
张飞宇,李志斌,杨红伟,佟敏英,李晓春,彭斌
(鞍钢股份有限公司炼铁总厂,辽宁鞍山114021)
摘要: 针对鞍钢西区烧结能耗现状,通过采取优化配矿、强化操作及技术改造、加强基础管理等降低烧结工序能耗的措施,鞍钢西区烧结工序能耗显著降低,节能工作取得显著成效。
关键词: 烧结;工序能耗;节能措施;漏风率;余热利用
影响烧结工序能耗的因素是多方面的, 包括作业率、原料、操作技术、设备状态和漏风率等。排除计划检修时间的影响,烧结作业率提高,烧结机事故停机减少,设备空转时间也随之减少,能够降低烧结矿的动力消耗成本。烧结生产操作中,有针对性地制定有关影响烧结矿工序能耗的操作制度和检修制度,保证操作者对制度的执行,也有利于能耗的降低。
鞍钢股份有限公司炼铁总厂西区烧结作业区(以下简称西区烧结作业区)拥有2 台328 m2 烧结机,设计年产量500 万t,主要供给2 座3200 m3 高炉。西区烧结作业区经过近几年不断的技术创新和设备改造, 不仅生产顺行, 工序能耗也达到了42.37 kg/t 的较好水平。文中主要阐述了西区烧结作业区为降低烧结工序能耗采取的一系列相关措施和实践效果。
1 降低烧结工序能耗的措施
1.1 工艺及设备改造
1.1.1 建设混匀料场
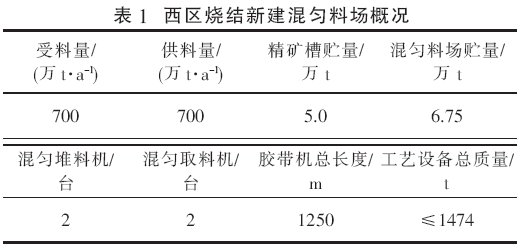
西区烧结作业区初始设计中没有混匀料场,混合料通过配料室进行混合, 烧结矿中TFe 和SiO2成分不稳定,为了保证烧结矿质量的稳定性,新增建设了混匀料场。但受西区烧结作业区地理位置所限, 只建立了一座小型混匀料场单独供应西区烧结使用。
西区烧结作业区混匀料场于2014 年建设投产,分为两跨,料场规格为长×宽=260 m×49.4 m+180 m×49.4 m。料场设有混匀堆料机2 台,混匀取料机2 台,带式输送机9 台,改造胶带机6 台,混匀料场系统组成2 个单项工艺流程。西区烧结作业区现有精矿库分两跨布置,每跨货位4 个,总贮量5.0 万t,用量2.5 天,具体参数见表1。
生产中制定混匀料场管理制度, 堆料机严格执行规定的堆料层数, 堆料过程中严禁更改铁料配比或成分,原料保证一跨料堆的供应量。针对端部料成分不稳定,影响烧结矿质量的问题,采取如下方法:在A 跨取料机到达料堆尾端部之前,B 跨取料机取B 跨料堆头端部料进特定矿槽,B 跨头端部料取净后,停机等待,A 跨取料机取尾端部料进特定矿槽,特定矿槽中的端部料低比例配比。这种方法能够减少端部料对烧结矿质量的影响。2014 年混匀料场投入使用以来, 西区烧结TFe 和碱度(R)稳定率逐步提高。2013 年至2016年西区烧结作业区TFe 和碱度稳定率如图1 所示,相比2013 年平均提高6.68%和8.23%。

1.1.2 烧结机扩容
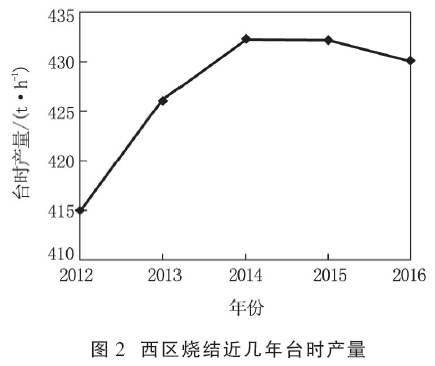
2012 年西区烧结作业区将原有两个四连杆连体机尾密封盖板取消,在取消的位置增加一对小风箱,相当于多出2 m 风箱,抽风面积增加约8 m2。根据以往建厂投资费用估算,每平方米烧结机基建造价约为110 万元, 此项目节约烧结机改造成本约880 万元,同时烧结机的烧结矿产能有所提高(包含漏风率降低产生的效果)。2012 年至2016 年西区烧结台时产量如图2 所示,2016 年烧结台时产量比2012 年提高约15 t/h。
