
姜庆喜,范振夫,刘和,田景长,孟凡双
(鞍钢股份有限公司炼铁总厂,辽宁鞍山114021)
摘要: 对鞍钢股份有限公司炼铁总厂2580 m3 高炉大修开炉达产实践经验进行了总结。本次高炉停炉大修68 天后开炉送风,通过开炉前的精心准备,制定科学的开炉方案,首次尝试全风口操作的送风方式,顺利开炉,用时不到2 天达产达效。
关键词: 高炉;大修;开炉;全风口;达产
鞍钢股份有限公司炼铁总厂4 号高炉(2580 m3) 第1 代炉役始于2006 年12 月2 日,2015 年6 月15 日停产大修, 一代炉役8 年6 个月, 生产生铁1 628.74 万t, 单位炉容产铁量6 312.9 t/m3。高炉生产后期炉缸温度(热电偶显示)频繁升高、冷却壁热流强度高,存在安全隐患,长期堵风口,不能全风作业,需要长期护炉生产。经过68 天的大修,第2 代炉役开始。通过开炉前的精心准备, 制定科学的开炉方案, 于2015 年8月22 日00:58 点火送风, 8 月22 日21:00 顶压提至121 kPa,至此炉况达到基本正常,8 月23 日21:55 时开始喷煤,24 日12:20 开始富氧,开炉顺利结束。由于准确选择了开炉参数,配料及装入顺序合理,高炉快速达产达效。
1 开炉前准备
开炉方案是高炉开炉过程的实施依据。开炉前, 鞍钢炼铁厂编写了《炼铁厂4 号高炉开炉方案》,方案包括高炉烘炉、系统试漏、试压查漏、开炉配料计算、装炉准备、开炉操作及安全规定等内容。科学、合理的开炉方案,为4 号高炉的顺利开炉、快速达产奠定了基础。
1.1 高炉烘炉
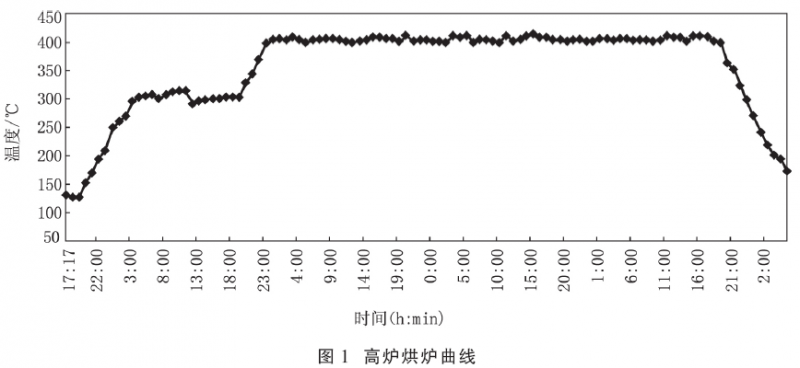
高炉烘炉工作直接影响高炉的一代寿命及后续生产。为了保证高炉各部位耐火材料砌体内水分的缓慢蒸发,提高砌体的整体强度,使整个炉体设备逐渐加热升温至生产状态,4 号高炉使用热风对高炉进行烘烤升温。以风温升温为依据,以风量调剂为手段,以炉顶温度为制约,严格按烘炉曲线对高炉进行烘烤升温。8 月15 目17:17 开始烘炉, 8 月20 日5:00 结束。严格控制烘炉进程,换炉风温波动不大于20 ℃。开始烘炉风温为130 ℃,以20 ℃/h 的速度升至300 ℃,恒温16 h;再以25 ℃/h 的速度升至400 ℃,恒温70 h;接着以25 ℃/h 的速度降至150 ℃以下, 烘炉结束,烘炉共计108 h。烘炉曲线如图1 所示。整个烘炉过程,在保证炉顶温度不超标的前提下,尽量使用较大风量; 如果炉顶温度超标, 则适当降低风温30~50 ℃。高炉休风后打开风口大盖进行自然冷却,炉顶放散阀全开。
1.2 试压查漏
主体工程完成后的试压、查漏工作非常重要。用鼓风机对高炉、布袋除尘系统进行整体试压,炉顶最高压力达到249 kPa,对发现的漏点进行标记补焊。通过试压、查漏工作,确保了高炉开炉以后,炉体周围的工作环境是安全的。8 月20 日10:00对高炉进行试压, 计划顶压达到250 kPa,10:47顶压130 kPa, 持续130 min 后,13:10 顶压升至200 kPa,保压41 min,13:51 顶压升至225 kPa,在升压过程中连续进行了检漏,14:00 顶压升至249 kPa,14:02 开始减风降压,14:25 顶压降至100 kPa, 小盖全开,14:31 放散全开,14:35 休风试压完毕。
