
赵锋,王瀚萱,刘振猛,肖立,甘秀石
(鞍钢股份有限公司炼焦总厂 辽宁鞍山114021)
摘要:介绍了鞍钢股份有限公司炼焦总厂7 m 顶装煤焦炉斗嘴控制系统的概况。针对该系统在生产运行中存在的问题,提出了增加控制联锁点、利用信号电道、增加斗嘴监控及增设紧急操作箱等改进与优化措施。应用后,煤塔因电气回路及元器件故障所引起的淌煤事故率降低为零,增强了顶装煤焦炉煤塔和装煤车等设备在运行过程中的安全稳定性。
关键词:顶装焦炉;装煤车;煤塔斗嘴;淌煤;PLC 控制
装煤车是顶装煤焦炉重要移动设备之一,其作用是沿炉顶轨道往返行驶,将原料煤从煤塔受煤运送至各炭化室炼制焦炭,完成顶装煤过程。在受煤过程中,装煤车自动对准受煤斗嘴,装煤车发出打开信号,煤塔斗嘴打开。装煤结束后,装煤车发出关闭信号,煤塔斗嘴关闭,但当煤塔斗嘴未完全关闭或因信号干扰误打开,且装煤车未在斗嘴下方时,即会发生煤塔淌煤事故,影响焦炉生产。因此,如何控制煤塔斗嘴使其精准打开、关闭及故障时快速关闭,是避免煤塔淌煤的关键。鞍钢股份有限公司炼焦总厂(以下简称炼焦总厂)现有7 m顶装煤焦炉4 座,为了解决煤塔淌煤问题,分析了顶装焦炉斗嘴控制系统存在的问题,并进行了改进与优化。
1 顶装煤焦炉斗嘴控制系统概况
焦炉装煤设备主要由安装于煤塔底部的斗嘴电液动闸门和焦炉顶部的装煤车[1]组成。入炉煤取自焦炉顶部煤塔,由焦炉顶部装煤车将煤装入各炭化室完成顶装煤过程。顶装煤焦炉结构如图1所示。
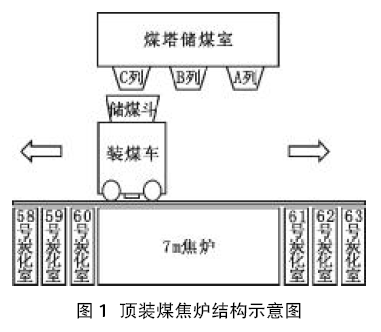
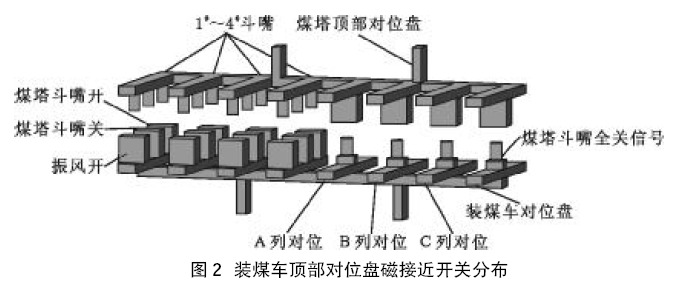
装煤车的主要作用是从煤塔取煤,并经计量后按推焦计划表将煤装入焦炉炭化室内遥煤塔下部共有A、B、C 3 列斗嘴,每列4个,分别对应装煤车4 个储煤斗。受煤斗嘴电液动闸门配有开限位和关限位遥装煤车在受煤过程中自动对准受煤斗嘴的一列,由安装在装煤车顶部的对位盘开电磁铁发出打开信号,磁控开关安装在煤塔斗嘴相应位置袁电磁铁得电,发出漏嘴斗门开指令,斗嘴推杆电机正转,实现电液闸门开动作,漏嘴斗门打开,储存在煤塔里的煤由于重力作用从斗嘴落下。各煤斗满料位后,由装煤车对位盘关电磁铁发出对应斗嘴关闭信号,斗嘴推杆电机反转袁实现电液闸门关动作,对应漏嘴斗门关闭。受煤列4个斗嘴全关闭后,通过磁开关向装煤车发出受煤结束连锁信号,完成受煤过程。装煤车顶部对位盘磁接近开关分布如图2所示。
装煤车受煤流程[2]如图3 所示。
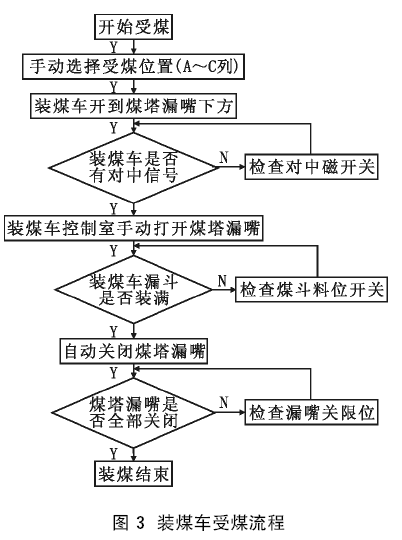
原装煤车到煤塔受煤有两个操作模式,分别为装煤车控制室上位机操作模式和地面机旁操作箱手动操作模式。正常时,装煤车在作业过程中由司机在操作室操作触摸屏WinCC 7.0 组态画面来控制车载西门子PLC 发出动作指令,完成某一个或某一列斗嘴打开关闭动作咱圆暂遥机旁手动操作模式是在上位机操作无法正常使用时使用。受煤过程由装煤车选定取煤位置(A~C列 ),装煤车自动开到煤塔选定列对准停好,PLC 检测到对中信号后,司机操作组态画面经由PLC 将信号发送到对应对位盘电磁铁上,信号通过磁接近开关发送到煤塔斗嘴控制盘控制回路,相对应煤塔斗嘴打开开始受煤袁当装煤车储煤斗料位计发出满料信号时,装煤车PLC 将受煤停止信号发送到对位盘传给煤塔斗嘴控制回路,斗嘴关闭袁停止受煤过程。