1.2 大量使用固体废料
西区烧结作业区目前使用的烧结废料包括:转炉泥、烧结机头除尘灰、机尾除尘灰、铁红、钢渣、瓦斯灰和瓦斯泥等,其中转炉泥含铁在55%,瓦斯灰、瓦斯泥含碳35%左右。提高含碳固体废料的使用量,可以有效降低烧结固体燃耗。固体废料的使用对烧结工艺影响较大,若混匀效果不好,易造成化学成分不稳定,使烧结产品质量产生波动。为解决大量使用固体废料可能产生的问题, 西区烧结作业区采取了以下措施:
(1) 对入厂的固体废料进行化验,化验结果符合使用标准后,方可混匀使用。
(2) 原料场设置专门区域存放各种固体废料,根据各种固体废料的化学成分, 实验室计算得出配比方案,按照方案进行预处理。
(3) 提高堆料机的走行速度,增加固体废料的堆料层数,保证混匀效果,减少质量波动。
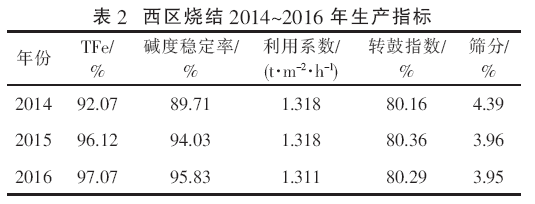
通过不断完善管理水平和操作技能, 西区烧结作业区固体废料使用量2014 年为87.1 kg/t,2015 年为86.4 kg/t,2016 年由于全国钢铁行业不景气, 烧结矿限产, 导致固体废料用量降低为68.5 kg/t。2014 年和2015 年混料平均用量达到86.75 kg/t 的水平,同时保证了烧结矿产质量的稳定。如表2 所示,从2014 年至2016 年西区烧结生产指标情况可以看出,生产维持在稳定状态。
1.3 余热利用
1.3.1 提高余热蒸汽产量
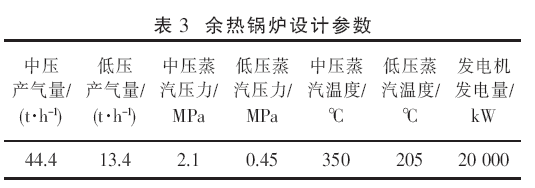
环冷热废气回收是烧结工艺中能源回收的重要环节,西区烧结作业区有2 台环冷余热锅炉,双压设计,产汽量为57.8 t/h(具体参数见表3)。通过烧结终点控制、环冷烟道隔板控制、环冷密封改造、提高换热片换热率等措施,余热锅炉的蒸汽产量如表4 所示, 2015 年西区蒸汽产量达到85.33 kg/t 的最好水平。

1.3.2 提高混合料温度
在北方进行厚料层烧结矿生产, 预热烧结混合料是至关重要的一项工艺过程,其中配料室生石灰热水消化和一、二次混合添加水,均采用热水添加(水温>65 ℃),且所用的热水都是由环冷余热蒸汽通过换热产生的。由于原有的蒸汽换热设备换热效率较低,混合料添加水温度只能达到30 ℃左右。2014 年对西区烧结混合料热水添加系统进行了改造,增加了两套换热机组,蒸汽换热机组技术参数详见表5。改造后的设备能够对水温和流量进行自动控制,换热效率提高,现场环境得到改善。

除了采用热水添加外, 西区烧结作业区还在混合机、制粒机、烧结机混合料矿槽、滚煤机中通入除水后的低压蒸汽,以提高混合料的温度。经过改造后,西区烧结混合料温度有所提高,达到了全年平均42 ℃。
1.4 管理操作
1.4.1 降低漏风率
烧结机漏风率的治理, 除了采用专业治理方法外,主要是日常的系统管理,西区烧结作业区实行以预防为主的管理模式。
西区烧结作业区把测漏风分为两段, 第一段是烧结台车篦子以下到大烟道之上, 这段漏风占烧结机总漏风的75%左右, 第二段是大烟道以下到主抽风机进口,这段漏风占25%左右。由此将第一段漏风作为日常治理的重点, 第二段漏风主要在年修中进行治理。
对烧结机第一段容易漏风的部位, 西区烧结作业区制定了严格的检修维护制度, 并且确保专人跟踪检查,对于肉眼易发现的漏风部位,比如风箱弯管和风箱立管等做详细记录, 停机检修时处理并临时封堵漏风。堵漏风检修制度如表6 所示,日常检查和停机检修都由专人负责跟踪协调。

