
薛长辉, 王纪民, 周皓
(陕钢集团汉中钢铁有限责任公司, 汉中勉县724200)
摘要:汉钢2280 m3高炉为解决炉缸侧壁温度升高、原燃料质量差、炉缸不活、关键经济技术指标差状况,通过更换加长风口套,优化高炉操作制度,强化精料管理,加强炉前出铁和高炉操作等,活跃了炉缸,有效降低了炉缸侧壁温度、提升了高炉关键经济技术指标,在兼顾生产的同时确保了高炉安全生产运行。
关键词:加长风口套;炉况;炉缸侧壁温度
陕钢集团汉中钢铁有限责任公司(全文简称汉钢)2 号高炉(2 280 m3)于2012 年8 月15 日建成投产,设计年均利用系数2.4 t/(m3·d),高炉寿命15年。高炉采用适当矮胖、适宜强化冶炼的操作炉型,砖壁合一薄内衬全冷却壁结构,在高热负荷区域等关键部位采用铜冷却壁;高炉冷却系统采用联合全软水密闭循环系统。
1 高炉现状
汉钢2 号高炉于2018 年年初发现炉缸侧壁温度升高,高温点上涨趋势较快,主要表现在炉缸标高9.394 m 07B 点(温度710 益左右)、9.394 m 05B 点(温度694 益左右),根据两点插入热电偶深度测算,推测陶瓷杯已侵蚀,严重威胁到高炉安全生产。因此高炉进入护炉状态,通过制订炉缸温度监测标准、改善原燃料质量、钛矿护炉、风口调整、灌浆、炉体冷却等方式,效果明显。但为了抢抓市场机遇,提升冶强,扩大护炉效果,在2018 年12 月底,大面积全部更换加长风口套,风口长度由585 mm调整至620 mm。
2 现状分析
汉钢2 号高炉因常年使用的外购捣固水熄焦,水分不稳定,主要表现在焦炭灰分高,反应后强度低,变料频繁等,使高炉下部死焦堆焦炭粒度变小,焦柱气孔度变差,影响高炉鼓风的穿透,导致炉缸透气性和透液性差,尤其在死铁层气流影响弱,铁水环流对炉缸侧壁温度影响有较大作用,死焦柱透液性差并沉坐在炉底后,铁水环流对炉缸侧壁和炉缸炉底交界部位的冲刷作用加剧,在铁口中心线以下,炉缸侧壁和炉缸炉底交界处产生严重的象脚侵蚀;高炉冶炼强度提高,高炉年均设计利用系数为2.4 t/(m3·d),自投产以来,利用系数均超出原定设计,冶炼强度提高后,高炉内部砖衬受到渣铁侵蚀加剧、厚度逐渐削薄;炉缸冷却壁与碳砖之间存在缝隙,传受到阻碍,局部炭砖热量无法及时导出,致使炭砖热面温度升高,导热性严重不足,碳砖热面热量不能及时通过冷却水带走,难以形成正常厚度的凝铁层,陶瓷杯破坏后铁水很容易接触到碳砖,铁水溶蚀及渗透加速了碳砖侵蚀;高炉操作,高炉投产后风口配置为φ120 mmX25+φ115 mmX3,风口面积0.313 9 m2,送风面积大导致边缘气流过分发展,给后续炉缸侧壁温度升高留下隐患。
3 加长风口套的影响
