
王宝中,薛全会,张良,孙丽媛
(华北理工大学机械工程学院,河北唐山063009)
摘要: 分析烧结机首尾密封装置普遍存在的缺陷,找出首尾堵漏风的关键点。提出一种新型烧结机首尾密封装置的设计方法,并详细介绍新装置的优点。最后说明新装置自动化设计要求。
关键词: 烧结机; 首尾密封; 自动化
炼铁烧结机是冶金行业在进行铁矿石造块时所使用的主要设备之一。一般来说,大部分铁矿粉是不能直接加入到高炉进行冶炼的,而是经过造块处理,将精矿粉、富矿粉、焦炭或煤粉以及各种添加剂按照一定比例配合,烧结成含铁量较高的烧结矿之后才能进行冶炼,因此烧结矿决定着冶铁生产的产量和质量。烧结生产主要是依靠位于台车下方的风箱提供负压作用,使已经被点火烧结的矿料向下渗火,引燃下部料层,达到完全烧结的效果[1]。但是由于台车与风箱之间、台车与台车之间存在着很多的空隙,致使外部空气从这些空隙进入到风箱内,从而使得烧结矿料所需要的负压达不到理想水平,这样就会出现诸如烧结矿料烧不透彻、烧结矿品质不佳等现象。若想改变这种状况的出现,就要采取延长烧结时间或者增加风箱负压等措施,不仅影响生产效率,还会增加不必要的成本。有数据显示: 国外烧结机漏风率一般在30%左右,甚至更低,而国内烧结机漏风率较大部分处在50%~ 70%之间,这其中首尾端部漏风率占到总漏风率的90%以上[2]。由此可见,国内烧结矿的生产会比国外多出很多不必要的花费,因此对首尾密封进行研究显得尤为重要。
1 现有首尾密封装置缺陷
中国钢铁行业起步较晚,相应地烧结机堵漏风技术也与国外有着不小的差距。国内所引进的第一代烧结机首尾密封装置是前苏联在20 世纪50 年代所生产的弹簧盒子式首尾密封装置,这种密封装置是靠几个并排的弹簧上托密封板[3],同时密封板与密封装置箱体之间形成迷宫式密封。目前国内所使用的密封装置大多跟第一代密封装置相似,基本都是靠弹簧力,或者重物的重力下压连杆机构来上举密封板,使其与台车底部接近,同时结合装置体本身[4]来阻止空气进入到风箱。密封装置所使用的密封板大多为柔性密封板,有的也会使用一些铁磁性材料作为密封板来吸附一些散落的矿料[5]。这些密封装置在使用中都会出现以下两种主要问题:
(1) 弹簧或重物失效。烧结机密封装置在使用过程中会受到台车所散发出来的热的影响,弹簧在高温下长时间使用会失去弹性; 重物以及连杆机构也会受到散落的矿料的影响而卡死,从而影响使用。
(2) 密封板损坏。密封装置要想起到良好的密封效果,必须使装置与台车底部紧密接触,这种情况下台车底梁与密封板之间会有相对滑动,造成密封板表面磨损。有时密封板表面会有烧结后散落的矿料,这样会加剧板面的磨损,维修周期变短,密封效果下降。有的密封装置会在密封板面加一层磁性材料,以吸附散落的烧结矿料,但是磁性材料在高温下容易失效,效果也不是很理想。
由于上述问题的存在,大部分密封装置在安装时均会预留出几毫米的距离,这样就会降低密封效果,而且如果台车底梁因受热而发生变形的话还是会与密封板面发生接触并摩擦,变形较大的话会直接冲毁密封装置,由此可见在设计新型密封装置时,首先要解决以上问题。
2 新型密封装置的设计
烧结机密封分为两种: 一种为静密封,像风箱与风道之间的密封、风道管网之间的密封等,所需密封的两装置之间相对静止; 另一种是动密封,例如台车与风箱之间的滑道密封、烧结机首尾密封等,所需密封两装置之间有相对运动。对于静密封来说,密封方法相对简单,只需定期对密封件进行维护保养就可以达到良好的密封效果。但是对于动密封来说,首先要解决的就是摩擦对密封装置的磨损,其次就要考虑高温对装置的影响,再者就是考虑台车变形对密封装置的影响。滑道密封的话可泵入润滑油降低摩擦,但是对于首尾密封来说则完全行不通。首尾密封装置安装时与台车底部距离太近的话摩擦力就会增大,还要承受被冲毁的风险,太远的话则密封效果不明显。
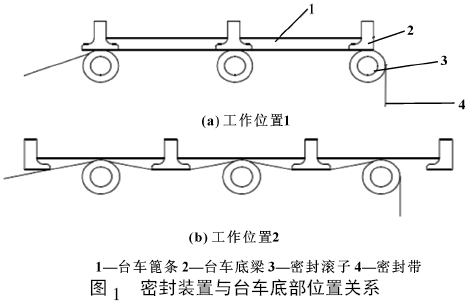
