
黄安1,申警卫2,方曙光2
(1 九江萍钢钢铁有限公司炼铁厂,江西九江332000;2 湖南工业大学机械工程学院,湖南株洲412000)
摘要:为延长烧结机机尾固定刮刀的使用寿命,对固定刮刀进行改造,将原整体结构改为“横向抗磨、纵向防变形”的结构,刮刀由纤长件改为宽长件,刮刀的横向方安装挡板,采用以ZG35CrMo 钢为母材代替原固定刮刀ZGMn13 材质。经过技术改造后,有效增强了刮刀的耐磨性,刮刀平均使用寿命延长至12个月以上。
关键词:烧结机;固定刮刀;ZG35CrMo 刮刀;整体结构
1 前言
提高烧结机机尾固定刮刀的使用寿命对烧结生产工艺的优化十分重要。烧结机尾部倒料箱内的固定刮刀对于烧结机的使用寿命影响较大。刮刀的使用寿命取决于现场的工况以及刮刀本身的结构、材质。在工况不变的情况下,刮刀本身的结构和材质是影响使用寿命的主要因素。
烧结固定刮刀位于烧结机尾倒料箱内,装在台车与单辊之间,倾斜安装,倾斜角度为41°。固定刮刀的作用主要是导料和刮料。固定刮刀前段呈刀口状,主要起刮料作用。当台车翻转倒料后,粘在台车面上的料就由刮刀前端刮掉;后部主要起导料作用,台车翻转下的料落在刮刀上,然后顺着刮刀滑到单辊处,防止烧结矿直接砸在单辊上。固定刮刀的使用寿命直接影响烧结机的作业率。提高固定刮刀的使用寿命,能有效控制烧结机的故障率,创造可观的经济效益。九钢炼铁厂180 m2烧结机主机倒料箱固定刮刀投产使用不到两个月就出现变形、开裂,3 个月左右已有部分刮刀断裂,使用情况很不理想,严重影响了烧结机的作业率[1]。
2 磨损变形原因及机理
2.1 固定刮刀的磨损原因分析
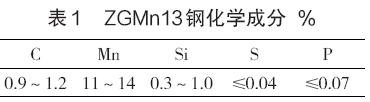
1)刮刀材料。九钢炼铁厂180 m2烧结机主机倒料箱原固定刮刀的使用材质为ZGMn13[2],其化学元素配比如表1 所示。ZGMn13 材料用于受不同程度冲击负荷下的耐磨场所,极易受到磨损。原因如下:1)ZGMn13 在使用前必须经过水韧处理(铸件经1 050 ℃左右加热后进行保温处理)才能有较高的抗拉性能、韧性[3-4]。依据现场使用情况分析发现,原刮刀没有进行水韧处理,无法形成马氏体,不具备高耐磨性。由于落料位置固定不变,所以落料点磨损尤为突出。2)烧结料从机烧头部点火位置到落料出,一直都处在燃烧状态,固定刮刀长期处在高温环境下。料层温度一般高达850 ℃左右,故在高温环境下要求刮刀材质必须具备耐高温、耐磨、抗变形能力。在烧结环节中,烧结机由于工艺或设备原因随时都可能停机检修,通常在检修允许的时间较短的情况下,会对倒料箱进行打水降温,使倒料箱急速冷却。原材质为ZGMn13 的刮刀在急速冷却中会出现开裂、变形等损害其使用性能和寿命的情况。经常打水就会造成整根刮刀产生更严重的变形,变形后的刮刀再次受烧结料的冲击,会使其变形加剧,甚至出现断裂。
2)刮刀整体结构。原刮刀的整体设计是采用“纵向横排”的方式,整排刮刀由19 根单件组成,整排刮刀不具有积料的功能,各面都存在与烧结矿的接触磨损。且每次下料都会对整根刮刀进行冲击,使刮刀产生变形。随着冲击次数越多,刮刀形变不断加大,最后导致断裂。
2.2 固定刮刀磨损、变形机理
固定刮刀磨损机理:大块的烧结矿从台车上落下来掉到刮刀上,对刮刀产生冲击,大块烧结矿自身也产生溃散,顺着刮刀往下溜。在这个过程中,烧结矿对刮刀产生了冲击磨损和磨粒磨损。固定刮刀变形机理:当烧结矿从台车上落到刮刀时,对刮刀产生冲击,在刮刀中产生应力。在高温环境中,刮刀被反复冲击同一位置时,就会在刮刀中累积足够大的应力,导致刮刀变形。