1)风口加长后,风口回旋区向中心延伸,远离炉墙侧壁,减慢铁水环流速度,降低铁水、煤气对炉缸耐材的冲刷侵蚀,有利于煤气流穿透中心,发展中心气流,对炉缸侧壁温度下降起到重要作用。
2)炉况顺行是高炉生产组织的前提及根本保障,而“上稳下活”又是炉况顺行的重要标志,通过上下部调剂相结合、优化高炉操作,实现高炉“上稳下活”显得格外重要。然而加长风口套更换后,初始煤气流分布不稳定,又因当时焦炭质量下降(焦炭生产地区气候变化,最高到-25 益,导致洗出来的精煤冻块较多,配煤过程不均匀,焦炭灰分与硫超标),炉况不顺,炉缸中心不活跃,气流不稳定,影响正常生产。
4 应对措施
4.1炉内
根据炉况变化,每天制定合理的操作方针,作为三班工长操作标准,设定工艺操作参数的控制范围,对参数进行量化管理。提前制定各种预计会出现的炉况波动的应对措施,指导中夜班工长操作,如憋压下的加减风调剂原则、操作误区指导、崩料的处理,加强炉衬和冷却壁温度的巡查记录,建立炉型监控管理制度,组织工长实际操作学习,严格控制生铁含[Si]和铁水物理热,适当调节富氧量并按时出干净渣铁,控制每小时料批数,提高工长对炉温的判断和调节能力以及突发状况处理能力,使高炉各种调剂有章可循。
为确保高炉上稳下活,维持合理的操作炉型。下部送风制度上,通过调节风口直径、长度,送风面积0.287 4 m3、风口长度620 mm,保证合理的鼓风动能和最佳回旋区深度,达到初始煤气流合理分布;上部装料制度上,发展中心气流,兼顾边缘气流,调整装料制度匹配气流分布,依据气流对料制、批重、角度进行调整,稳定操作炉型。料制、批重见表1,角度见表2。

4.2热制度选择
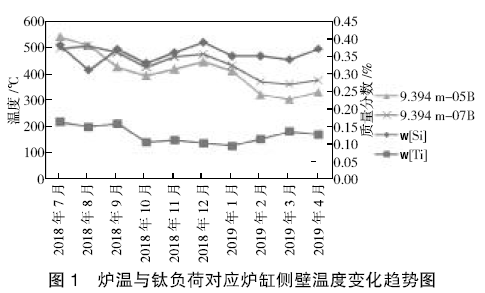
为了达到护炉效果,高炉使用含钛球团矿进行护炉,钛负荷相对较高,因而一直进行低硅冶炼,通过长期总结,认为适宜的炉温控制范围是:生铁w[Si]=0.20%~0.45%、w[Ti]=0.12%~0.15%,既满足高炉护炉需求,又兼顾正常生产。生铁成分硅、钛控制图见1。
4.2炉外
4.2.1精料管理
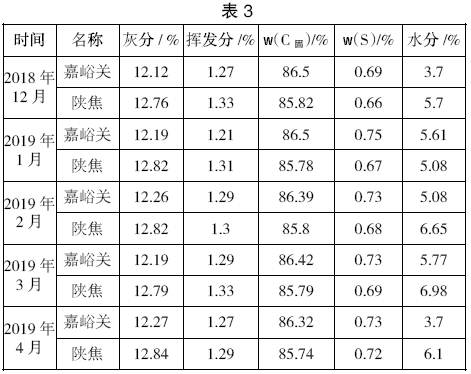
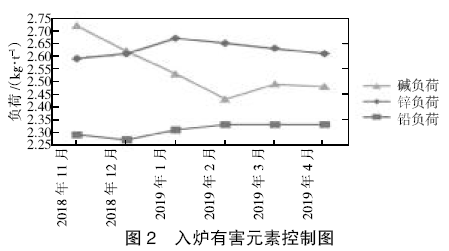
精料是高炉稳定顺行的基础,也是高炉各项经济技术指标提升的重要保障。炉料结构,根据高炉原料实际情况,采用了烧结矿配加球团矿与块矿的炉料结构,根据配加球团矿的钛含量来进行调整块矿配加比例,确保钛含量在合适的范围内,一般炉料结构比例在75%烧结矿+23%球团矿+2%块矿;稳定焦炭品种,改善焦炭质量,减少变料次数,由原来的平均3 次/月降至0.6 