
阚永海 1,张建良 2,刘征建2,张士军 1,康 健 2
(1.天津天钢联合特钢有限公司,天津 301500;2.北京科技大学冶金与生态工程学院,北京 100083)
[摘 要]: 烧结混合料的粒度组成对于烧结料层的透气性具有较大影响,天钢联合特钢针对两台 230 m2 烧结机配 备的二次混合机进行了改造,包括加热水混料、二混锥形逆流螺旋衬板等,制粒效果明显改善,烧结机利用系数由原来的 1.646 t/m2· h -1 提高到平均 1.738 t/m2 ·h -1,其中料层厚度达到 1000 mm,快速实现了生产稳定运行。
[关键词]:逆流螺旋衬板;制粒效果;料层厚度
0 引言
天钢联合特钢两台 230 m2 烧结机于 2011 年投产,分别配备 2 台圆筒混合机。其中,一次混合机的主要作用是将各种原料加热水润湿并混合均匀,二次混合机尺寸为 椎4 000 mm伊18 000 mm,主要是对各种含铁原料、熔剂以及燃料等进行混合制粒,使得混合料达到适宜的水分、均匀的成分以及良好的透气性。在烧结生产过程中,混合制粒是必不可少的一道工序,起着非常重要的作用。烧结混合制粒主要是将混合料加水混匀后得到有合适粒度分布的混匀料,好的制粒效果有利于混匀料形成良好的透气性,对烧结生产的顺行起到主导作用。
通过以往的现场实践,表明混匀料在圆筒混合机的筒体内运转的过程中,会对筒体造成非常严重的磨损。因此筒体内衬板作为圆通混合机的主要部件,对其进行更新改造会更好地保护筒体。为避免混合机筒体粘料严重、混合机运行电流大以及在混合机进料口容易倒料等类似问题,通常会在筒体衬板上安装角钢压条。选择合适的压条间距和高度尤为重要。筒体粘料不仅会对物料的混匀、制粒效果造成不利影响,在清理筒体粘料问题时还会耗费大量人力、物力资源,导致设备作业率下降,存在一定的安全隐患。天钢联合特钢 1 号烧结机二次混合机于 2018 年进行改造,筒体衬板采用了锥形逆流螺旋状纹路,即螺旋方向与筒体转动方向相反,更有利于筒体中混合料的均匀分布,有效抑制了粘料问题,使得制粒效果更好。
1 混合系统改造
一次混合机加水采用加热水,以提高混合料料温,抑制烧结过湿带的形成。混合料的水分主要有两个来源:一是来自由烧结原料自身含水,二是在混合制粒过程中补加的。在烧结过程中,混合料中的水分主要有以下作用:有利于得到好的制粒效果以改善料层的透气性,从而提高烧结生产率。各原料颗粒在被水润湿后,表面变得光滑,烧结过程中所需要的气体在通过料层时阻力变小,使烧结混合料的导热性能也得到了改善。料层中良好的热交换条件使燃烧带变窄,进而减小了烧结过程的料层阻力,同时在燃耗较低的情况下,也保证了烧结过程所需要的高温条件。
烧结过程中,混合料的干燥和预热主要依靠高温废气的热量传递。随着热量损失,高温废气进入干燥层以下料层后温度下降,当降低至水蒸气露点以下时,由干燥层中蒸发进入废气的水分会在这里重新凝结,形成了过湿层。这种由水汽的重新凝结而形成的过湿现象不利于烧结料层形成良好的透气性,因为冷凝所得的水分会填充在混合料颗粒之间的孔隙中,很大程度上增大了气流通过的阻力,同时过湿现象会破坏烧结料层下部已经形成的小球,甚至出现泥浆,严重影响了烧结过程中的气体反应机制。因此天钢联合特钢一混时加热水将混合料预热,可以减少过湿层的不利影响,提高料层透气性,有利于增大料层密度,提高烧结矿的产质量指标,而且减少了水分蒸发热,节省了燃料消耗。此外,天钢联合特钢采用加热水可以有效缩短生石灰的消化时间,改善生石灰的消化效果。
