
范 磊
(广西柳州钢铁集团有限公司, 广西 柳州 545002)
摘 要:对柳钢 2 650 m3 高炉制约强化冶炼的因素进行分析,发现高炉原燃料质量不稳定、操作炉型不合理是 其重要因素。通过加强原燃料管理、调整操作制度等一系列措施,摸索出高强度冶炼下高产操作模式,铁水产量 不断刷新纪录,2018 年铁水平均日产 6 747 t,创造开炉以来最好水平。
关键词:高炉;强化冶炼;操作实践
2 号高炉于 2012 年 9 月 3 日开炉投产,有效容积 2 650 m3 ,年产生铁230 万 t。车间坚持“稳生产, 控成本,求创新,强管理,重文化,促立人”的十八字工作思路,落实好“以焦定产,定产降焦,降焦增产” 十二字生产组织策略,近几年总体保持了生产的均衡稳定,通过对制约高炉强化冶炼的因素分析,摸索出 2 650 m3 高炉高强度冶炼下高产操作模式,为大高炉提产操作积累了一些经验。
1 制约高炉强化冶炼的因素
1.1 原燃料质量不稳定
1.1.1 原料方面
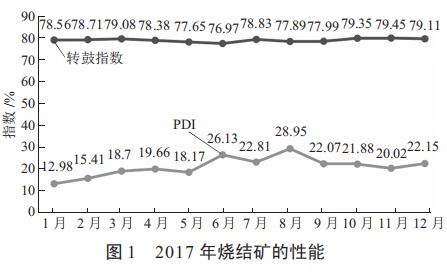
烧结矿的RDI(低温还原粉化指数)长期偏高, 尤其是进入2017 年 6 月份之后,RDI 偏离≤25%的控制范围,抽查最高达到29.02%,烧结厂采取提高FeO、MgO、外配高硅粉等措施来降低RDI,其 中 w(FeO)由之前的 8.5%提高到9.0%、w(MgO)由 1.95%提高到 2.10%,直到 10 月中旬 RDI 才达到控制范围内,见图1。
1.1.2 燃料方面
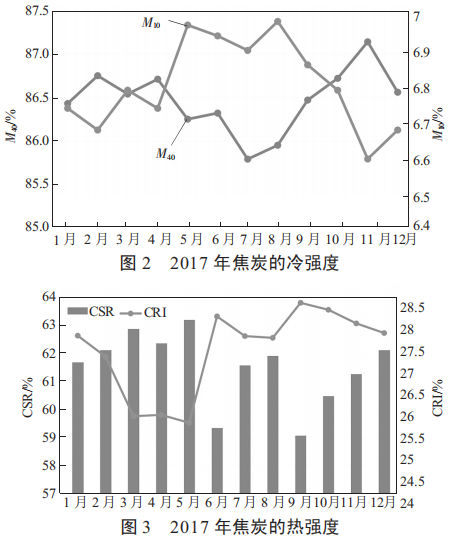
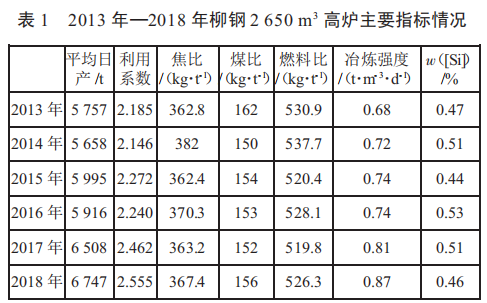
2017 年 3 月下旬至 4 月中旬,焦炭含 S 高且各班波动大,两个班之间焦炭S含量(质量分数)波动值维持0.2%左右。焦炭含硫量的大幅波动造成入炉硫负荷波动,高炉需频繁调节烧结比来保证铁水质量,使得炉料的软熔性能也出现波动,引起软熔带上下移动容易引起炉墙结厚。进入 6 月,因二焦干熄焦 检修,造成 M10 大幅下降,抽检最高达到 7.5%,M40 最低不足 84%。9 月份,因一类1/3 焦煤断料和一类主焦煤不足,焦炭热强度呈下滑趋势,直到 10 月中旬, 焦炭各项性能才有所改善,详见图2 和图 3。根据统计,2017 年焦炭反应后强度CSR 检验次数总共53 次,焦炭CSR 在 60%以上有 47 次,检测达标率88.7%。
喷吹用煤的品种较多且有些煤种储存量不够,导致喷煤结构调整频繁。部分喷吹用煤燃烧性和反应性偏低,风口存在结焦或堵枪现象,影响高炉喷煤的均匀性和稳定性,同时未燃煤粉与CO2 发生熔损反应变弱,致使大量固相的未燃煤粉卷入初渣中,在渣中形成了非均匀相,从而强烈地影响了炉渣的黏度[1],高炉软熔带的透气透液性及渣铁流动性变差,加剧炉况波动,制约高炉进一步强化冶炼。
1.2 操作炉型不合理
2017 年,高炉风口长度存在 670 mm×Φ115 mm 和 560 mm×Φ118 mm 两种类型,风口长短不一直接影响到初始气流分布的均匀性和合理性,容易造成气流偏行,影响合理操作炉型的形成,在后期调整中,中心气流不容易打开,加上对冷却壁温度下降未引起足够的重视,导致渣皮频繁脱落烧损风口小套。
2 采取措施
2.1 加强原燃料管理
俗话说“七分原料,三分操作”,精料是强化冶炼的基础。适时监控入炉的原燃料质量情况,通过微信交流平台及时进行信息分享与反馈,并重点从以下几方面改善原燃料性能。
1)降低入炉有害元素,尤其是碱金属和锌,控制其负荷分别≤3.5 kg/t、≤0.5 kg/t。
2)稳定焦炭质量,保证焦炭的冷热强度达标,以确保焦炭在炉内的骨架作用。
3)稳定喷吹煤结构,少用高硫煤或燃烧性和反应性不好的煤种,保证煤粉在风口带完全燃烧,降低未燃煤粉在炉内的残留。
4)加强炉料的筛分管理,制定了筛网使用、控制和检查更换制度,并建立台账,达到控制焦炭和烧结筛分速度分别为≤25 kg/s 和≤28 kg/s,从而确保入炉烧结矿<5 mm 的粒度所占比例在5%以内。
5)做好混料工作,通过控制斗门大小、放料顺序、报警提示等手段实现烧结、球团、块矿、焦丁均匀混合。
2.2 调整操作制度
2.2.1 热制度