2 存在的问题
煤塔斗嘴比装煤车轨道高7 m 以上袁如果发生单一斗嘴淌煤,下煤量约为10~20 t/min,由于原料煤下落至煤车走行轨道处,装煤车无法回到煤塔下方,因此,无法人工手动关闭开着的煤塔斗嘴遥若等到控制系统修好,淌煤总量将达到数百吨,且炉顶无法应用大型设备清运下落至炉顶的原料煤袁需人工清运,难度大、时间长,清运过程中会造成装煤车无法装煤而停产。为了避免淌煤事故的发生,对西部炼焦顶装焦炉斗嘴控制系统进行分析,发现存在以下几方面问题:
(1)煤塔斗嘴供装煤车受煤,每间隔10 min就需开合一次袁由于磁控开关频繁动作及周围大功率电磁设备的干扰袁极易出现误信号,造成煤车不在斗嘴下时袁斗嘴打开,发生淌煤事故。
(2)由于北方冬季寒冷袁原料煤含水量大,在斗嘴处易结冻袁需煤气明火加热保温,而煤气高温火焰随风向气流摆动不定,对斗嘴周围电气控制线路伤害较大袁易造成控制线粘连短路等情况,出现误信号,使煤车不在斗嘴下时,斗嘴突然打开,发生淌煤事故。
(3)当装煤车受煤结束袁煤塔斗嘴进行关闭时, 由于在操作室不能直接观察到煤塔斗嘴的实际开关状态,操作规程要求装煤车司机必须到装煤车顶去观察袁确认关闭后,才可以开走装煤车进行装煤作业遥但在实际生产中,装煤车司机在取完煤进行关闭煤塔斗嘴操作后,多以操作画面关严信号的显示作为判断煤塔斗嘴开关状态的依据,省略了到装煤车顶观察确认的环节。如果煤塔斗嘴关严限位发出误信号,实际没有关或没有关严,就会造成煤塔淌煤事故。
(4)原有炉顶机旁操作箱需要在不同的位置选择操作方式及要操作的列,操作麻烦;且开、关按钮距离较近袁在紧急情况下,操作者想要紧急关闭斗嘴时容易操作错误,误开其他正常斗嘴袁造成淌煤事故扩大。
3 改进与优化
3.1 增加控制联锁点
将煤塔斗嘴关严信号与装煤车走行增加联锁点[4],保证煤车走行时,煤塔斗嘴必须处于关闭状态;煤塔斗嘴未关严情况下,装煤车无法走行。同时,增加故障自查及报警功能,当电气原件及线路出现粘连、回路窜电等非正常工作状态时,与故障位置相对应回路报警指示灯亮起,提示操作人员系统在故障下不可正常使用、且通过观察故障指示灯,检修人员可及时;快速发现故障所在回路,并排除故障。
3.2 利用信号电道
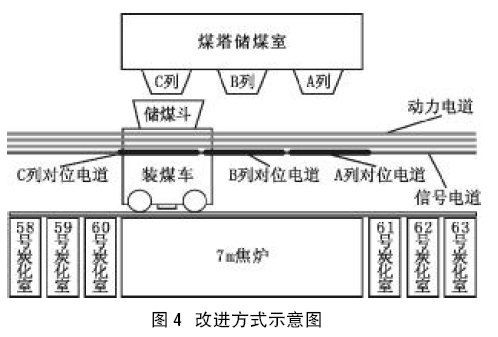
装煤车明电道分为4 组袁分别为ABC 三相动力电道和一根信号电道,信号电道在炉区炭化室范围内起传送除尘风机信号作用,在非炉区的煤塔及端台起支撑信号滑触器作用遥利用煤塔段无作用的信号电道袁将装煤车对准煤塔ABC 三列所在位置定位好,在定位完成情况下袁确定好信号滑触器所在位置区间,将三个区间确认好后,断开三个区间信号电道并用绝缘连接板连接。改进方式如图4 所示。
