
宋国华,徐俊杰,耿敬涛,邵久刚,杨志功
(河钢邯钢公司,河南 邯郸 056015 )
摘 要:河钢邯钢7号高炉于2008年7月投产,2015年、2016年两次炉缸温度的异常升高,高炉经过认真的分析研究,在加强管理、增加监控电偶、改善原燃料条件的基础上,通过采取加风限氧、限产、灌浆、提高冷却强度、增加铁口深度等不同措施,都达到了使该部位温度局部恢复正常的目的,并且既保持了较高的冶炼强度,又实现了高炉长
周期稳定顺行。
关键词:高炉;炉缸温度;正常水平
1 引言
河钢邯钢7号高炉是从德国引进的二手设备,原有1858m3扩容为2000m3,设有28个风口,设夹角90度西、北两个铁口。采用并罐式无钟炉顶,料车上料,四座马琴式外燃热风炉。全冷却壁结构炉体,炉腹、炉腰、炉身一层,三段铜冷却壁,薄内衬技术,软水密闭循环冷却系统[1]。第二代炉役于2008年7月投产至今,炉况基本长期稳定顺行,产铁6004t/m3,曾取得过焦比330kg/t,煤比150kg/t,燃料比517kg/t的较好指标。
2015 年、2016 年两次炉缸温度的异常升高,是目前影响高炉铁水质量的主要问题。7号高炉炉缸温度异常升高分为两个阶段:第一阶段:2015年7号高炉开始出现高炉炉缸侧壁温度西南方向异常升高,6m最高达到810 ℃(324mm),高炉通过采取加风限氧、限产、灌浆等措施,使该部位温度局部恢复正常。第二阶段:2016年4月高炉新增西南方向炉缸侧壁电偶温度升高现象,6m 最高达到510 ℃ (150mm ),高炉通过采取提高冷却强度、增加铁口深度等措施,使该部位温度局部恢复正常。
2 2015 年高炉炉缸温度升高的治理过程
2. 1 高炉炉缸温度升高的过程
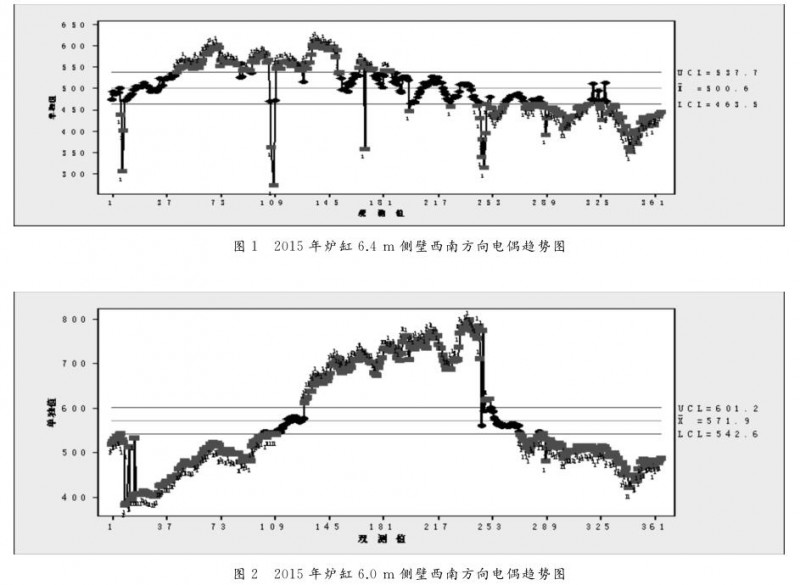
2015年初,伴随高炉技术技术经济指标的改善,高炉冶炼强度也不断提高,高炉炉缸西南6. 4m方向温度开始升高,最高达到620℃(图1)。
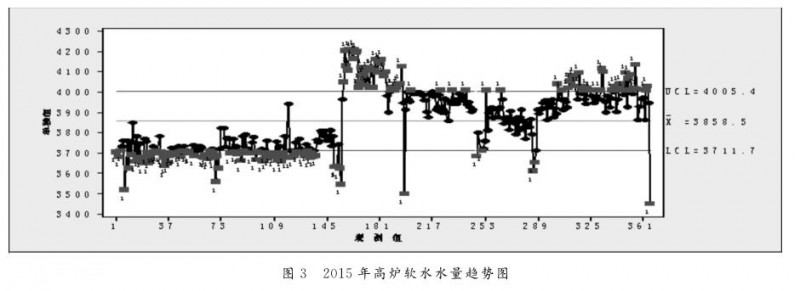
2015年3月后,炉缸同方向,6.4m 温度开始下降,6.0m 温度开始大幅度升高,到2015年8月25日,高炉6.0m 侧壁温度达到最高的809℃(图2),高炉碳砖残厚490mm ,威胁高炉生产安全。