2 开炉配料计算
2.1 高炉枕木填充方案
高炉开炉需进行炉缸枕木填充作业, 填充料形成的空隙有利于高温煤气、渣铁通过,加快炉缸加热升温进程。炉缸中心枕木所堆砌的堆包有利于高炉中心气流通过,促进合理软融带的形成。风口部位的枕木能够保护风口,防止风口砸坏,有利于高炉初期送风。为强制加热高炉炉缸,在高炉开炉时需装设炉缸吹风管和铁口煤气导出管。因此,需装填炉缸垫底焦以覆盖保护炉缸吹风管。本次开炉炉缸采用净焦和枕木进行填充。炉缸底部净焦填100 t、枕木填充至风口下沿0.3 m 处。
在枕木填充前需测算炉缸容积,推算枕木量。目前枕木填充有两种方法:一是井字排列法,枕木由人员入炉按顺序逐根排列, 该法炉缸填充率低(35%~40%),炉缸透气性好;另一方法是散装法,枕木通过辊道装入,该法填充率高(48%~52%)。为减轻作业强度,缩短作业时间,本次炉缸枕木填充采用散装法[3]。
填充枕木容积及数量的确定步骤:死铁层装枕木容积:7.6 m3铁口中心线(标高9 800 mm)至风口中心线(标高13 300 mm) 下沿0.3 m 处枕木填充容积:325.9 m3需填充枕木的总容积:325.9+7.6 =333.6 m3使用标准枕木,每根体积:2.5(长)×0.21(宽)×0.155(高)=0.081 4 m3填充枕木数量:333.6/0.081 4×0.5=2049 根,取2050 根。
2.2 开炉填充料
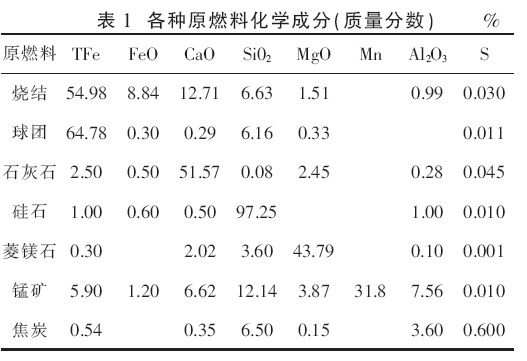
开炉填充矿石采用东烧+自产球+锰矿+石灰石+硅石+菱镁石, 焦炭选择质量较好的化工自产干熄焦,原料化学成分见表1。各种原燃料堆比重确定为焦炭0.45 t/m3、烧结矿1.85 t/m3、球团2.05 t/m3、锰矿2.2 t/m3。烧结矿转鼓≥77%、焦炭灰分≤12.5% M40≥84.5%,M10≤7.0%。要求开炉填充料符合质量标准[3],确保开炉顺利完成。
2.3 开炉配料计算
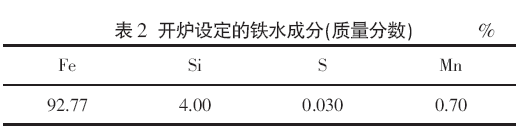
本次大修开炉变料按照焦比3.8 t/t、渣比1.1 t/t、终渣碱度0.95 计算[1], 设定生铁成份如表2 所示。从结果看,第一次铁流动性良好,物理热充足,铁水温度达1422 ℃,实现炉前第一次铁顺利走砂口, 达到渣铁分离的目地, 完全符合预期目标。
3 开炉操作
3.1 开炉送风
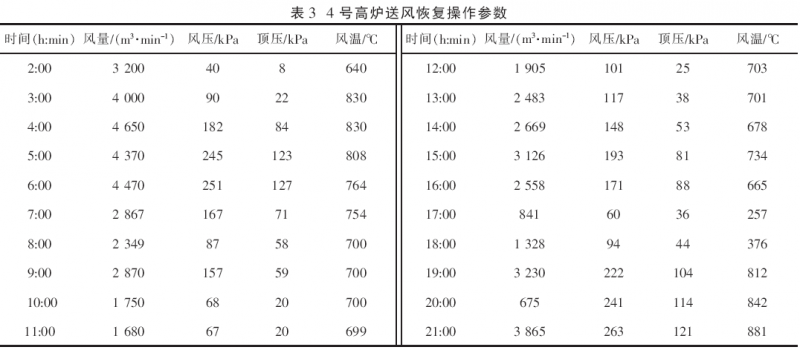
高炉于8 月22 日0:58 点火送风,4 号高炉共30 个风口, 送风前不堵风口, 开炉风口采用Φ120 ㎜ ×15 +Φ110 ㎜ ×15, 全风口送风面积0.312 m2。开炉送风恢复基于“大风量、快出铁”的原则,以循序渐进的方式提高风量风压。送风5 h后出现第一次风压风量不对称的情况, 减少风量稳定后好转;至16:00 出现第二次风压风量不对称的情况,料尺偏行,放风后消除,逐步回风恢复;至21:00 顶压升至121 kPa,风压263 kPa,初期复风工作基本完成。送风初期各项参数如表3 所示。
3.2 出铁出渣情况