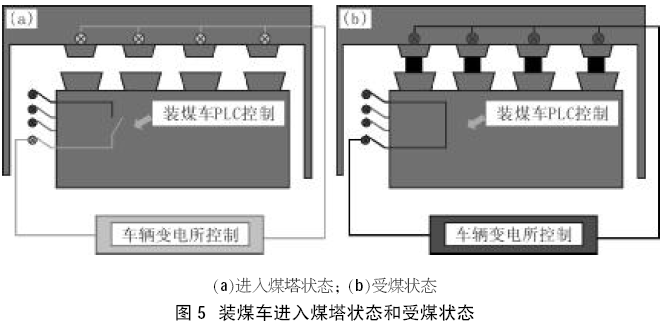
用导线分别将断开后的信号电道连接至车辆变电所各自斗嘴控制盘内遥在各自斗嘴控制盘内,煤塔斗嘴打开回路增加一个煤塔斗嘴允许打开接触器,主回路连接到煤塔斗嘴打开主回路接触器上方,与煤塔斗嘴打开主回路接触器串联,将增加的煤塔斗嘴允许打开接触器控制线圈一端与对应断开后的信号电道引线相连,另一端与零排相连。然后,改变PLC 控制程序,使煤车在煤塔对位信号与煤塔斗嘴打开信号同时到来时,输出除尘高速控制信号袁作为煤塔斗嘴允许打开的条件,避免了煤车不在位时袁煤塔斗嘴打开情况的发生。装煤车进入煤塔状态和受煤状态如图5 所示。
改变煤塔斗嘴控制回路,取消煤塔斗嘴打开接触器自锁点,改变装煤车控制煤塔斗嘴打开PLC 程序,将原程序的脉冲信号改为时间长短可调的恒定信号,煤塔斗嘴打开幅度由时间控制[5]。避免煤塔斗嘴开限位不来,煤塔斗嘴打开接触器常吸合时,煤塔斗嘴无法关闭情况的发生。
3.3 增加斗嘴监控
由于装煤车操作室在下部,司机无法观察到斗嘴实际开关状态,在装煤车顶增加监控斗嘴的摄像头,方便司机在操作室直接观察斗嘴开关状态,避免因司机省略上装煤车顶检查的环节,错误判断斗嘴开关状态时,淌煤现象的发生袁同时,减轻了操作人员的劳动强度。
3.4 增设紧急操作箱
在煤塔侧面操作人员方便到达位置增加操作箱,设置煤塔斗嘴紧急关闭按钮以控制煤塔斗嘴关接触器,保证在发生淌煤情况时,操作者能及时关闭煤塔斗嘴。
4 应用效果
炼焦总厂于2017 年10 月进行了首座7 m顶装煤焦炉煤塔斗嘴系统的改进与优化,并投入生产运行遥改进后,模拟多种故障环境进行测试,测试结果均达到了避免淌煤事故的目标。此系统在线运行以来,避免了10 余起淌煤事故的发生,将煤塔因电器回路及元器件故障所引起的淌煤事故率降低为0,减少了事故处理时间约30 h,避免经济效益损失50 余万元,有效保证了焦炉生产的安全与稳定,实现了通过系统自检功能避免事故发生的目标袁运行效果良好。
5 结语
针对炼焦总厂7 m 顶装煤焦炉斗嘴控制系统存在的问题,采取了增加控制联锁点;利用信号电道尧增加斗嘴监控及增设紧急操作箱等改进与优化措施,应用后,斗嘴控制系统运行稳定袁煤塔因电气回路及元器件故障所引起的淌煤事故率降低为零,同时减轻了操作及检修人员的劳动强度,能够满足焦炉生产需求,保证了焦炉生产的安全、稳定、顺行,值得推广应用于顶装煤焦炉的故障监控和预防,能够有效避免煤塔淌煤事故的发生。
参考文献
[1] 潘立慧, 魏松波. 炼焦技术问答[M]. 北京: 北京工业出版社,2007.
[2] 甑立东. 西门子WinCC.V7 基础与应用[M]. 北京: 机械工业出版社, 2011.
[3] 孙光辉. 7 m焦炉煤塔受煤控制系统改造[J]. 冶金动力, 2014(10): 71-76.
[4] 廖常初. S7-300/400 PLC 应用技术(第4 版)[M]. 北京: 机械工业出版社, 2016.
[5] 彭澎. 计算机网络基本原理[M]. 北京: 华中理工大学出版社,2000.