
李建军 1,刘德辉 1,曾宇 1,李晓春 1,孟凡双 1,姜喆 2
(1. 鞍钢股份有限公司炼铁总厂,辽宁 鞍山 114021; 2. 鞍钢集团钢铁研究院,辽宁 鞍山114009)
摘要:对鞍钢新 5# 高炉(2580 m3)停炉过程进行了总结。通过在停炉前进行安全准备、洗炉和预倒槽,并准确选择残铁口位置、计算残铁量,料面平稳降至风口区域,整个过程耗时约18 h,其间没有出现爆震,实现了安全尧快速停炉。
关键词:高炉;停炉;残铁;降料面
鞍钢股份有限公司炼铁总厂新 5 # 高炉(2580 m3) 第 1 代炉役始于 2009 年 6 月 30 日,于 2018 年 9 月 13 日停炉大修,第 1 代炉役 9 年 3个月,生产生铁 1 693.51 万 t,单位高炉容积产铁量为 6 089.58 t。 高炉生产后期,炉缸温度(热电偶显示)大幅升高,最高达到 640 ℃,表明炉缸炭砖减薄,理论计算得出,最薄处炭砖厚度小于300 mm;同时,高炉出现漏煤气现象,存在安全隐患。 受安全因素影响,高炉产能受到极大制约,燃料比长期处于 560~580 kg/t,远高于国内同容积高炉燃料比520 kg/t 的水平。 鉴于此种情况,高炉于 2018 年 9月 13 日停炉大修。
1 停炉前准备
(1)安全准备。 为了确保安全停炉,新 5# 高炉从 2018 年 8 月初开始,对高炉打水和外部漏水情况进行处理,以确保积水不进入渣铁道和残铁沟区域,并在出残铁完成前,保证此项工作时时受控。
(2)停炉前洗炉。为了清洗炉墙粘结物,更好完成出残铁作业,于8月 20日开始物理洗炉,即采取保持高炉适宜强度、降低终渣碱度和提高炉温等措施,将铁水[Si]含量控制在0.6%左右,使入炉碱度由1.45 逐渐降低到1.32,铁水[S]含量控制在 0.02%~0.025%之间,风压在保证稳定顺行的基础上适当提高。
(3)倒槽工作。 为了保证预休风前高炉顺行状态,防止由于集中倒槽槽中粉末增加,影响高炉顺行,于 8 月 28 日至 9 月 3 日,对球团矿槽预倒一遍。 其余烧结矿槽,由于原料供应紧张、经常倒空,本次不采取预倒槽。 从 9 月 11 日开始,高炉逐步控槽存、倒槽。预休风后,烧结矿剩余 300 t,球团矿剩余 200 t,焦炭仅剩余 150 t,倒槽槽存剩余较少,减少了倒料难度,降低了环保风险。
2 停炉操作
2.1 残铁口位置选择
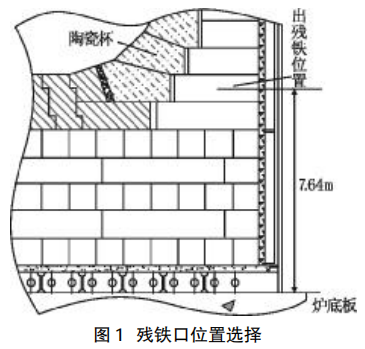
由于运输因素,新 5# 高炉炉缸区域只有西偏北、东偏南部位有出残铁位置,考虑东、南两铁口之间夹角小、铁水流动大,侵蚀相对较重,因此选择在东偏南方向(6#、7# 风口)开残铁口。残铁口位置选在标高 7.64 m 处,即炉墙第一层陶瓷杯中部(二段冷却壁下部)。 残铁口位置选择情况如图 1所示。
2.2 残铁量计算
根据鞍钢高炉情况,按以下经验公式[1]计算炉缸内残铁量,

式中,为残铁量,t; 为残铁系数, 一般取 0.5~0.6,侵蚀严重的炉底取上限,较轻取下限; 为炉缸直径,m;为实际死铁层深度,m;为热态铁水密度,t/m3。考虑新5# 高炉长期处于低强度生产,其系数可按 0.45 计算。经计算得出,高炉残铁量为850.2 t。 实际出铁量为 521.6 t,比预计少约 330 t,分析原因如下:
(1) 降料线打水多,造成炉缸物理热不好,残铁流动性差,侧壁挂铁;
(2) 停炉前边缘发展,炉缸活跃度和物理热不足,铁水流动不好,残铁没出净;
(3)从侵蚀程度分析,炉缸中心侵蚀不多,边缘侵蚀多,为象脚型,说明炉缸在整个炉役中没有吹活。
2.3 二次降料面操作
高炉大修停炉,理想状态是将料面安全、平稳降到风口处,但在降料面时容易出现炉顶煤气温度过高烧坏炉顶设备[2]、煤气中H2含量高与没有反应的O2反应而产生爆震[3]的情况。因此,降料面过程要严格控制炉顶煤气中H2 含量[4],要求小于4%。当炉顶 H2 含量大于4%时,需及时减小炉顶打水量。鞍钢新 5# 高炉从 2018年9 月13日14:15 开始降料面, 到9 月 14 日 8:55 休风结束,共耗时约 18 h。降料面过程中煤气成分和料线数据如表 1 所示。
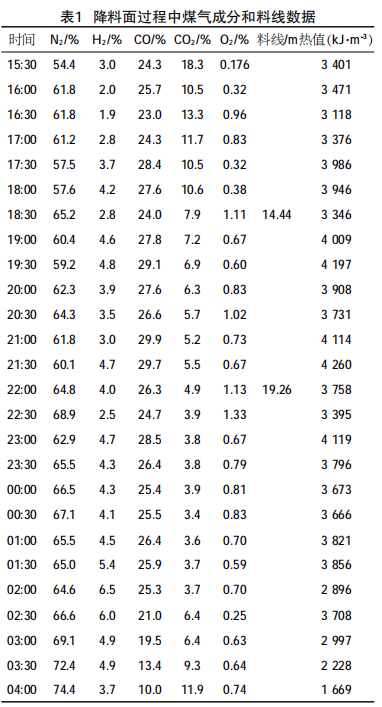
降料面期间每隔 0.5 h 取 1 次煤气样,分析煤气中 N2、H2、CO、CO2 和 O2含量,严格控制H2和 O2 成分变化。当出现 H2>12%>O2>12%或风口吹空时,立刻停止回收煤气[5]。通过煤气中的CO2含量判断料面降落位置,9 月 13 日 22:30 煤气中的 CO2 含量减小到 3.9%,证明此时料面已经降到炉腰附近位置[6],与实测数据基本一致。 9 月 14日 8:55 降料面操作结束,此次降料面过程共计打水 1 548 t,料面平稳且平整地降到风口区域,未出现爆震情况。
2.4 炉前出铁情况
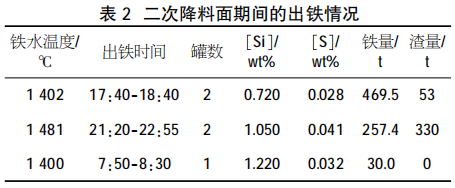
二次降料面期间的出铁情况见表 2。二次降料面期间计划出铁 3 次,实际出铁 3 次。 降料线打水和休风前炉缸物理热充足是残铁出净的必要条件。由于新 5# 高炉降料线时打水多,造成炉缸物理热不足,3 次铁的渣铁物理热和渣铁流动性不好,炉前出铁不理想。
3 结语
鞍钢新 5# 高炉停炉大修采用空料线炉顶打水方法,整个过程历时约 18 h。停炉前,采取保持高炉适宜强度,降低炉渣碱度,提高炉温等措施,洗炉效果显著、并通过预倒槽保证了预休风前高炉顺行状态,减少了倒料难度,降低了环保风险。停炉期间,准确选择残铁口位置,并在降料线过程中严格控制煤气成分和出铁时机,将料线平稳降至风口区域,炉内没有出现爆震情况,实现了安全、快速停炉。
参考文献
[1] 李建军, 刘德辉. 鞍钢 3200 m3 高炉大修停炉实践 [J]. 鞍钢技术, 2018(2): 42-45.
[2] 张益民, 赵乾坤, 王永山, 等. 永钢 2 号高炉空料线快速停炉实践[J]. 炼铁, 2015, 34(5): 48-50.
[3] 朱建伟, 刘全兴. 鞍钢 11 号高炉停炉操作实践 [J]. 炼铁,1999, 18(5): 39-40.
[4] 姜庆喜, 张洪宇, 谢明辉, 等. 鞍钢 2580 m3 高炉冬季降料线未出残铁停开炉实践[J]. 鞍钢技术, 2018(5).
[5] 佟溥昊, 戴永燕, 蒋益, 等. 鞍钢鲅鱼圈 1 号高炉停炉实践 [J], 冶金能源, 2018, 37(2): 7-10.
[6] 周传典. 高炉炼铁生产技术手册[M]. 北京: 冶金工业出版社, 2008.