2. 2 高炉采取的措施
2. 2. 1 相对增加高炉冷却强度
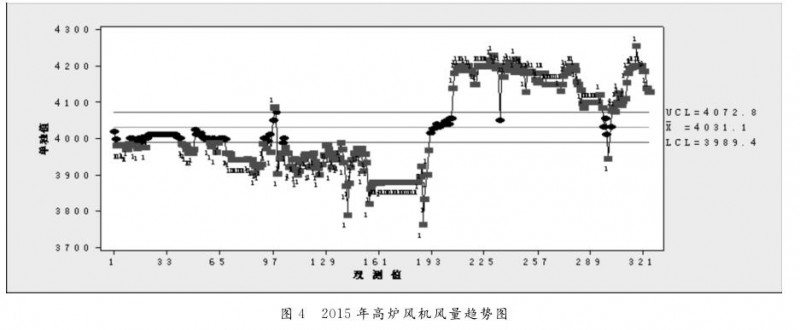
2015年5月30日能源中心水站换大叶轮,水压由550kPa升高至580kPa ,水量达到4100m3 /h(图3),仅仅 相对 增 加冷 却强 度,高 炉设计水量4150m3/h,仍未达到设计水量,高炉冷却壁温度虽出现短期稳定,但仍呈上升趋势。
2. 2. 2 逐步增加高炉风量,减少高炉富氧量
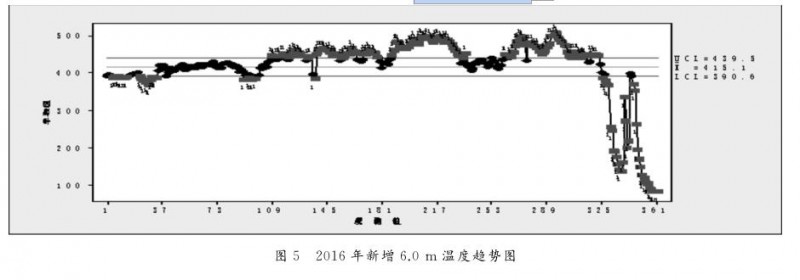
高炉对风量重新进行评价,邯钢5号高炉冷风4200m3/h,高炉风机风量由年初的4000m3/h,逐步增加到4200 m3/h(图 4),高 炉 富 氧 量 由9000m3/h减少到2000m3/h 。
2. 2. 3 堵风口降低冶炼强度
由于6.0m 西南温度持续升高,2015年5月30日高炉休风堵23# 、24#风口,8月3日开23#风口,开风口前炉缸温度开始下行,8月31日开24# 风口。
2. 2. 4 新装电偶
炉缸温度仅6. 0m 西南两点温度高,是否是最高点,不利于高炉炉缸温度控制,因此,2015年9月3日高炉6m 、6.4m 新装插入深度50mm 与150mm 的电偶,共12对,重点的西南方向4对。
2. 2. 5 换长风口
炉缸温度下行后,为了防止该部位温度变化,适当的使该部位风口回旋区适当向中心移动,减少该部位边缘气流,2015年9月3日高炉休风换23# 、24# 风口为 525mm×120mm长风口,原用500mm风口。
2. 2. 6 灌浆
7 号高炉基本每次超过15h的休风,都进行灌浆操作,西南也经过测温,新开多个灌浆孔,但都没有灌入。2015年9月3日的休风,西北两铁口正中间标高9.2m 处灌浆15×25kg 。
2. 2. 7 加强原燃料延伸管理
2015年初,高炉炉缸温度虽偏高,但相对稳定。4月高炉配吃石矿准二级焦后,高炉炉缸侧壁温度持续升高,8月基本消化完石矿准二级焦,炉缸温度开始下行。因此,高炉加大原燃料延伸力度,做到原燃料变化早知道,提前应对,及时应对。
2. 3 效果
