
雷建梅
(山西建龙实业有限公司技术中心)
摘要:通过对山西建龙198 m2、265 m2、360 m2烧结机篦条糊堵的问题进行原因分析,找出问题的症结,采取烧透减少烧结过湿层,除尘灰外配,改进篦条结构,增加铺底料厚度等一系列的措施,有效的解决了三台烧结机篦条糊堵的问题。
关键词:烧结机;篦条糊堵;过湿层;除尘灰
随着山西建龙实业有限公司产能规模的不断扩大,炼铁、炼钢、轧钢等各工序产生的各种含铁固体废弃物越来越多,为了降低生产成本,节约资源,减少环境污染,工业废料返回烧结工序消化利用。由于这些固体废弃物的粒度细、粘性强、亲水性差,而且环境灰量、重力灰量、污泥配比增加,三台烧结机均出现了篦条糊堵问题,导致风量分布不均衡,部分炉篦条、隔热垫烧损、脱落严重,设备故障率增加,烧结矿产量降低,质量也受到一定程度的影响,特别是进入到冬季,炉蓖条糊堵尤为突出。
1 篦条糊堵机理探索
烧结机篦条的糊堵是在生产过程中逐渐形成的,起初篦条两端与隔热套接触的地方很容易糊堵,而且糊堵上去的料比较牢固,在烧结过程的循环中黏料越黏越多,导致篦条和隔热套活动间隙减少,最终篦条上和隔热套上粘满料,引起整块台车糊死。
糊堵过程:首先,隔热套和篦条接触的地方开始糊堵,主要是篦条两头与隔热套的间隙小,最容易夹料;其次,篦条的两端、篦条与篦条之间开始糊堵,导致所有的篦条都无法活动;然后,篦条的中间缝隙也开始变小,逐渐的糊堵,整个表面除了烧结料接触的上表面以外都粘满了料;最后,隔热套的表面和烧结机风箱板壁上开始黏料。
从烧结机篦条、隔热套、台车本体及风箱糊堵情况,结合烧结过程分析来看,烧结机篦条之间的间隙是烧结过程中风的通道,风的冲刷作用应保证篦条表面不糊堵,说明料和篦条、隔热垫、台车本体之间的黏合作用力比较大。从黏料情况看,比较坚硬,靠一般的机械清理很困难,黏结力、作用力相当大。与此同时,烧结机篦条糊堵严重的同时,烧结主抽风机转子、叶片出现挂泥现象,对烧结主抽风机的运行安全造成威胁。
因此,有必要对烧结机篦条糊堵进行深入地探讨,找出糊堵的机理,采取措施予以解决,以稳定烧结生产。
2 烧结机篦条糊堵的原因分析
通过现场观察,已糊堵的篦条为白色斑状,篦条之间为以铺底料为主的黏结块,黏结块表面分为白色、红色。取黏结在台车上的料块,分析篦条糊堵物质的化学成分,结果见表 1,篦条糊堵前后对比图见图1、图2。
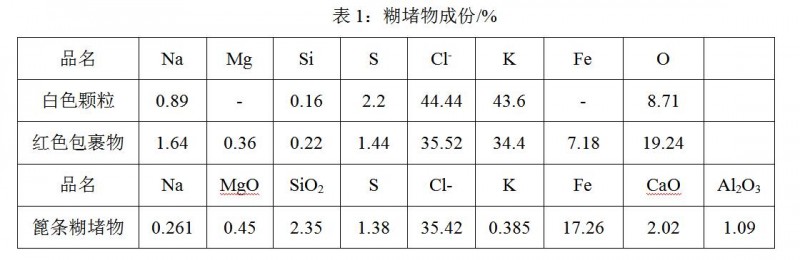

从检测结果分析:红色包裹层主项为 Cl-、K、S、O,包裹物中夹杂 Fe3+,因此颜色发红。白色颗粒中 Cl-含量大于 K 含量,二者总量达到 88.04%,说明主要物质为 KCl,还有少量的 NaCl、K2O、Na2O。KCl 在烧结温度条件下为液相白色物质,因为比重较小的缘故,烧结过程能随抽风气流下行,冷却过程黏结铺底料,黏结篦条表面,与气流中粉尘接触后,还容易黏结粉尘。气流成分浓度较高时,黏结加剧。
黏结项来源:K 主要来源是除尘灰、污泥、白灰和石灰石粉、白云石粉与高钾矿物,Cl-主要是港口外矿抑尘过程中打入的海水带入。
从上表可以看出,我厂篦条与标准相比Cr、Mn含量偏低,C、S含量偏高。
2.1 除尘灰、污泥、氧化皮对篦条糊堵的影响
我厂烧结内部产生的环境灰(除尘机头三、四电场灰外)、炼铁矿槽灰、出铁场灰、重力灰、炼钢二次除尘灰均在烧结中配用,单耗达0.025t/t,污泥在烧结中单耗达0.019t/t。在一次料场将除尘灰、污泥、高炉返矿按比例搅拌,通过预配按重量配料,在烧结中均衡配用。
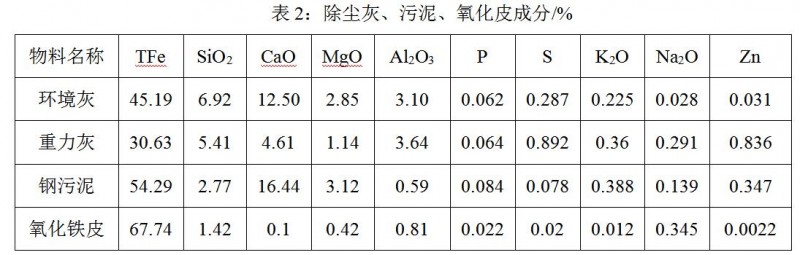
