
董茂林1,金荣镇2,崔松梅1,沈海波1,郑朋超1
(1 首钢京唐钢铁联合有限责任公司; 2 韩国浦项制铁株式会社)
摘要:结合生产实践,研究了焦炭在炉内的行为及其对炉缸温度变化的影响,分析认为炉缸铁水的流动和死焦堆的变化影响炉缸的活跃度,进而影响炉底温度的变化。 在高炉下部透气性方面,下部(炉腹—炉腰—炉身下部)边缘的焦炭粉末积聚会导致高炉透气性变差,进而导致炉况不稳定。
关键词:焦炭;死焦堆;炉底温度
0 前言
焦炭在高炉冶炼中起四个作用:发热剂、还原剂、渗碳剂和支撑炉料的骨架。 采用煤粉喷吹技术后,高炉焦比大大降低。 煤粉可替代焦炭在高炉中提供热量、还原和渗碳等作用。 但焦炭料柱作用是煤粉所无法替代的[1]。
焦炭的冷态强度指标(M40 和 M10) 并不能完全代表其在炉内的性能,冷强度相近的焦炭,高温性能可能存在很大的差异。 焦炭高温性能差( CSR低),会造成高炉块状带透气性变差,软熔带位置下移,具体表现为中心煤气流变弱,边沿煤气流增强,炉缸中心死料柱变大,风口及回旋区的小粒度焦炭量增加,炉缸透液性变差,铁口深度减小等,最终导致炉缸内铁水环流加剧,炉缸侧壁碳砖侵蚀加剧及炉缸侧壁温度升高,煤气利用率降低、焦比升高[2]。因此,焦炭在高炉内行为对高炉的顺行有重要影响。
1 焦炭在炉内的性状变化
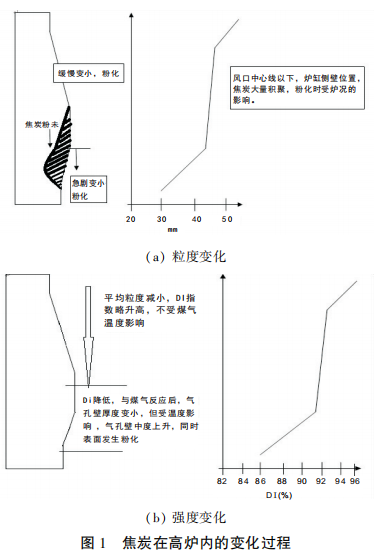
根据生产经验,焦炭自炉顶加入高炉后,随着炉料的下降,自炉身上部开始,焦炭粒度变小,强度变差,反应性升高,这与炉内气流分布和温度分布密切相关。 一般认为:焦炭从料线到风口,平均粒度减小20% ~40%[3]。
在块状带,由于温度较低,未达到溶损反应发生的温度,焦炭仅受到炉料摩擦和挤压的作用,粒度缓慢降低。 进入软熔带和滴落带,发生剧烈溶损反应,造成焦炭粒度急剧下降。 在风口回旋区,焦炭随热风剧烈的旋转运动并与氧反应;当鼓风动能达到一 定数值时,将推动风口前焦炭,形成一个疏松而近于球形的区域,焦炭块在其中做高速循环运动,速度可达 10 m / s 以上。 在这个循环区外围是一层厚 100~200 mm 的中间区,该区域既受内部循环的焦炭及高温气流的作用,又受外围焦炭的摩擦阻力,虽然焦炭已失去了循环运动的力量,但仍较疏松,且因摩擦作用堆积了小于 1.5 mm 的碎焦,高炉解剖中风口区的研究报告证实了这一结构特征的存在[4]。 焦炭在高炉内的变化过程如图1所示,国内外的高炉解剖工作也证实了焦炭在高炉内的性状变化。
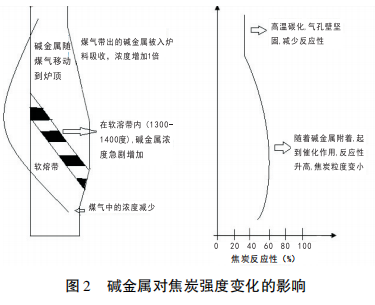
近几年,国内外学者对碱金属对焦炭的影响进行了大量的研究。 郑朋超等通过实验研究认为[5] ,焦炭同时吸附钾钠蒸气时,随着吸附总量的增加,焦炭反应性(CRI)增加、反应后强度(CSR) 降低。 当吸附总量相同时,钾钠质量比为3 / 7时焦炭反应性最大, 反应后强度最小。 吕青青等通过研究认为[6],在块状带,碱金属会与焦炭中的灰分形成催化复合物,导致焦炭与CO2 反应的起始温度降低,破坏焦炭的微晶结构,失碳率增加,粉化加剧。 赵宏 博等通过实验研究认为[7],1300 ℃ 不存在 CO2时吸附钾蒸汽的焦炭严重粉化,而吸附钠的基本不粉化,通过扫描电镜能谱结合 X 射线衍射分析得知这是由于钾和焦炭中灰分结合形成钾霞石造成体积膨胀使裂纹发展、吸附量增加,并最终导致焦炭粉化, 而钠只是少量吸附在焦炭表面。 钾在焦炭灰分中大量富集解释了高炉碱金属富集区域焦炭中钾含量总大于钠含量的现象。 碱金属在炉内对焦炭强度变化的影响如图 2 所示。
