
张永占,韩玉川,陈振国
( 安阳钢铁股份有限公司)
摘要:通过对干熄焦旋转密封阀的结构分析和原理说明,针对存在的问题提出合适的修复方法、材料和加工工艺,形成了一套完整的修复技术,实施后保障了设备运行。
关键词:干熄焦;密封阀修复;技术
0 前言
旋转密封阀是干熄焦排焦系统的重要组成部分,其位置在干熄炉底部焦炭出口的电磁振动给料器下部,在驱动装置的动力下带动转子按规定的方向旋转,将焦炭连续排出,即能连续定量的排料,又具有良好的密封性和耐磨性。可以有效控制干熄炉内的循环气体和粉尘的外泄,稳定炉内气压。这种密闭的结构决定了旋转密封阀的修复难度,其难点主要在于转子刃的堆焊加工和衬板材料的选择上,通过研究,确立了堆焊加工工艺,选取了合适的材料,满足了修复需要。
1 修复前出现的问题
本次修复的旋转密封阀型号为QJXZ75-2,转子直径为1 800 mm,转子宽为1 332 mm,转速为2 r /min~6 r /min,环境温度为200 ℃左右,排焦能力为75 t /h。
修复前主要有以下问题: ( 1) 入料口软连接螺栓缺失、软连接老化、漏风漏料; ( 2) 叶片局部磨损,部分损坏严重; ( 3) 壳体内部的衬板部分生锈、部分脱落; ( 4) 两端面密封不同程度的漏风; ( 5) 轴承及轴承密封损坏,保持架脱落,噪音大; ( 6) 各润滑油管及分配器堵塞,油脂无法顺畅到达被润滑部位;( 7) 台车车轮及轴承等部件部分缺失; ( 8) 外部防护栏杆局部缺失,需要重新加装、清洗、喷漆; ( 9) 壳体外部防腐材料脱落。
2 旋转密封阀的结构分析
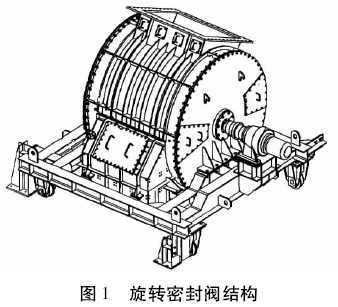
根据从外到里,从简单到复杂的原则,逐步解体旋转密封阀。结合搜集到的材料,确定密封阀结构有阀体、转子、密封副、下料槽、机架、台车、驱动装置和自动给脂润滑装置等及部分组成,其结构如图1所示。
3 旋转密封阀的工作原理
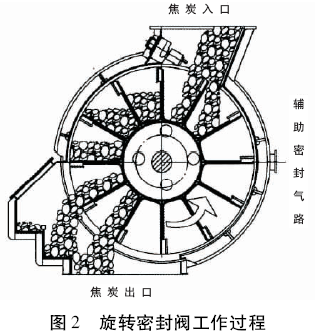
通过深入焦化生产现场和解体的机构分析,认为旋转密封阀在旋转过程中,焦炭经各个隔仓由上至下均匀排出,为减少干熄炉内气体介质外漏,需控制转子刃及机体内壁的间隙,间隙越小,干熄炉内气体介质外漏量也就越小。转子端面密封采用软硬结合的密封结构。密封副为一组铜环,由弹簧压紧并能自动补偿间隙误差,密封副之间由自动给脂装置定量给脂保证润滑,最大限度的减小磨损。为防止粉尘进入,在阀体两侧轴承箱内设计有气体辅助密封,使干熄炉内高温含尘气体不能进入轴承箱,改善了轴承和密封环的工作环境,能够有效的防止轴承温度升高,减少密封环磨损。保证端面密封装置正常运行。
为满足连续密闭排焦功能,干熄焦旋转密封阀转子内部为12 组叶片,转子两端支撑在阀体轴承箱内[1]。转子驱动轴端与减速机相连,阀体上口内设调节刀,能有效防止卡料,阀体下口与下料槽相连,下料槽设有积窝,可存积焦炭,使焦炭在排除过程中形成料磨料,使落料尽量不接触机体,最大限度的减少磨损,以保护机体钢结构。工作过程如图2 所示。
阀体、转子、下料槽和驱动装置组装成一体置于台车上,台车下设有四个轮子。
4 根据装置结构和工作原理,确定修复材料
转子刃口采用特种高硬度、高耐磨、高碳高钒高速工具钢。( 钒含量一般在3%以上、碳含量在1.2%以上、热处理后具有很高耐磨性的高速钢)转子叶片表面、阀体内表面及下料槽内表面采用高耐磨衬板。此种高耐磨衬板是在普通钢板或耐热钢板、不锈钢板上堆焊形成以体积分数达到50%以上Cr7C3 碳化物为主的合金耐磨层[2],其密度≥3.6 g /cm3,洛氏硬度≥85 HRC,压强度≥850 MPa,断裂韧性KIC ≥4. 8 MPa · m1/2,抗弯强度≥290 MPa,导热系数为20 W/m.K; 热膨胀系数为7.2×10-6 m/m.K。
密封阀入料口采用高铬铸铁,是含铬量在12%~28%之间的铬系白口铸铁,由于铬的大量加入使得白口铁中的M3C 型碳化物变成M7C3 型碳化物。这种合金碳化物很硬,赋予了高铬铸铁良好的耐磨性。另一方面,在凝固过程中M7C3 型碳化物呈杆状孤立分布,使得高铬铸铁的韧性有了一定程度的改善。
密封副部位为高锰耐磨钢。其含碳量高,碳的质量分数达C = 0.9%~1.45%,Mn = 11%~14%,是抵抗强冲击、大压力物料磨损等耐磨材料中的最佳选择,具有其它耐磨材料无法比拟的加工硬化特性。