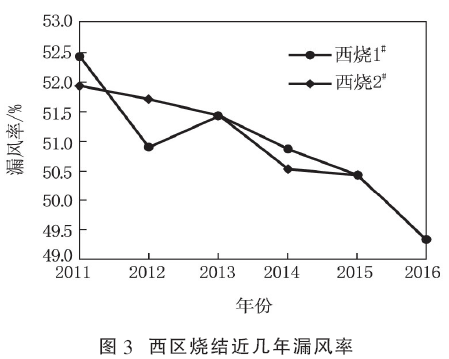
2011 年至2016 年, 西区烧结作业区1# 机和2# 机的漏风率如图3 所示, 平均漏风率从最初的52.25%降至49.5%, 治理效果显著。结合图2和图3 可以看出,2013 年至2016 年烧结矿台时产量升高,而漏风率降低,在一定程度上减少了工序能耗。
1.4.2 严格控制设备开停
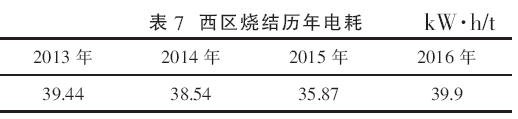
主抽风机、环冷鼓风机、除尘器电机等大型设备是影响烧结电力单耗的主要因素。在冬季生产期间,环冷鼓风机根据气温调整为四转一备,余热锅炉风机启用后环冷鼓风机为三转两备, 环冷鼓风机每台功率700 kW, 每年可节约用电3.06×106 kW·h。开机时,主抽风机启停时间由原来的提前3 h 启动改为提前1 h 启动,机尾除尘风机在烧结机机尾卸矿之前10 min 启动,机尾出现红火后环冷鼓风机开始逐个启动, 整粒风机启动时间控制在烧结矿到达环冷3# 风机时启动。解冻库空库3 h,停转风机降低解冻库温度。外部燃料熔剂系统上料时间根据错峰用电规定, 选择合理上料时间,确保谷底电价期间启动设备。通过以上管理方法,西区烧结电力单耗逐年下降,如表7 所示,2015 年下降尤为明显, 达到了35.87 kW·h/t,2016 年受钢铁行业影响限产,电耗有所增加。
2 实践效果
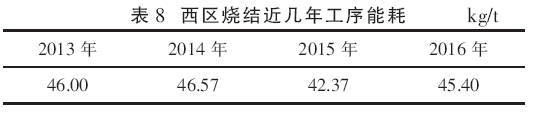
近四年来, 由于西区烧结作业区烧结矿台时产量提高、漏风率下降、余热蒸汽产量提高、混合料温度提高、电耗下降、尘泥混料使用增加等原因, 西区烧结工序能耗如表8 所示, 2015 年达到了最好水平42.37 kg/t,同时烧结矿质量也大幅提高,获得了较好的经济效益。2016 年由于钢铁市场形势严峻,高炉限产,烧结机未能发挥正常水平,工序能耗略有升高。
3 结语
(1) 混匀料场投入使用后, 西区烧结矿TFe和碱度稳定率逐步提高, 相比2013 年平均提高6.68%和8.23%。
(2) 通过对烧结机机尾盖板的改造, 增加烧结机面积8 m2,不仅节约投资,并且扩容之后,西区烧结作业区2016 年台时产量相比于2012 年提高约15 t/h。
(3) 通过制度合理使用固体废料,固体废料用量最高达到87 kg/t 的水平,同时还保证了烧结矿产质量的稳定。
(4) 通过对混合料添加水系统改造,增加两套蒸汽换热机组, 西区烧结混合料温度达到全年平均42 ℃。
(5) 采用分段治理烧结机漏风, 着重治理一段漏风位置,对烧结台车、风箱、降尘立管等部位,制定了严格的检修和维护制度。漏风率从最初的52.25%下降到49.5%。
(6) 通过监视大功率电机运行,西区烧结作业区近几年电耗用量持续降低,2015 年达到35.87 kW·h/t 的最好水平。
参考文献
[1] 张飞宇,曾涛,张贤平,等. 鞍钢烧结工艺与设备改造实践[J].鞍钢技术,2016(5):40-44.
[2] 张天启. 烧结技能知识500 问[M]. 北京:冶金工业出版社,2012.
[3] 傅菊英, 姜涛, 朱德庆. 烧结球团学[M]. 长沙: 中南工业大学出版,1996.