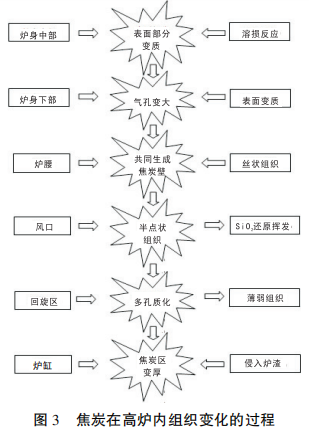
焦炭进入炉身中部以后,首先发生的是溶损反应:C+CO2 = 2CO,反应从焦炭表面开始发生,反应的结果是焦炭表面的气孔逐步变大,孔壁变薄,焦炭强度逐步降低;随着焦炭的逐步下降,在炉腰部位,焦炭产生了丝状组织;在风口区域,焦炭反应加速,灰分中的SiO2 开始还原挥发,焦炭中的气孔进一步增加,同时渣铁侵入到焦炭气孔中。 远离回旋区的焦炭反应速度变慢,形成了死焦堆,滞留在炉缸中。 焦炭在高炉内组织变化的过程如图3 所示。
2 风口区焦炭行为的推定
风口区域是焦炭在高炉内部环境最恶劣区域, 也是各种化学反应快速进行的区域。 从风口鼓入的热风和氧气与焦炭和煤粉接触进行快速燃烧反应, 产生CO 和 CO2 ,同时焦炭之间摩擦以及碱金属蒸汽和渣铁的渗入都会促使焦炭的劣化。 相关研究结果表明[8] ,焦炭中的挥发分在高温作用下会由气孔壁析出,CO2 分子与渣铁经焦炭表面的气孔渗入焦炭,对焦炭的表层进行侵蚀;外层焦炭经过渣铁冲刷、渗碳、燃烧等一系列作用后,粉化并逐层剥离,反应逐渐向焦炭核心进行,焦炭粒度逐步变小,直至消失。
回旋区内部焦炭在热风的推动下,快速旋转。在旋转的同时,相对块度较大的焦炭堆积在风口的下方、靠近炉墙的位置,焦炭的粉末则堆积在回旋区的正下方,即越靠近炉墙,焦炭粒度越大。 竺维春通过对首钢京唐大型高炉在停风时风口取样焦,分析认为:风口焦炭平均粒度在炉缸径向的分布总体体现为由外及里逐渐降低至平稳,拐点一般出现在距风口 2~3 m 之间[9]。 风口回旋区附近焦炭的行为和分布如图 4 所示。
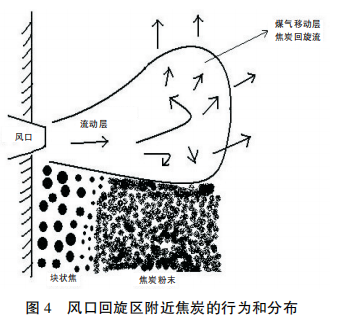
焦炭进入风口区后,在快速燃烧的同时快速旋转,在旋转的过程中,部分焦炭由于磨损而粉碎,进而提高了燃烧效率。 燃烧剩余的焦炭一部分贮存在风口区外部的低流速区域,另一部分贮存在下部的焦炭之间,然后缓慢的向炉床移动。 滴落带里面铁水滴落对焦炭的粒度影响较小;回旋区的外部焦炭会沉积在一起,粒度变化也很小。 风口回旋区焦炭的去向路线如图5 所示。
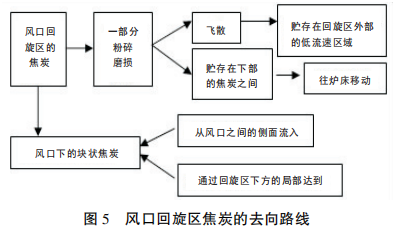
焦炭冷强度和热强度(CSR)降低,会使入炉焦炭的粒度变小,会使回旋区内产生粉化,在回旋区下部,焦粉层的增加会导致渣铁流动性的降低,进而导致炉况恶化。
在风口的下方,靠近炉墙的地方还有部分块状的焦炭,这些焦炭的来源有两个:一是从两个风口之间的侧面进入;二是通过回旋区下方的局部流达到;这些焦炭通过溶损反应和渗碳反应,消耗较慢,粒度降解的也慢。
3 炉缸内焦炭行为推定
在炉缸内,焦炭越靠近炉底粒度越小,由于高炉中上部中心煤气流中 CO2 含量较低,该区域内的焦炭受溶损反应(CO2+C→CO)的影响较小,在高炉下部中心区域焦炭受燃烧及回旋区影响较小,所以在炉缸中心区域的焦炭粒度也较大。 这部分焦炭会缓慢的下降到炉底,但同时受到铁水浮力的作用,部分焦炭会缓慢上浮到铁口附近。 在上浮的过程中,由于铁水渗碳作业,部分焦炭会逐步消失。 这个过程进行的很慢,整个死焦堆如果全部置换完的话,大约需要 7 ~ 15 天。 根据前人的实验证明,死焦堆边缘是焦炭消耗的区域,死焦堆里面的焦炭会向边缘移动。 焦炭热强度变差后,粉末增多,透液性变差,因此其在炉芯和炉底部的移动速度会变慢。