通过对篦条糊堵物进行取样成份分析发现粘结物中碱金属含量偏高,其中K2O、Na2O含量尤其偏高,由此分析判断正是由于除尘灰、污泥等的直接配加、循环使用造成了有害元素的不断富集。具体除尘灰、污泥、氧化皮成份见下表2。
2.2混合料水分控制对篦条糊堵的影响
烧结生产烧结料点火后,烧结过程自上而下进行,根据料层的变化将烧结过程沿料层的高度大致分为五个带:烧结矿带、燃烧带、预热带、干燥带和过湿带,五个带中燃烧带和过湿带的水气冷凝阻力最大,预热带和干燥带次之,烧结矿带最小。
从烧结过程来看,当过湿带向下移动至台车篦条时,篦条表面和间隙中存在着大量水分,使篦条湿润,同时混合料中的重力灰、环境灰等细颗粒物料由于亲水性差且不易成球,在干燥带及过湿带形成大量粉尘随风流通过篦条间隙。当烧结机篦条间隙透风不畅时,一些具有粘性的粉尘与湿润的篦条接触,粘附于篦条间隙中。随着燃烧带下移,温度不断升高,粘附的粉尘发生矿相反应,便形成具有一定强度的粘着物。随着烧结生产的周而复始,经过多次的粉尘粘附和矿相反应,致使篦条间隙逐渐被糊死。
结合生产实际,在一定范围内水分越大,烧结过程的过湿现象越严重,到达篦条的重力水越多,越容易造成篦条糊堵,所以导致烧结过程中过湿层过厚是篦条糊堵形成的一个重要原因。
2.3 烧结终点控制不好
从烧结生产的过程来看,如果烧结终点控制得当,烧结饼烧透,终点温度应该控制在300℃以上,但如果由于水分波动大或终点控制不好,烧结终点的温度就会降低甚至过湿层在炉蓖条表面,过湿层中的水份和细颗粒物料就会粘附在炉蓖条上,造成炉蓖条间隙被糊堵。
2.4铺底料的影响
结合烧结杯试验室,我厂原料结构烧结料的过湿层厚度较厚,要求铺底料的厚度相应增加,通过生产实践需要铺底料厚度30~40mm,但是测量发现,烧结机铺底料厚度在25mm左右,铺底料较薄,导致混合料与篦条直接接触,一方面降低了烧结料的透气性,另一方面当烧结带下达到篦条时,烧结带的高温废气可能将篦条烧坏或把已熔融的液相黏于篦条上。 这也是造成篦条糊堵的原因之一。
2.5篦条材质的影响
篦条材质标准与我厂篦条材质对比如下:
表3:改进前篦条材质/%
|
元素 |
Cr |
Ni |
Mn |
S |
P |
C |
Si |
|
标准 |
25-27 |
0.8-1.2 |
0.7-1.0 |
<0.03 |
<0.03 |
1.6-2.2 |
1.0-1.4 |
|
我厂 |
13.71 |
1.15 |
0.34 |
0.15 |
0.07 |
2.4 |
0.4 |
铬含量能使篦条外表层在高温作用下生成一层致密的 Cr2O3 保护膜, 阻止或延缓合金的氧化过程由外部氧化转向内部氧化,而我厂篦条Cr低,易造成抗氧化能力差,篦条易富集其它氧化物如K2O、Na2O。碳较高,易造成篦条塑性能力变差,高温强度低,使炉篦条容易断裂。
3 解决措施
3.1对环境灰、重力灰实施单独配加
前期环境灰、重力灰、污泥、高炉返矿按一定比例搅拌。由于污泥水分含量大,环境灰、重力灰拉运不及时或由于扬尘,搅拌人员不能严格按比例搅拌,造成混合料不均匀,影响烧结过程的均一性。目前在一次料场将重力灰与环境灰雾化,另外制作了环境灰与重力灰的两个小仓,将重力灰与环境灰单独上仓,避免了除尘灰搅拌不均匀的现象,较大程度上解决了篦条糊堵。
3.2加强操作检查,严格控制混合料水分及烧结终点温度
降低烧结过湿层厚度以减小过湿层对炉篦条糊堵的影响。为此,采取以下措施:
