17=391。摆动漏斗采用10 mm钢板制作,自重约800 kg,考虑工作过程中的粘料问题,以总自重1 000 kg计算。图3中极限位置B1、B2两点受力,通过绘图法得连杆垂直方向受力为9 500 N,取工况系数1.6,则选用输出转矩为10640 N·m。综合以上数据,根据机械设计手册可选用BWEY4527-23×17-5.5型[3]。
5 效果评价
通过此改造,根据统计数据,内部返矿可减少3%~5%,相当于同样的加工成本烧结矿产量增加3%~5%,以3%计;该烧结机目前产量4 200 t/d,加工成本以80元/t计(依据新疆公司2015 年数据),主机工作每年以320 d计算,则效益计算322.56 万元/a。通过改造,设备驱动系统由原来的皮带机、小车2套驱动改为1 套驱动,且驱动系统架设在空中,远离蒸汽、积料等易造成故障的因素,系统故障率降低50%以上。采用摆动漏斗取代梭式布料器,消除布料盲区,使布料更均匀,边缘效应有一定程度抑制,有利于烧结矿产量和质量的提升。
参 考 文 献:
[1] 唐贤容,马笃阳,张清岑,等.烧结理论与工艺[M].长沙:中南工业大学出版社,1992.
[2] 孙恒,陈作模,葛文.机械原理[M].北京:高等教育出版社,2006.
[3] 机械设计手册编委会.机械设计手册(新版)[M].北京:机械工业出版社,2004.