炉温直接反应炉缸工作的热状态,冶炼过程中控制充足而稳定的炉温,是保证高炉稳定顺行的基本前提。面对原燃料质量不稳定,高炉炉温按0.50%~ 0.65%进行控制,提高炉缸热量储备增强炉况抗波动能力,同时物理热也保证在1 500 ℃以上。
2.2.2 造渣制度
造渣制度应适合于高炉冶炼要求,有利于稳定顺行,有利于冶炼优质生铁。2018 年,考虑到铁水流动性和排碱的需要,炉渣碱度进行下调 0.05,控制1.10~1.15,同时铁水中硫的质量分数控制在 0.020% 到 0.040%之间。此外,为降低碱金属危害进行常态化排碱,每周进行碱平衡计算,检验排碱效果。
2.2.3 送风制度
风口是煤气的发源地,对初始气流分布起着重要支配作用,确定合理风口面积,是维持较高风速和适宜鼓风动能,确保吹透中心,实现合理的下部操作制度的关键[2]。2017年,逐步统一风口尺寸为560 mm× Φ118 mm,风口面积较之前增大0.016 5 m2 ,为增加风量和氧量提供了条件,风量由 4 800 m3 /min 提高到 4 950 m3 /min,富氧率由 3.3%提高到 3.6%,标准风速和鼓风动能均相应增大,有利于吹透炉缸中心,减少死焦堆。同时对于一些上翘严重的中套,利用年修的机会进行更换,达到圆周气流和操作炉型稳定的目的。
2.2.4 装料制度
本着“高炉稳定靠中心气流,指标靠适当的边缘气流”的思路,矿石平台宽度和中心焦量保证是这次主攻方向。2017 年 7 月,高炉通过程序成功控制焦炭放料,该程序实现溜槽布完倒数第二个焦角时关闭料流避免焦炭落到环带,溜槽到达最低焦角再重新打开料流布料,能够最大限度地把焦炭布到中心,量化中心焦炭量。中心焦量保证后,增强了中心气流的强度和力度,根据加入10%的中心焦时,煤气利用率降低3.17%,当加入 20%的中心焦时,煤气利用率降低 6.34%[3],为兼顾煤气利用率情况,通过不断实践,焦炭制度K404383352322291261131 能够长期使用。
矿石平台宽度调整经历时间较长,总体思路是当压量关系紧张时,矿石平台搓堆减环;当压量关系适当时,矿石平台拉宽增环。2017 年,矿焦基本呈负-1°,矿石平台宽度在8°,矿批66 t 左右。进入 2018 年,开始尝试同角布料,以装料制度P38336334332230 2K404383352322291261131 作为基础,不断寻找合理的矿石平台。
先使用制度P401383363342322302 进行实践,观察高炉参数变化情况,炉况接受后有步骤地扩大批重,并观察十字测温边缘温度变化,出现温度大于150 ℃,及时采取压边措施,在保证矿石平台宽度基础上增加最外环矿石圈数,最终形成装料制度 P402383363343322302K404383352322291261131,批重 70 t,负荷 4.50~4.60。
2.3 强化出铁管理
日常操作中,炉前渣铁的排放是否及时,直接关系到炉况顺行和技术经济指标的提升。随着产量不断提高,炉前出铁模式做了相应调整:确定1 号、3 号铁口作为主出铁口,2 号铁口备用,并严格控制修沟时间在3天以内;量化炉前操作,开铁口钻头由50 mm 变为55 mm 或 60 mm,打泥量由2.5 格调整为3.0格,控制出铁间隔在15 min 以内。此外,加强与外围的沟通,为高炉生产创造良好的外部环境,通过与运输沟通,炉前拉对罐时间间隔较之前缩减5 min,极大地减少带铁堵口次数。
3 实施效果
通过对制约高炉强化冶炼因素进行调整,取得较好实施效果。2018年高炉平均日产大幅上升,其中 11 月创造平均日产7 201 t 的好成绩,其他各项指标也有不同程度进步,见表1。
4 结论
1)高炉强化冶炼是一个系统工程,需要多方面分析制约的因素,措施要有针对性。
2)原燃料质量与高炉强化冶炼息息相关,高炉只有先解决原燃料稳定问题,才能为强化冶炼创造条件。
3)强化冶炼过程中合理气流是关键,上下部调剂要匹配,下部是基础,上部是保证,操作实践时要尽量稳定焦炭平台,调整好矿石平台,同时配以大风量、大富氧,使得两道气流合理分配。
参考文献
[1] 周传典,主编.高炉炼铁生产技术手册[M].北京:冶金工业出版社,2012:388.
[2] 孟令君.济钢炼铁技术管理的进步[J].炼铁,2014(2):24- 28.
[3] 腾召杰,程树森,赵国磊,等.高炉中心加焦对气流分布及煤气利用的影响[J].钢铁研究学报,2014(12):9- 14.