经过以上措施的采取,高炉炉缸温度升高趋势得到了抑制,有些措施虽然没有使侧壁温度明显下行,但也起到了抑制其快速增长的作用。特别是9月3日高炉休风灌浆、局部换长风口后,高炉炉缸侧壁温度得到根本缓解。但是,由于处理炉缸温度过程中,下部送风制度等的巨大变化,高炉炉况受到了威胁,2015 年9月初到2015年12月,高炉产量仅4850t/d,指标也比较差,直到2016年初高炉才恢复到5050t/d 产量,指标也逐步改善。
3 2016年高炉炉缸温度升高的治理过程
3. 1 高炉炉缸温度升高的过程
2016年初,高炉冶炼强度也不断提高,高炉炉缸西南6.0m 方向新增电偶温度开始升高,最高达到510℃(图5)。
3. 2 高炉采取的措施
3. 2. 1 相对增加高炉冷却强度
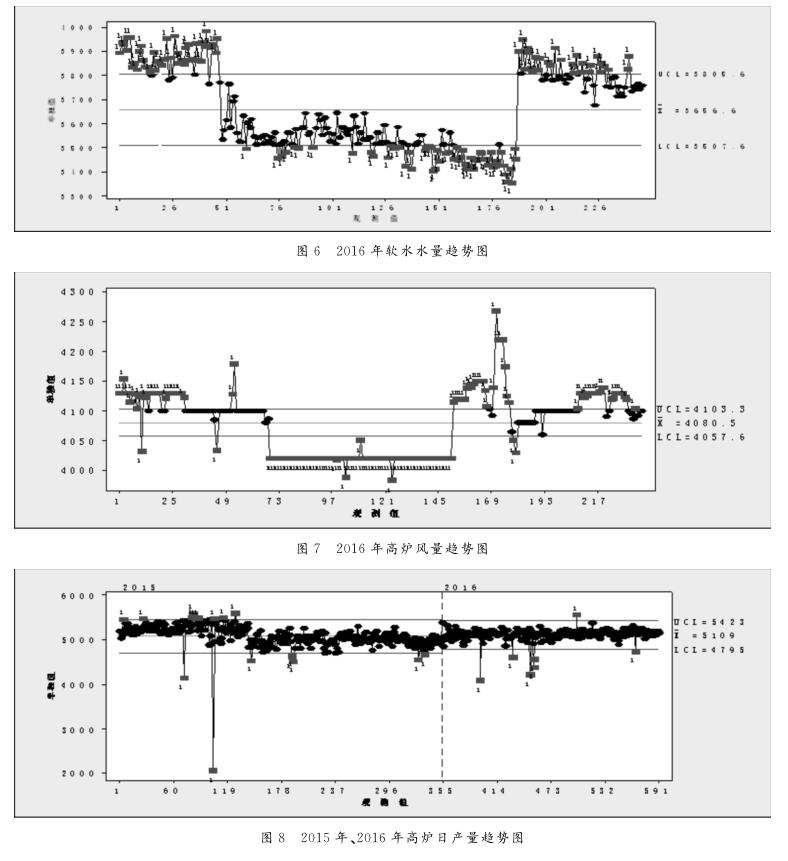
2016 年 2 月 能 源 中 心 水 站 改 造,水 压 由576kPa降至537kPa,水量达到3600m3/h左右,改造后水压596kPa ,高炉水量3900m3/h ,仍未达到设计水量,高炉冷却壁温度虽出现短期稳定,但仍呈上升趋势(图 6 )。
3. 2. 2 合理定风、氧量
2015年底,高炉风量增加到4200m3/min,但高炉出现中心、边缘气流均控制不住现象,后高炉确定送风比2.0 ,炉容2027 m3 ,风量定到4050m3/min,加上槽下生矿伴温风量约50~70m3/min,高炉定风量到4100~4140m3/min(图7)。
3. 2. 3 稳定高炉产量
由图8可以看出,2016年初高炉产量再次达到5200t/d水平,由于壁体温度影响,高炉将产量目标定到5100±50t,对稳定壁体温度起到一定作用。
3. 2. 4 局部加强冷却强度
为了增加冷确强度,高炉炉缸局部水管通高压水(西南5根水管通高压水),对于西南温度最高的区域冷却壁改高压水,同时对炉缸炉皮局部打水。
3. 2. 5 铁口深度控制
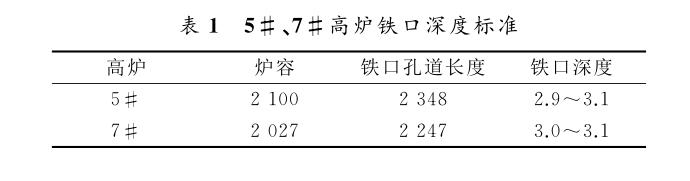
2016年初高炉适当提高铁口深度控制标准,由2.9~3.1m 提高到3.0~3.1m,见表1。
3. 2. 6 坚持长风口
2015年底后高炉始终坚持在炉缸西南侧24# 、25# 风口使用525mm 的较长风口,并计划在26#加装较长风口。
3. 2. 7 保炉况顺行
