
李鹏 王盘
(陕西龙门钢铁有限责任公司 715405)
摘要:通过技术优化设计和工艺创新, 使龙钢连铸机设备在生产方坯、圆坯的过程中实现生产多元化, 本文主要内容是在保证工艺质量和生产节奏的前提下,实现铸坯方圆坯生产断面的快速互换,降低工人劳动强度,提高设备作业率。
伴随着国家供给侧改革的深入,钢铁行业市场逐渐回暖[1],钢铁企业的生产方式也由原来的库存计划生产向订单计划生产转变,而企业由于市场需求的多元化,就不得不倒逼生产多元化[2]。作为钢铁企业,生产多元化在炼钢部分体现为两个方面,一个是铸坯生产钢种多元化,还有一个就是铸坯生产断面的多元化[3]。龙钢6#连铸机是一台R10m全弧型八机八流连铸机,目前具备150方坯、170方坯和¢220mm圆坯生产条件,在方圆坯生产规格转换时,配水盘不动,需更换所有的喷淋管,联通或断开每段的气源接口,作业量比较繁重,根据目前龙钢方圆坯生产转换的实践,所需时间在28小时左右,对生产组织影响较大[4]。
1龙钢6#连铸机主要工艺设备参数
流数:8机8流
铸机半径: R10m
流 间 距: 1250mm
浇注断面: 150mm×150mm、170mm×170mm、¢220mm
预留断面: 220mm×220mm、240mm×240mm、¢180-¢270㎡
生产钢种:普碳钢、合金钢、碳素结构钢
定尺长度: 6m~12m
拉矫机速度: 0.5~4.0m/min
平均拉速: 150×150mm :~2.7m/min
预留断面:220×220mm :~1.0m/min;
240×240mm :~0.9m/min;
¢180㎡ :~1.6m/min;
¢240㎡ :~1.0m/min;
¢270㎡ :~0.8m/min;
送引锭速度: 4.0 m/min
浇铸方式:定径水口快换+保护浇注(塞棒浇注)
切割方式:火焰切割机
切割介质:氢氧气
出坯方式:辊道+移钢机;
辊道+移钢机+过跨辊道+捞钢机
2方圆坯快速互换技术的对策研究与应用
2.1方圆坯断面快速互换技术方案
龙钢方圆坯断面生产互换主要的工作量和工作重点是铸机二冷段的全部拆除和安装,所以减少设备的拆装更换是研究的重点,通过分析确定的技术方案为:
(1)二冷Ⅰ段喷淋冷却装置考虑到该部位有一定的空间优势,设计为整体吊装可极大缩短该部位的检修时间。吊装方式为通过振动台架活动框架口进行吊装;方圆坯喷淋吊架设计按方坯和圆坯分开设计,方坯喷淋管吊架设计需满足170、150方坯通用,圆坯喷淋管吊架设计满足¢180~¢230圆坯之间的所有规格,二冷Ⅰ段圆坯生产采用气水混合喷淋冷却。
(2)二冷Ⅱ段喷淋冷却装置采用现有的方坯全水冷却喷淋方式,方圆坯均使用4面全水冷却,通过重新设计更换接管和喷咀,调节水量来实现方圆坯生产要求。
(3)二冷Ⅲ段喷淋管不做改动,采用现有的方坯全水冷却喷淋管,圆坯生产时关闭Ⅲ段冷却水。
2.2方坯喷淋冷却设备用于圆坯喷淋冷却的对策
为解决二冷Ⅱ段和二冷Ⅲ段方坯喷淋装置直接用于圆坯喷淋冷却时因铸坯断面发生变化,而导致喷淋角度和冷却面积发生变化的问题,龙钢公司采用了自有专利技术:一种适用于多种断面方坯的二冷喷淋装置(专利号:ZL 2013 2 0442037.0)很好的解决了该问题。
该技术的特点在于,更换方圆坯生产断面时,喷淋管不需拆装更换,对喷淋管上安装喷咀的支管改为可拆卸式,并根据方坯和圆坯的断面差异,以及喷淋冷却面积和角度的要求,分别设计支管的长度,在更换断面时,只需更换支管,工作量相当于更换喷咀的工作量,具有简便性,可极大提升作业效率。
2.3改造后圆坯的冷却工艺参数的确定
以铸机原生产的方坯断面,即150mm×150mm、170mm×170mm,和圆坯断面¢220mm的冷却参数为基础模型,寻求工艺设计的共同点,确定方坯和圆坯冷却工艺的要求,并根据生产经验,确定了改造后的圆坯冷却工艺参数,见表1。
表1改造前后圆坯二冷工艺配水参数
|
冷却 区域 |
零段 /m³/h |
Ⅰ段 /m³/h |
Ⅱ段 /m³/h |
Ⅲ段 /m³/h |
|
改造前 |
4-5 |
5-6 |
2-3 |
1-2 |
|
改造后 |
5-7 |
4-5 |
1-2 |
0.9-1.3 |
2.4生产实践
龙钢公司按照本文的技术方案完成改造后,进行了多次生产实践,方圆坯生产断面的互换时间从原来的28小时缩短在12小时以内,并对生产的圆坯37Mn5、20#、60#、65#和ML45钢进行了全面质量检验,质量检验的结果符合国家相关产品质量标准规定。这标志着龙钢公司在各种铸坯断面批量化生产时更加灵活,生产系统的稳定性更加有保障。
3.实验论证分析
为保证本文提出的方圆坯铸坯生产断面的工艺质量要求的有效性,进行实验论证。寻求工艺设计的共同点和差异点作为实验论证对比,对设备作业率进行统计。其实验论证结果曲线如图1所示。
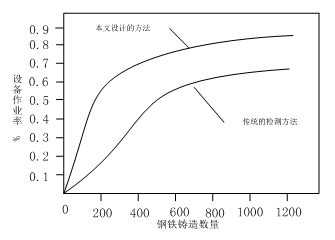
图1实验论证结果曲线
通过实验论证曲线,在保证工艺质量和生产节奏的前提下,实现铸坯方圆坯生产断面的快速互换,提高设备作业率。还可大幅降低工人劳动强度,降低更换生产断面对生产组织系统的影响,对企业产品多元化订单式生产起到了一定保障,并为企业增加可观的销售收入。
4 结束语
本文对龙钢公司方圆坯生产快速互换技术进行分析,依托龙钢公司方圆坯生产实际,根据数据的反馈与分析,论证表明,本文设计的方法具备极高的有效性。希望本文的研究能够为方圆坯生产快速互换技术提供理论依据。
参考文献
[1] 温良英,张健,陈登福等.低合金高强度钢连二冷制度优化及试验[J].重庆大学学报( 自然科学版), 2016, V45(8):24-27.
[2] 王新华,昌波,李景捷,等.700 ~ 1000 ℃间含Nb钢铸坯的延塑性降低与Nb( C,N) 析出[J].金属学报, 2017, 11 (7):9-12.
[3] 胡志刚,马春林,刘浏,等. CSP薄板坯连铸包晶反应区域的研究[J].钢铁研究学报, 2017, 19 (5) :15-18.
[4] 陈华江,胡占齐,杨成林.新型步进冷床的设计与应用[J].机械设计与制造, 2016, 16(5):358-363.
[5]张尚成,周敏.结晶器非正弦振动系统的开发与应用[J].冶金管理, 2017, 12 (12):117-121.