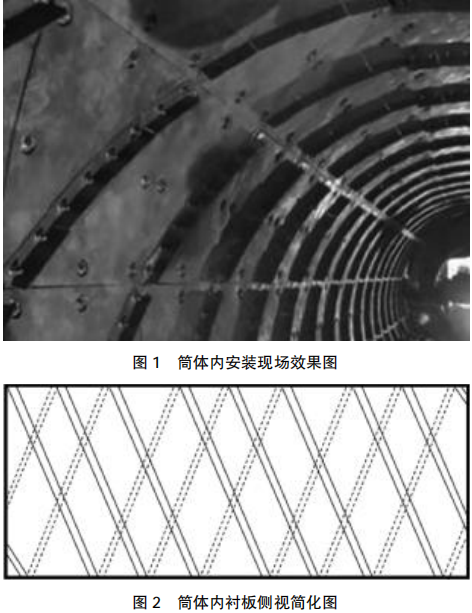
混料滚筒内衬板改进为锥形逆流螺旋状,即螺旋方向与筒体转动方向相反。安装逆流螺旋衬板可以避免混合料在出口堆积,使混合料均匀分布。筒体内逆流螺旋衬板上用螺栓固定角钢作为压条,并且调整角钢压条的放置方向,压条的作用是扬料和有利于混合料的混匀,并为减小衬板磨损保证一定的粘料。在混合机筒体进口采用小角钢,出口采用大角钢,形成锥体状;为了防止过度粘料,安装衬板时角钢压条要保证适合的间距,并适当降低扬料边高度。图 1 为二次混合机筒体内衬板安装的现场图,图 2 为筒体逆流螺旋纹路简化图。天钢联合特钢目前就采用这种非常先进的衬板固定方式,基本解决了筒体内衬板的脱落问题。不管采用任何衬板安装方式,都要保证圆筒粘料层不能过厚及合适的填充率。
2 生产实践
天钢联合特钢两台烧结机在原料相同的情况下,二次混合机瞬时电流由 40A 升高到 42A,适当提高了物料的填充率,延长了混合料的制粒时间。1号烧结机二次混合机改造后,1 号烧结机利用系数为 1.75 t·m -2·h -1,大于 2 号烧结机的 1.72 t·m -2·h -1。
由于厚料层烧结料层中下部自动蓄热作用增强,可以减少固体燃耗,降低烧结温度且对制粒效果和最高烧结温度的控制可以达到最佳的烧结结构,即由针状铁素体包裹的未熔化矿核形成,而低温烧结在高炉中实现了烧结矿还原性的最佳结构。
因此联合特钢推行低温厚料层烧结,通过提高料层厚度,一方面促进了铁酸钙粘结相的发展,另一方面通过降低烧结配碳量,进而降低了烧结过程燃耗。但是对于厚料层烧结的实践可能会降低烧结生产率,因此在烧结生产中应采取有效措施来提高烧结料层透气性。
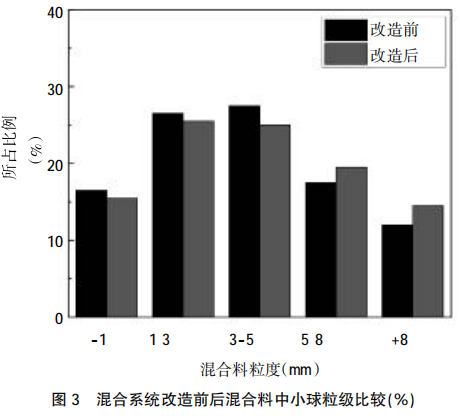
烧结混匀料的制粒效果通常用混匀料的粒级分布来表示。改善混匀料的粒级分布可以有效改善烧结料层的透气性,提高烧结矿的产质量指标。烧结过程生产工艺的理论研究和生产实践表明,主要 是降低混匀料中 0~3 mm 级别的占比,增加大于 3 mm 级别的占比,主要是增加 3~5 mm 级别占整个混匀料总质量的比例。烧结料冷态透气性主要靠提升烧结料粒级来改善,为提高混合机的混匀制粒效果,对混合机衬板进行更换,使用了逆流螺旋状内衬板,通过在圆筒混合机筒体安装与物料运行轨迹相反的反螺旋衬板以利于提高造球率及避免积料,混合料跃3 mm 粒级从 57%提升至了 59%。混合系统改造前后混合料中小球粒级比较见图 3。
烧结混合料经过混合机制粒后形成的准颗粒的结构和粒级分布必须匹配现有的烧结工艺制度, 否则将会对烧结过程以及烧结矿质量造成严重影响。烧结料层的透气性对烧结矿特性和烧结矿产量起到非常重要的作用,因为烧结料层透气性的好坏决定了通过烧结料层气体流量的多少,进而能更好地控制烧结料层中的热分布曲线。决定料层透气性好坏的主要因素是混匀料的水分和烧结制粒准颗粒的结构与粒级分布。混合系统改造前后混合料中小球粒级比较见表 1。