无论任何时候,高炉顺行都是保证高炉安全的重要手段,精料都是高炉顺行的重要保障,本次炉缸温度升高,高炉始终以保炉况顺行为目标,高炉没有牺牲炉况去保证高炉指标。
3. 3 处理效果
本次炉缸处理效果较好,2016年5月后高炉逐步提高冶强,改善指标,高炉日产5 150t/d以上,煤比长期稳定到130kg/t 以上,燃料比520kg/t 以内。
4 分析
从高炉两次炉缸温度异常升高处理看:
⑴ 第一次,高炉灌浆后取得了明显效果。第二次,高炉水量恢复取得了明显效果。因此,我们认为高炉炉缸温度异常升高应找到主要因素,对症治疗,可减少高炉技术经济指标的恢复时间。
⑵ 第一次高炉炉缸侧壁温度升高开始于2014年10月的6.4m温度的升高,没有关注也没有引起足够的重 视,依然把产 量由5100t左右提高到2015年初的5 300t/d左右,使高炉恢复时间延长。高炉应有适当的冶炼强度,并且高炉工作者应始终关注高炉炉缸侧壁温度的变化趋势。
⑶ 在第一次高炉炉缸温度升高的处理后期,高炉壁体温度稳定性下降,时常出小气流,高炉炉况变差,延长了高炉恢复时间;第二次升高,高炉始终以炉况顺行为基础,虽然温度偏高,但是取得了较长时间的稳定,为高炉后期改善指标打下基础。
⑷ 增加高炉风量,减少富氧。高炉增加风量、减少氧量有利于高炉炉缸侧壁维护,但是应当以高炉接受为基础,不能盲目增加风量,减少氧量。
⑸ 保持铁口适宜的深度,加强炉缸侧壁局部冷却强度以及堵风口适当降低冶炼强度、加钛矿护炉等,都能对炉缸侧壁温度升高起到一定抑制作用,但都不能牺牲高炉炉况,高炉炉况变差后,炉缸热震的巨大变化,给高炉炉缸安全带来巨大威胁。
⑹ 高炉配吃二级焦后,炉缸温度明显升高增加。原燃料对高炉长寿的影响是巨大的,也是致命的,高炉必须保证一定质量的原燃料条件。
5 结语
⑴ 高炉工作者应高度重视高炉长寿工作,掌握侧壁温度变化趋势,及时抑制高炉炉体温度的异常变化。
⑵ 任何处理高炉炉缸安全的手段都不能牺牲高炉顺行,高炉炉缸温度异常升高,必须及时发现问题,并相应采取措施,才能避免更大损失。
⑶ 高炉长寿是个系统工程,应贯穿高炉一代炉龄,从设计建造到日常维护都应高度重视,而不是有了问题后的处理问题,一旦侵蚀加剧,后期控制十分困难。
⑷ 精料是高炉顺行的保障,顺行是高炉长寿的基础,也是高炉铁水质量稳定的基础,高炉制定与原燃料匹配的操作参数及技术经济指标。