①为使混合料水份稳定,要求班组长每班对混合料采样两次进行检测,目前造球率≥ 68%,含水量 7.5±0.2%。要求上下工序衔接好,配料出现断料时,要第一时间通知看水工及时调整一混加水量,定期对看水工进行技能培训,提高目测水份含量的技能。与此同时,对一混内加水进行蒸汽预热,提高水温,机头混合料温度≥ 56℃,过湿带厚度减少,混合料透气性良好。
②提高看火工、混合机工的操作技能培训,对他们进行混合料水分估测训练;同时由工程技术人员不定期抽查,促使各岗位操作人员熟练掌握并提高其操作技能。
③要求混合机工加强机旁操作检查,及时发现水分波动并作好相应调整,以稳定混合料水分。
④针对料种不同、成分不同、烧结性能不同、配比不同的情况,提前取样、抽样、化验,进行预配料。
⑤对制粒机加水系统改造为雾化加水。
3.3 改进篦条结构
观察发现除了固体废弃物循环利用导致篦条糊堵外,烧结机篦条没有充分的自由度也是造成篦条糊堵的重要原因之一。篦条在隔热垫上面应当可活动,有一定的自由度。当台车在轨道上运行时,由于相邻篦条之间能相互移动,夹在篦条之间的颗粒也容易掉落,不易结块。但由于炉蓖条受热膨胀,两端部间隙变小,甚至顶死,造成无法活动,将炉篦条的长度有496 mm改为494 mm。另外将炉篦条的相邻间隙由5 mm改为10 mm,以提高通风面积,将炉篦条的“夸档”尺寸由65 mm,改为67 mm,以增加炉篦条的自由度。
另外还与篦条供应厂家结合对篦条结构作了以下改进:
1)适当增加顶部与两侧面的过渡圆弧,由R13改为R18。
2)增大篦条两端挂钩处过渡圆弧,增强此处强度,防止烧损及受力时断裂。3)篦条整体厚度由35 mm减为33 mm,为保证篦条整体强度,将两端高度由30 mm增加为35 mm。
3.4 提高铺底料厚度
铺底料利于主风机转子寿命的提高和烧结料层透气性,延长了篦条寿命,减轻了篦条糊堵。结合我厂原料结构,调节铺底料调整螺丝,将铺底料厚度提高到 35mm,延长烧结过湿层与台车篦条之间的距离,避免过湿层料大面积与台车篦条接触,阻隔过湿层料大部分进入篦条间隙,使过湿层料在完成烧结过程中始终处于铺底料上部,而与台车篦条和篦条间隙“绝缘”。
3.5 定期集中清理糊堵篦条,防止糊堵现象进一步发展
每月进行一次烧结机定修,组织作业区职工集中清理、更换糊堵的篦条,并要求检修前一天完成全部空台车组装。集中处理糊篦条时,充分利用烧结机平台上能用的空间,将所有参检人员合理分工,做到烧结机台车和烧结机平台上同时进行。处理时,对于“糊”得面积达到75%以上的将整块台车更换下来,在烧结机平台上处理;而对于糊堵情况较轻的,由作业区人员用钢钎、撬棍在烧结机上清理,及时更换烧损的炉篦条、隔热垫。
3.6 改进篦条材质
由于原有篦条易氧化糊堵严重,造成消耗高,一般吨烧篦条消耗0.03~0.1kg,但我厂原有篦条消耗超过0.1kg以上,为改善我厂篦条质量,与篦条厂家共同签定了技术协议,要求篦条材质按如下标准执行。
表4:改进篦条后的成份/%
|
元素 |
Cr |
Ni |
Mn |
S |
P |
C |
Si |
|
标准 |
25-27 |
0.8-1.2 |
0.7-1.0 |
<0.06 |
<0.03 |
1.6-2.2 |
1.0-1.4 |
|
我厂 |
25.56 |
0.86 |
0.84 |
0.056 |
0.028 |
2.11 |
1.15 |
4 结束语
通过采取控制混合料水分、控制烧结终点,减小烧结过湿层,对除尘灰等固体冶金废料的单独配加使用,改进篦条材质与结构等一系列的综合措施,2018年后我厂篦条糊堵现象大大减轻,大幅减少了炉篦条、隔热垫的消耗,减轻了职工的劳动强度,提高了抽风效率,为烧结优质高产创造了条件。