影响刮刀磨损、变形的因素包括:1)台车到刮刀的落差越大,冲击越大,磨损越大。2)烧结矿的烧结强度越大,自溃性就越小,冲击就越大,磨损也就越大。3)烧结矿的温度越高,材料抗磨损的能力越低,磨损就大,变形严重。4)烧结矿的形状越不规则,有尖角,磨损越大。5)烧结矿的硬度越高,磨损越大。6)烧结矿溃散前后的粒度越大,磨损越大。7)刮刀具有一定的结构,就能够减少磨损的范围,从而相应减少磨损量。8)刮刀材料硬度高,能够抵抗磨损。材料中如果含有大量的碳化物,则抵抗磨损的能力将大幅度提高。9)临时水冷次数越多,变形越大。10)刮刀的结构越单薄,变形越大。
在一定的工艺条件下,因素1)~6)基本上保持一个常态。检修瞬间水冷环节无法避免。只能通过改善结构和采用适宜的材料以及改变刮刀结构来增强刮刀强度,从而提高刮刀的抗磨损能力。
3 固定刮刀技术改造
3.1 结构改造
为了固定刮刀增强抗变形能力,主要从3 方面进行技术改造。
1)将原整体结构改为“横向抗磨、纵向防变形”的结构,刮刀由纤长件改为宽长件。把原来由单根刮刀组成改为由3 合1 的5 套(中间),2 合1 的2 套组成(两边)。组合刮刀同时装在同一块底板上,使其形成整体,增强了刮刀的强度,提高了刮刀的抗变形能力。同时提高耐磨性,改造后的刮刀在横向方向安装了很多的挡板,形成空格。横向的空格积料可以起到缓冲的作用,减少料对刮刀的冲击。同时料只能与刮刀的表面摩擦,刮刀的底面和侧面都不会受到料的冲击磨损。在刮刀中上部有迎料面,它的堆焊厚度达10 mm。当料冲击到迎料面位置时,料会形成抛物线下落,减少了料对下部刮刀的摩擦,延长了刮刀的使用寿命。
2)横向结构的积料在烧结矿与刮刀之间能够起到一定的缓冲作用,减小了冲击作用力,也增强了抗变形能力。
3)临时检修对刮刀进行强迫瞬间冷却,由于有横向结构的积料,水就会慢慢从积料上渗透下去,等到底板时已与底板的温度达到平衡,没有剧烈温差,刮刀就不会变形。
3.2 材料改变
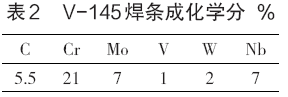
由于原固定刮刀材质为ZGMn13,在生产实践中经常产生开裂、变形等损害其使用性能和寿命等情况。改造后刮刀采用以ZG35CrMo 钢为母材,母材表面堆耐磨焊形式制作。ZG35CrMo 铸件堆焊前退火处理,细化晶粒。耐磨焊焊条采用进口焊条V-145,其成化学分如表2 所示。V-145 焊条含有稀土金属,具有强耐磨损、耐高温特性,在900 ℃以下具有非常好的红硬性,材料中含有大量的初始碳化物,能够很好地抵抗烧结红矿的磨损。
ZG35CrMo 具有较高的强度和韧性,同时具有良好的淬透性。耐磨焊条堆焊后能很好地融合形成整体,不会分层。另一方面在保证刮刀不变形的基础上,烧结料对刮刀的冲击会细化晶粒,增加耐磨性。检修时打水,相当于对材质进行又一次淬火,使表面形成马氏体,增强了耐磨性,提高了刮刀的使用寿命。
4 结语
烧结机机尾固定刮刀技术改造是在固定刮刀的结构和材料两方面进行的整体改造,改造后提高了刮刀的强度和韧性,使用效果较好,使用寿命得到提高,提高了生产作业效率。目前,九钢炼铁厂2×180 m2烧结机及238 m2烧结机机尾刮刀平均使用寿命均达到12个月以上。
参考文献:
[1] 孟海翔,周长强,叶正文,等. 济钢320 m2烧结机的主要设计特点[J].山东冶金,2005,27(1):18-19.
[2] 周旭清,徐农田. 九钢180 m2烧结机达产实践[J]. 矿业工程,2011(2):34-36.
[3] 谭建波,王子超. 颗粒增强ZGMn13 耐磨表面复合材料的制备[J].热加工工艺,2017(8):116-118.
[4] 丁志敏,左丽丽,赵晶,等.ZGMn13 高锰钢950 ℃水韧处理的可行性[J].材料热处理学报,2013(12):130-135.
[5] 贾玉梅. 利用普通车床加工细长杆零件的工艺改进[J]. 新技术新工艺,2016(7):4-6.