焦炭在炉缸内行为的推定如图 6 所示。
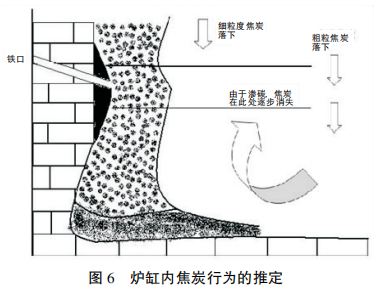
由于料柱重量和铁水浮力的影响,死焦堆一般位于风口水平线和炉底之间,正常生产时,死焦堆会浮起 1~2 m,液态渣铁填充于死焦堆中。 因此,正常生产时铁水流动状态和死焦堆的变化会影响炉缸的活跃度,进而引起炉底温度的变化。
4 缓解炉内焦炭劣化的措施
在现代高炉冶炼条件下,随着焦炭负荷和冶炼强度的提高,焦炭在高炉内的滞留时间延长,溶损率增加,焦炭劣化严重。 因此,采取必要的工艺手段,缓解焦炭的劣化显得尤其重要,这些手段包括:强化高炉冶炼操作,优化含铁炉料和工艺参数,在一定程度可缓解焦炭在高炉内的劣化,具体措施有[10]:采用高还原性矿石与高热流比操作,使大量的气体产物 CO2 在中温区释放出,避免与高温焦炭接触,以降低焦炭的溶损反应;使用合理的风速和鼓风动能 以避免风口区粉焦上升;采用中心加焦和矿石混装焦丁等疏松中心的装料制度,使料柱的透气性得到改善;采用低碱、低硫、高品位矿石及有效的排碱、排硫措施,高品位矿石还可以减少渣量,缓解焦炭的劣化,低碱金属、低硫及排碱措施可有效降低焦炭劣化。 采用适宜的理论燃烧温度,过高理论燃烧温度使得回旋区的焦炭中的 SiO2 还原并大量挥发,甚至焦炭中的 CaO、MgO及 Al2O3 部分被还原,导致焦炭结构变得更为疏松易碎。
5 结论
通过以上分析,得到以下结论:
(1)焦炭自炉顶加入高炉后,随着炉料的下降,自炉身上部开始,焦炭粒度变小,强度变差,反应性升高,这与炉内气流分布和温度分布密切相关。
(2)风口区域是高炉内部环境最恶劣的地区,也是各种化学反应快速进行的地区。 从风口吹进来的热风、氧气与焦炭、煤粉发生接触进行快速燃烧反应,产生 CO。 同时,焦炭之间摩擦以及碱金属蒸汽和渣铁的渗入都会促使焦炭的劣化。
(3)由于料柱重量和铁水浮力的影响,死焦堆一般位于风口水平线和炉底之间,正常生产时,死焦堆会浮起 1~2 m,金属铁会填充在死焦堆中。
6 参考文献
[1] 孙荣克,方觉,范兰,涛等.焦炭高温性状对高炉炉况的影响[J].河北理工大学学报,2009,31(1):5.
[2] 王再义,王相力,张伟,等. 焦炭质量对高炉冶炼的影响[J]. 鞍 钢技术,2011(1):16.
[3] 周传典. 高炉炼铁生产技术手册[M]. 北京:冶金工业出版社, 2002:85.
[4] 王筱留. 钢铁冶金学[M].4 版.北京:冶金工业出版社,2013: 156.
[5] 郑朋超,张建良,刘征建,等. 碱金属对焦炭热性能的影响[J].中国冶金,2017,27(5):19.
[6] 吕青青,杜屏,周俊兰,等. 高炉块状带焦炭劣化机理[J]. 钢 铁,2016,51(1):13.
[7] 赵宏博. 高炉碱金属富集区域钾钠加剧焦炭劣化新认识及其 量化控制模型[J].北京科技大学学报,2012,34(3):333.
[8] 吕青青.高炉风口焦炭劣化过程研究[J].上海金属,2017,39 (5):57.
[9] 竺维春,张卫东,王冬青,等. 超大型高炉风口焦炭取样分析研 究[J]. 钢铁研究,2014,42(2):9.
[10] 周传典. 高炉炼铁生产技术手册[M].北京:冶金工业出版 社,2002:87.