炉前工作的好坏, 决定高炉能否及时排净渣铁,是高炉成功开炉的关键。针对开炉的特殊性,加大炉前管理,保证炉前渣铁沟具备出铁条件,待各种工具准备齐全,相关材料准备充足后,炉前开始堵铁口。根据风温、风量等实际情况合理控制铁口打泥量,保证铁口工作状态良好;炉前岗位人员按要求及时打开铁口、排净渣铁,促进成功开炉。此外,人员配置上安排两组人员,一组负责出铁,一组负责清理渣铁,反复作业,直至炉况恢复。8 月22 日13:25 开4# 铁口,13:55 开1# 铁口见煤气,14:35 开3# 铁口见渣铁,16:50 打开3# 铁口, 铁量约300 t 左右,渣量130 t,至此4 号高炉顺利开炉。
3.3 开炉初期制度调整
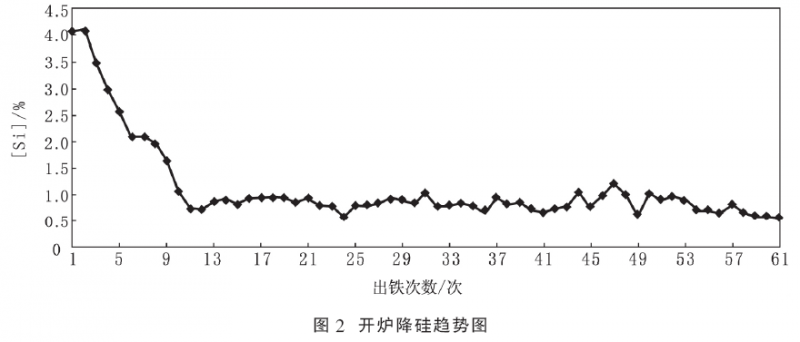
3.3.1 热制度
开炉初期, 快速降硅是实现高炉快速达产的重要措施,有利于炉况发展,但在降硅的同时要保证渣铁流动性。开炉降硅趋势如图2 所示。
3.3.2 送风制度
开炉后在增加风量的同时, 风口保持风速在220 m/ s 左右,维持足够的鼓风动能,并适时提高顶压,控制压差,以稳定顺行[2]。
3.3.3 装料制度
开炉装料制度![]() , 开炉复风后随着中心、边缘2 道气流成型,逐步抑制边缘,疏导中心,布料制度逐渐改变为
, 开炉复风后随着中心、边缘2 道气流成型,逐步抑制边缘,疏导中心,布料制度逐渐改变为![]() ,最后采用C
,最后采用C![]() ,形成稳定的操作制度。
,形成稳定的操作制度。
3.3.4 造渣制度
开炉初期二元碱度按0.9~1.0 配料并配加锰矿, 保证渣铁分离和炉渣流动性, 有利于炉况顺行。随着炉况进一步发展,再逐步调整配比,保持渣碱度在1.0~1.1 范围。
3.4 强化冶炼
4 号高炉整个开炉过程顺行良好,各种技术操作参数的选定符合实际, 炉前、炉内操作稳妥有序,炉况恢复进度合理、高效。开炉第二天(8 月23日)开始喷煤,第3 天(8 月24 日)各项指标达产达效。8 月24 日生铁产量达到5 700 t, 利用系数2.209 t / (m3·d),生产保持相对平稳。9 月通过进一步改善原燃料质量,优化高炉上下部操作制度、实施低硅冶炼等强化冶炼措施,经济指标显著改善。
4 结语
(1) 4 号高炉开炉顺利,达产速度快,主要得益于科学合理的开炉方案和开炉前严谨的准备工作。特别是高炉烘炉、试压查漏、原燃料质量等方面,都为顺利开炉提供了保证。
(2) 开炉参数的准确选择,合理的配料及装入顺序,是开炉后迅速达产的重要保障。全开风口送风,送风面积达到0.312 m2,配合快速上风,有利于形成合理的操作炉型,且不用休风捅风口,减少炉外工作量及波动因素,加快开炉进程。
(3) 开炉变料采用高焦比、高渣比、低碱度的原则,开炉料中配加菱镁石、锰矿、石灰石等杂矿,实现增加渣量、改善渣铁流动性的目的,为第一次铁顺利走砂口提供了保障。此次变料方法可以固化为鞍钢2580 m3 高炉的开炉变料方法。
(4) 开炉成功后,优化高炉操作,及时调整参数,合理控制炉渣碱度、物理温度、铁水硅含量,有利于改善渣铁渗透性,炉缸活跃,为高炉快速达产创造了有利条件。
参考文献
[1] 那树人.炼铁工艺计算[M].北京:冶金工业出版社,1999.
[2] 刘琦.高炉基本操作制度的选择[J].炼铁,2004,23(1):2-8
[3] 周传典.高炉炼铁生产技术手册[M].北京:冶金工业出版社,2003.