
高宏适
1 光学表面检测质量保证技术
光学表面检测技术长期以来是冷轧板和表面处理板等最终产品的表面质量检测方法。但近年 来也有关于热轧钢材表面检测的光学技术的报道。此外,随着摄像机的发展进步,光学表面检测技术可以在线进行非常微细的检测。
1.1 钢坯缺陷检测
经火焰清理的钢坯表面上残留的许多清理残渣是钢坯缺陷检测时的噪声原因和过度误检的原因。为此,开发出防止过度误检的钢坯缺陷检测方法。该方法以空洞缺陷为主要检测对象,利用表面凸凹的基本图像,采用模式组(pattern grouping)方法,对各成分钢坯的表面状态进行分类,防止钢坯的过度误检。该技术用于钢坯缺陷的自动检测装置后,可与检测后的缺陷清理装置连接,并可用于对缺陷原因的分析。
1.2 钢材表面检测的“双光路差分法”
在对热状态钢材(钢管)进行表面质量检测时,氧化铁皮引起的花纹图样是造成过度误检的原因。为此,开发出“双光路差分法”的热状态钢材表面检测技术。该技术对来自两个不同方向的照明光束进行瞬时切换摄像,然后取两个图像的差分从而只抽取出具有凸凹的缺陷,进行检测。
利用该技术可将没有凸凹的氧化铁皮花纹图样去除。该技术装置用于钢管表面缺陷检测时,显示出良好的检测功能。
1.3 不锈钢酸洗钢板残留微小氧化铁皮检测装置
不锈钢钢板制造过程中,当酸洗工序未除净氧化铁皮时,钢板上残留 100μm 的微小氧化铁皮,在轧制时会形成沿轧制方向 10m 以上的表面缺陷,使钢板的美观性受到损害。为此,开发出不锈钢酸洗钢板残留微小氧化铁皮检测装置。该装置使用了分辨率为 30μm 的高清晰 CCD 摄像机和环形灯照明。环形灯照明可减轻引起过度误检的无害凸凹的影响。
1.4 远摄图像法监控热轧板卷侧面
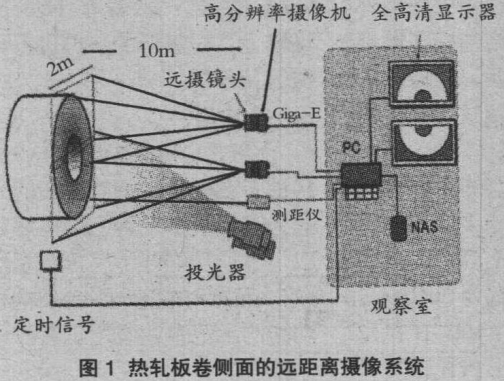
热轧板卷的边部缺陷将导致下游工序中带钢发生断裂。为防止带有边部缺陷的板卷流入客户,过去,用双筒望远镜对运输车上的板卷侧面进行目视检测。现在开发出远距离摄像法监控热轧板卷侧面技术。该技术采用距板卷较远的投光器,将投光器产生的准平行光投射到板卷侧面,为避免金属基体产生的晕影,从两个角度对板卷进行摄像(图 1),对板卷侧面缺陷进行检测。
1.5 表面检测装置缺陷判定规则的自动构建
在利用机器学习方法实现基于特征量空间上的各种缺陷分布的缺陷判定规则构建的自动化时,应做到:缺陷判定规则容易理解、部分规则可修正以及采用无须熟练技能,谁都可以使用的构建决策树的 CART(Classification And Regression Trees:分类与回归树)算法。CART 是构建两分叉决策树结构判定规则的计算方法。该方法选择最佳分叉条件并使两分叉决策树长大后,将对判定精度贡献小的分叉剪枝,使缺陷判定规则最佳化。该方法已经用于钢材表面检测装置。
1.6EM 算法对缺陷特征量的非线性分类
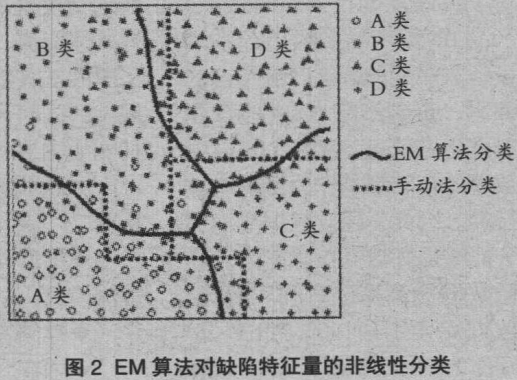
为判定缺陷的种类和程度,对缺陷特征量(如宽度、长度)空间设定判定类别界限,将缺陷特征量空间划分为种类和程度不同的缺陷类别。过去的分类由手工进行。现在开发出 EM 算法(Expectationmaximization algorithm:最大期望算法)的缺陷类别划分方法,该方法充分利用缺陷特征量空间的信息,可自动对缺陷特征量进行非线性分类(图 2)。
2检测装置和检测技术的进步
在光测技术方面开发了许多几何光学、波动光学、图像计测组合的新光测技术,并在钢铁生产中得以应用。
2.1 照明
在通用照明方面,10 年前的白色 LED 存在着许多稳定性和辉度的问题。现在白色 LED 已经实现了高性能和低价格,因此在普通照明方面得到广泛应用。辉度均匀化聚光用的设备和透镜,由于进行了综合的优化设计,实现了小型轻量化,便于使用。最近超连续光源(Super continuous light sources)已经实用化。超连续光源是具有可见光到红外光广域光谱和具有与激光相同能量密度的、可连续发光或 1 纳秒超短脉冲发光的新光源,具有激光那样的指向性、可干涉性和聚光性。
超连续光源将会在钢铁生产的难测环境中得到应用,并可产生新的超连续光检测原理。
在 LED 方面,开发出厚度 3μm 的极薄有机薄膜 LED。这种极薄 LED 原来用于贴附在人体上的光源,由于可以发出能够目视到的彩色光,所以将会用作极狭窄处的光源和标识,也可用来构建小型轻量的复杂曲面光源。
2.2 摄像元件