次/月,焦炭品种稳定在陕焦一级30%+嘉峪关一级70%;加强入炉料管理,炉料入炉前的中和、混匀、过筛进行监控,保证称量准确,料种、料序无误,严格控制原燃料仓位管理,保持入炉料槽位在70%以上打料,避免入炉料二次摔碎现象,槽下筛分要求焦炭使用仓数不低于4 个,烧结矿使用仓数不低于4个,增加筛子清理频次,提高筛分效果,控制筛分流量烧结矿<35 kg/s、焦炭<15 kg/s,减少粉末入炉;有害元素控制,有害元素高是引起高炉炉况波动的根本原因,为了保证高炉稳定、顺行,更好地实施降低铁前成本战略,确定了有害元素的控制范围,最大化地降低入炉有害元素,为高炉稳定、指标提升、增产节焦提供了保障。高炉焦炭成分见表3、有害元素负荷见图2。
4.2.2出铁管理
炉外操作除抓好设备管理、组织好外围生产外,主要重心放在炉前日常操作上,如果炉前工作跟不上生产节奏,将会直接影响到炉内调剂,轻者导致炉温波动,严重者导致炉况难行,为了使炉前工作对炉况起到促进作用,制订炉前标准化作业,规范炉前操作。对各班铁口的深度,开铁口的孔径,打泥量都进行明确规定,其中铁口深度由原2 800 mm 稳定至3 200 mm 左右、打泥量由原2.5 格稳定至3 格左右;对炉前的铁口合格率、正点出铁率、出尽率、铁次间隔时间控制进行严格考核,以确保按时打开铁口,其中铁口合格率由原来98%提升至99.5%、东西场铁口出铁量均匀稳定,确保及时稳定出尽渣铁;根据铁口工作情况,如单边出铁,及时调整炮泥品种,保证铁口深度和耐冲刷性能,缩短铁次间隔时间,延长出铁时间,降低出铁次数,其中铁次间隔由原来25 min控制在10~15 min内、出铁时间由原来的90 min 延长至120 min 左右、日平均出铁次数由原来的13 次稳定至10 次左右;同时采取多方面的出铁管理模式,如零间隔出铁模式、重叠出铁模式、正常出铁模式、铁口连开模式、单边出铁模式等,以此来达到尽快出干净渣铁的目的。
5 取得效果
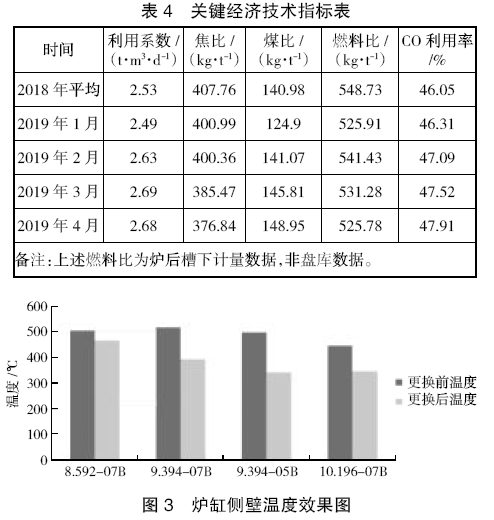
加长风口套更换后,高炉采取一系列应对措施,炉况逐步好转、稳定,各项经济技术指标均大幅提升,炉缸侧壁温度也大幅下降。近期技术指标见表4、炉缸侧壁温度见图3。
6 结论
1)加长风口套更换后对初始煤气分布有积极作用。
2)加长风口套对降低炉缸侧壁温度有促进作用,既兼顾了生产,又保证了护炉。
3)加长风口套更换后匹配合理的操作制度,有利于降低高炉燃料消耗,对降低铁前成本起着至关重要的作用。
参考文献
[1] 高海潮,黄发元等.马钢炼铁技术与管理[M].北京:冶金工业出版社,2018.
[2] 刘云彩.现代高炉操作[M].北京:冶金工业出版社,2016.[3] 邢华清,王斌,王聪渊.高炉有害元素控制技术[J].河北冶金,2011(8):46-48.