在较大冲击或较大接触应力的作用下,高锰钢板表层产生加工硬化,表面硬度由HB200 迅速提升到HB500 以上,从而产生高耐磨的表面层,而钢板内层奥氏体仍保持良好的冲击韧性,是作为密封副部位的最佳材料。
密封环为铸造锡青铜。是以锡为主要合金元素的青铜。含锡量一般在3%~ 14%之间,有时还添加磷、铅、锌等元素。磷是良好的脱氧剂,还能改善流动性和耐磨性。锡青铜中加铅可改善可切削性和耐磨性,加锌可改善铸造性能。这种合金具有较高的力学性能、减磨性能和耐蚀性,易切削加工,钎焊和焊接性能好,收缩系数小,无磁性。是密封环的首选材料。
阀门主体采用低碳合金结构钢。具有较高的抗拉强度和屈强,适合做阀门基材。
5 制定完善的修复方案
5.1 人员配置
由于该修复项目技术难度高,材料应用复杂,加工安装调整精度高,过程跟踪及现场协调相当重要,故设置两名工程师以上专业技术人员为项目负责人,牵头组建修复队伍( 含两名经验丰富的装配钳工) ,全权负责该修复项目的实施。
5.2 设备配置
埋弧焊( 用于简单磨损面的堆焊) ; 大型数控龙门铣[3]、数控镗床、6.3 m 立式车床( 用于堆焊后的机械加工) ; 空气压缩机( 用于压力试验) ; 自动给脂泵( 用于压力试验时润滑脂的充分供应) ; 动力传动装置( 用于修复后检验各项参数) 。辅助工器具( 用于拆解阀体及回装) 。
5.3 工装准备
阀体进料口试验盲板及接口装置; 阀体左右密闭腔试验法兰及连接装置; 移动式自动给脂泵装置;1: 1 动力传动装置; 阀体拆解所必须的工具。
5.4 修复过程
( 1) 旋转密封阀进入修复现场后,首先对阀体所有部位及拆解过程进行全程方位拍照、存档,以确保备件整体的完整性,发现问题能够及时溯源,便于查找原因。
( 2) 阀体拆解前首先打开两端密封腔观察孔,看密封环及压紧弹簧处是否干净整洁,若干净整洁证明密封环密封完好,阀体内部灰尘没有进入密封腔。修复相对简单,若有明显浮灰,证明密封环已失效,修复难度较大。根据观察情况确定是否更换密封环,并做好观察记录。
( 3) 安排专人拆解阀体,除锈、清灰、打磨、使设备恢复本色,拆解过程注意零部件的标示及松紧程度的掌握,以便修复后回装时提高效率。
( 4) 检查更换入口处软连接,若软连接失效,更换新的软连接。
( 5) 对叶片磨损部位进行堆焊处理,堆焊完成后,所有叶片在立式车床上整体加工,保证叶片与阀体之间的间隙满足要求。
( 6) 对所有衬板进行检查,能修复的堆焊修磨,不能修复的测绘制作,更换新的。
( 7) 对各处密封面进行检查,能修复则修复,不能修复换新。
( 8) 对各润滑密封油路及分配器进行疏通清理,保证润滑充分,必要时更换油路分配器。
( 9) 对各轴承及轴承密封进行检查清洗,必要时更新,确保正常使用。
( 10) 对台车本体和阀体本体进行适用性和安全性检查,确保安全可靠。恢复损坏的栏杆防护。
( 11) 对入料口及密封腔进行试压。
( 12) 用户初步验收,提出整改意见。
( 13) 对用户提出的问题进行整改。
( 14) 最终进行各项压力试验,整理修复过程及参数。
( 15) 刷漆,出厂( 附相关技术文件) 。
( 16) 技术文件归档,工装器具封存以备再次使用。
6 修复标准确定并通过验收
整体静态密封试验: 气压为11 000 Pa,静置30 min,用肥皂水涂在要检查的法兰、阀体等部位,确认无泄漏。
入口试验: 转子内通入5 500 Pa 的压缩空气,空气流量小于1 000 m3 /h ~1 600 m3 /h。
两侧密封腔试验: 两侧密封腔内通入10 000 Pa的压缩空气,转子按要求匀速转动,自动给脂装置正常工作,气腔内压力波动小于2 000 Pa,空气流量为120 m3 /h ~200 m3 /h。
按此验收标准,对修复好的旋转密封阀进行验收,参数见表1。

7 结语
通过本次旋转密封阀修复技术研究,相关专业技术人员了解了75 t 级旋转密封阀的损坏特点和规律,掌握了完整的修复技术,并取得了良好的效果,为公司干熄焦设备的平稳运转提供了技术保障。
8 参考文献
[1] 阑文友.冶金机械安装[M].北京: 冶金工业出版社,1997: 200.
[2] 濮良贵.机械设计[M].北京: 高等教育出版社,2004: 98-100.
[3] 王爱玲.机床数控技术[M].北京: 高等教育出版社,2009: 73-74.