推行厚料层烧结后,通过比对改造前后的各项经济技术指标,表 2 为改造前后经济指标对比,发现利用系数由原来的 1.646 t/m2·h -1 提高到平均1.738 t/m2·h -1,转鼓指数由原来的 78.2%提高到78.72%,固体燃耗也由 46.31 kg·t -1 降低至 45.70kg·t -1,各项经济指标均有明显改善。

3 结语
逆流螺旋衬板在天钢联合特钢圆筒混合机上应用及运行以来,混合机内衬版粘料减少、烧结设备稳定运行,提高了设备的有效作业量,混合机的混合制粒效果能够得到保证,烧结混匀料制粒效果得到明显改善。在继而实行厚料层烧结后,利用系数由原来的 1.646 t/m2·h -1 提高到平均 1.738 t/m2·h -1,转鼓指数由原来的 78.2%提高到 78.72%,固体燃耗也由 46.31 kg·t -1 降低至 45.70 kg·t -1。
参考文献
[1] 朱罗明,段冬梅. 改善混料筒积料现象提高混合机制粒效果[J].浙江冶金,2012(1):55-56.
[2] 陈德凯,秦立国. 莱钢 265 m2 烧结机厚料层烧结技术[J].山东冶金,2012,34(5):20-21,24.
[3] 李建忠. 柔性陶瓷衬板在圆筒混合机上的应用[J].天津冶金,2017 (1):46-47.
[4] 刘勃兴. 联合特钢公司 230 m2 烧结机机头电除尘器改造[J]. 天津冶金,2015(S1):50-52.
[5] Formoso A, Moro A.Influence of nature and particle size distribution on granulation of iron ore mixtures used in a sinter strand [J]. Ironmaking & Steelmaking,2013(30):447-460.
[6] 李丽,马庆爽,王莹,等.230 m2 烧结环冷机余热综合利用[J].天津冶金,2016(S1):78-81,84.
[7] 穆卫东. 低温厚料层烧结技术应用与设备改造[J]. 天津冶金,2012 (4):43-46,62.
[8] 董蓓. 天铁360 m2 烧结机干法脱硫工艺的优势 [J]. 天津冶金,2018(6):56-58.
[9] 吕海滨,杨继刚. 莱钢 2×265 m2 烧结机主要工艺技术及改进[J]. 山东冶金,2012,34(1):12-13,16.
[10] 万新宇,吕庆,陈树军,等. 酸、碱料超厚料层混合烧结试验[J]. 中国冶金,2014,24(9):33-38.
[11] 惠宏智,顾兴钧,王建鹏. 汉钢公司 265 m2 烧结机超厚料层生产实践[J]. 冶金管理,2019(9):12-13.
[12] 吴黎明. 陶瓷衬板在宣钢 360 m2 烧结机圆筒混合机上的应用[J]. 河北冶金,2013(3):18-20.
[13] 洪益成,张云起,王海风,等. 通钢应用小球烧结技术的改造及 效果[J]. 烧结球团,2009,34(4):28-31.