新型密封装置采用圆滚式设计,装置上方为6 个密封滚子,按照两两横向并排为一组,共3 组,每组密封滚子横跨长度与风箱宽度一致,密封滚子上覆盖一层弹性耐高温材料。装置下方则为驱动滚筒、伸缩轮等,中间部位是由液压缸组成支撑架,液压缸直接支撑密封滚子,安装在底架上。装置整体由陶瓷纤维材质的密封带包裹,起到主要密封作用。
新装置工作时,驱动滚筒带动密封带转动,液压缸顶起密封滚子与台车底部紧密接触,这样就可以保证密封装置相对于台车底部随动,这也是新装置设计的一大特点。与此同时,当台车底梁与密封滚子分离时,液压缸仍然可以上顶密封滚,直至接触到台车篦条为止,此时密封带与台车之间形成一种迷宫式密封,密封滚子与台车底部位置变化关系如图1 所示。
3 新装置自动化设计
新装置除了能够实现与烧结台车随动外还将自动化设计融入到密封装置之中,这也是新密封装置设计的另一大特点。新型密封装置的自动化设计分为两部分:
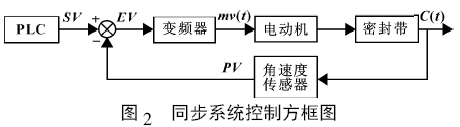
一部分是同步设计。主要是利用PLC 进行编程,控制驱动滚筒带动密封带的转速与台车的运行速度保持一致,这样就能够实现密封装置与台车之间的同步,两者之间没有相对运动,极大地降低了摩擦力;与此同时,密封带也可以及时地将散落在表面的矿料排出。同步自动化设计方框图如图2 所示,其中SV、EV 和PV 分别表示设定值、经过值和当前值。
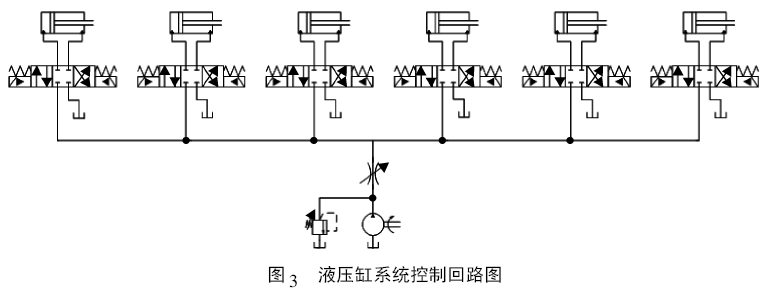
另一部分是液压缸的控制设计。该部分设计主要是针对安装在密封滚子上的压力传感器所反馈的密封滚子与台车底梁之间的压力信号,使PLC 处理器根据所编程序进行信号的处理,然后控制液压缸升降。每个密封装置都有最基本的6 个液压缸,这些液压缸由1 个泵通过电磁换向阀控制升降,如图3 所示。
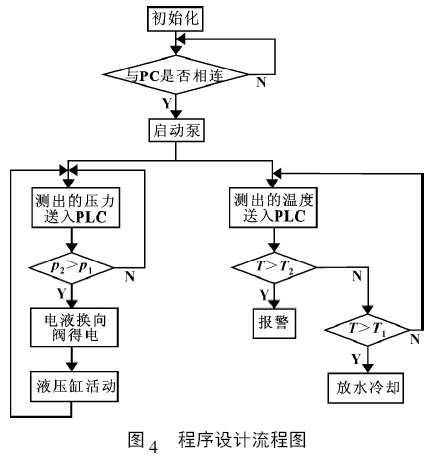
当压力信号达不到设定水平时,液压缸上顶密封滚子,始终保证密封滚子与台车底的接触压力在设定范围之内; 当压力信号突然增加或者超出设定值很多时,液压缸快速泄压,并使处理器对信号源作出标记。液压缸体安装温度传感器,通过温度信号的变化来控制冷却系统的运行。整体程序设计流程图如图4所示。
液压缸的控制设计能够保证密封装置时刻与台车紧密接触,确保达到良好的密封效果。通过对压力信号变化的分析,还能够了解台车底梁的变形情况,以便台车检修时能有更好的针对性。
4 结束语
新型烧结机首尾密封装置不同于以往装置之处在于它采用的是带式设计,装置自身是一个转动体,在与台车这一运动体相接触时就会极大地降低摩擦,同时也可以接触得更加紧密,自动化控制的设计也会使装置自身能够对台车底部复杂状况作出调整,为烧结行业堵漏风的研究提供了参考。
参考文献:
[1]何云华.烧结机磁液密封理论与试验研究[D].秦皇岛:燕山大学, 2009.
[2]晏文星.浅谈烧结机的漏风率[J].烧结球团,1985( 2) :84-91.
[3]黄钢,洪永年.烧结机台车与风箱的密封[J].重型机械,2007( 1) : 56-59.
HUANG G,HONG Y N.The Seal between the Car for Sintering Machine and the Air Box[J].Heavy Machinery,2007( 1) : 56-59.
[4]许巍,于朔.降低烧结机漏风率的主要措施[J].中国科技博览, 2012( 28) : 316-316.
[5]张战英.烧结机头、尾密封装置的探讨及研究方向[J].金属材料与冶金工程, 2009,37( 6) : 30-31.
ZHANG Z Y.Discussion and Research Direction on Sealing Equipment of Sintering Machine Head & End[J]. Metal Materials and Metallurgy Engineering,2009,37 ( 6) : 30 -31.