随着智能手机和高级数码相机的发展,CCD/CMOS 图像传感器的质量不断提高,成本逐渐下降。10 年前业务用摄像机摄像元件的最大像素数为 3000 万,2015 年开发出像素数为 2 亿 5 千万(19580×12600 或 17216×14656)的摄像元件。这种摄像元件可以识别 18 千米高的飞机机体上的文字,并且图像速度为 1-5fps,纵横像素数可与大型线性传感器相比美,其应用值得期待。2016年开发出的新产品有,7000 万像素彩色摄像机、动态范围 120-140dB 摄像机、搭载 FPGA(现场可编程逻辑门阵列)的高性能摄像机等。
新一代兆兆赫兹频谱摄像机已经大量上市,像素数达到 VGA(视频图形阵列)水平。但该摄像机在钢铁生产中的应用尚处于开发阶段,广泛应用尚需时间。
2.33D 检测
近年来,3D 传感器的实用化有了快速发展。最具代表性的是 LIDAR(Light Detection And Ranging:激光探测与测量、Laser Imaging Detection And Ranging:激光成像探测与测距技术)的应用。例如,近红外脉冲激光高速扫查,利用 ToF(Time of Flight)技术,获得对象的 3D 数据。
该技术虽然早已有之,但最近在高速性和紧凑性方面有了很大进展。在水平 360°、垂直 25°的扫查条件下,可获得每秒 120 万点的数据。对半径 100m 范围内的景物可实时 3D 化,其误差为20mm。框架高度 150mm、直径 100mm、重量约 1.5kg 的该装置的紧凑型产品已经在市场销售。
预计 3D 检测技术将在钢铁生产中的原料堆形状计测、大型吊车位置确定、钢包、台车位置形状的同时计测以及过去无图纸结构物的数字化数据采集等方面得到应用。
近年来,小型廉价的 3D 计测装置大量上市。代表性的产品是 Kinect TM。Kinect TM 将红外激光照射到测定对象上,通过全高清电视(1900×1200 像素)图像内的相关运算获得 3D 信息。
Kinect
TM传感器价格在 3 万日元以下,用户利用微软公司无尝提供 Windows 用开发工具包,可自由制作实时 3D 计测的操作系统。
2.4 信号处理
在信号处理和图像处理方面,以搭载 FPGA 的高性能摄像机为代表的高速高密度装置的进步,使信号处理和图像处理技术的功能有了根本性的提高。
比 FPGA 更能进行大型处理的 GPGPU(General Purpose GPU:通用计算图形处理器)的扩大应用成为图像处理和大型计算的主要发展趋势。最近利用可进行几千个并列动作的浮动小数点运算芯片,使信号处理和图像处理的速度达到通用 CPU 的 10-100 倍。
2.5 人工智能(AI)
AI 在文本数据或数据库数据学习系统和数据挖掘等方面具有优良功能。但是由于 AI 在图像识别方面有不足之处,所以对不采用 AI 的、利用各种滤波方法的图像处理技术进行了长期研究。
但最近,深度学习(Deep Learning)可显著提高 AI 的图像识别准确性的研究结果受到人们的密切关注。例如,即使对图像不进行特殊的预处理,利用深度学习,AI 图像处理对人面孔的识别能力和对动物的识别能力都达到或超过人的识别能力。在钢铁生产方面,目前在加热炉和轧机作业中还有手动操作的作业。但 AI 具有替代人的经验和感官能力的可能性。此外,利用 AI 可将现在钢铁生产中人工判断和人工操作提升到更高维度的智能判断和操作。
目前已经公开了许多深度学习的软件开发环境。IBM 公司的 WatsonTM 应用程序接口(API:Application Programming Interface)也已公开。AI 终于进入了正式应用的时代。预计在不久的将来,AI 与机器人工程学的结合将使钢铁生产中的某些重大课题获得解决。
3 车辆自动驾驶传感器系统的进步
日本的许多大学、研究机构和企业对车辆自动驾驶技术进行了研究开发,并提出了许多各种不同的技术方案。但信号感知元件主要是光传感器和图像传感器(包括微米波、毫米波)。2005年日本许多研究机构和企业进行了车辆自动驾驶试验。当时试验汽车的车顶和车体上安装了许多传感器,在车内还有电脑和数据处理装置。谷歌公司初期开发的自动驾驶汽车的车顶和车体上也安装了许多传感器。2006 年谷歌公司开发的自动驾驶汽车上至少有 1 台彩色摄像机、2 台雷达、5 台激光扫描器。这些传感器与 GPS 配合使用进行自动驾驶试验。2016 年各大学和企业的自动驾驶试验汽车由于传感器的小型化和整合,其外观与普通汽车已经没有明显区别,并且安全性有了很大提高。
各汽车制造厂最新开发的自动驾驶技术是立体相机或单反相机、LIDAR、中/短距离激光、红外摄像机、超声波声纳、GPS 等复合配置,使自动驾驶汽车在行驶过程中能够识别周围的汽车、摩托车、建筑物、人和动物,进行自动驾驶。该技术可以在确保安全的前提下,自动驾驶汽车以时速 100km 稳定行驶。钢铁生产中有这样高速运动的对象物,所以上述的各种传感器技术和系统技术将会用于钢铁生产的许多方面。