
陈 艳 辉
(山钢股份莱芜分公司 炼铁厂,山东 莱芜 271104)
摘 要:莱钢3# 750 m3 高炉实施优化烧结矿化验频次、提高煤粉燃烧率、提高高炉鼓风动能、统一三班操作等快速改善项目。应用大数据统计分析,找出了降低生铁硫含量的关键影响因素,建立了控制生铁硫含量的数学模型,量化了高炉操作参数。通过改善项目的实施,3# 高炉生铁含硫量均值下降到0.014 5%,生铁一级品率由74.39%提升至98.18%,三类品率实现“0”的 突破。
关键词:高炉;生铁质量;硫;一级品率;三类品率
1 前 言
降低铁水含硫量可以缩短或去除炼钢脱硫处理时间,降低脱硫费用,增加废钢配加量;同时可缩短铁水罐调运周期,改善“转炉等铁、高炉憋风等罐”的局面,对炼钢、炼铁生产过程稳定和工序能耗降低都有重要影响。自2017年6月以来莱芜分公司炼铁厂生铁质量有了较大改善,2017年在线生产高炉6座,产量568万t,生铁含硫0.026%,一级品率73.1%,三类品率 3.3%,各项生铁指标连续突破历史最好水平。但与全国高炉指标及相关条件统计分析对比,莱芜分公司炼铁厂生铁质量尚有提升潜力,其中一级品率第4季度指标79.8%与行业领先指标 98% 有较大差距。本次攻关从全厂 6 座高炉中选取指标较差的3# 750 m3 高炉作为试点展开项目分析,进而推及全厂。
2 降低生铁硫含量实践
2.1 攻关思路
目前高炉日常操作主要用炉渣碱度控制生铁含硫。然而高炉脱硫是一项很复杂的工作,铁中含硫还受温度、铁水含硅量、渣量等诸多因素影响,不是碱度唯一因素决定[1],因此实际生产中单纯用炉渣碱度控制生铁含硫的做法取得的效果有限。基于高炉脱硫的复杂性,决定采用C&E矩阵、失效模式分析、多元回归分析等工具,梳理工艺流程,逐步找出影响生铁含硫量的关键因素,最终建立数学模型,从而量化参数、指导高炉操作。
2.2 工艺流程梳理及影响因子的初步筛选
1)从原料准备、筛分、称量、装料布料、高炉冶炼、出铁、炉外脱硫7个环节入手,仔细梳理各环节的操作、控制参数、过程步骤等共52项因子,如:焦炭成分、焦炭强度、焦炭粒度组成、烧结矿成分、烧结矿强度等。
2)将梳理的因子建立 C&E 矩阵表,让值班工长、炼铁专家凭操作经验,结合高炉冶炼理论,判断各因子对生铁含硫的影响力度,并进行打分。
3)对52个因子评分进行分析,筛选出20个因子(占70%):焦炭成分、造渣制度、烧结矿成分、焦比、煤比、槽下工艺称、炉料结构、喷吹煤成分、焦炭冷态强度、工业碱量、风口冷却设备、焦炭粒度组成、喷吹煤配煤比例、铁水温度、装料制度、风量、料种平衡、炉体冷却设备、铁水罐对罐、热风温度。
4)对筛选出来的20个因子进行失效模式分析(即FMEA分析),针对其影响的严重程度、频次、检测方法进行打分,进一步筛选因子,得到得分超过100分的11个关键因子(82%)。经分析,其中烧结矿来料成分滞后、原煤可磨性差等6项因子原因清楚,可操作性强,可作为快速改善项目立即进行改善;造渣制度制定不合理、热制度不合理等 5 项因子需要应用大数据统计分析。
2.3 快速改善项目
2.3.1 优化烧结矿化验频次
由于生产节奏加快,烧结矿从取样点运输到高炉入炉并作用的时间缩短,导致时有出现来料成分滞后情况,有时高炉工长查阅到烧结矿成分再对炉料进行调整时,该段炉料已作用一段时间。为此,调整烧结矿检验频次,将1 d检验6次增加到7次,间隔由4 h缩短到3.5 h,来料成分滞后问题消除。
2.3.2 提高煤粉燃烧率
由于可磨性好的无烟煤供应量减少,喷煤车间不得不下调该煤种配煤比例,为保证高炉煤粉供应量,缩短中速磨磨煤时间,导致煤粉粒度加粗,4台中速磨-0.074 mm 平均比例 56.5%,燃烧率下降。针对此情况,一方面增加中速磨磨煤时间,提升煤粉-0.074 mm比例至60%以上;另一方面扩大喷枪内径至20 mm,减缓煤粉流速,促进煤粉燃烧。
2.3.3 提高高炉鼓风动能
针对高炉鼓风动能不足,无法吹透中心的状况,采取缩小风口直径,减小进风面积,提高风速的措施,提升鼓风动能11%,确保炉缸活跃、中心气流稳定。
2.3.4 降低终渣碱度波动
炉渣碱度高,有利于炉渣脱硫,但碱度波动过大会导致炉渣粘度脱离适宜范围,可能降低脱硫效果及炉缸活跃度,因此应该稳定炉渣碱度。针对工长调剂不及时引起的碱度波动,强化操作管理,要求每班至少校核1次配料碱度,高炉操作日报表进行记录;同时每炉铁目测实际渣样,与化验结果对比调剂碱度,以便及时调剂,降低操作不当引起的终渣碱度波动。
2.3.5 冷却设备漏水处理
冷却设备侵蚀、磨损、烧损后向炉缸内漏水,导致炉缸热量、冷却壁、生铁成分波动,严重时引发炉凉。一是规范风口小套的安装及使用;二是增加风口巡检次数,打压检漏,风口破损及时更换;三是漏水冷却壁视程度进行倒冲、穿管或封堵。
2.3.6 提高烧结白灰质量以稳定烧结碱度
白灰对烧结碱度的影响主要有2方面,一是白灰质量较差,表现为同一批来料质量不匀,存在掺假行为;二是配料室人工手动控制白灰下料量,下料流波动大。针对这些情况,一方面加强白灰入厂把关力度,采取自动取样;优化取样流程,实行实名取样制度,每班次多次取样、留样,根据烧结矿质量复查烧结石灰质量;修改生石灰采购合同,调整减价方式,增加活性度等指标;另一方面在配料室采用“均值定量”自动调整给料量,即根据白灰计量波动大的特点,选取一段时间内的累计均值作为参考量,实现给料调整自动化。
2.4 大数据统计分析
在因子的初步筛选环节,筛选出 5 个因子,分别是:阶段配加水熄焦、料场焦;造渣制度制定不合理;热制度不合理;配加高硫煤炼焦;焦炭冷强度低。需要应用大数据进行统计分析,进一步验证其对生铁含硫的影响显著性,从而建立多元回归方程,指导生产。
2.4.1 影响因子的数据化
由于建立多元回归方程需要用数据来进行,因此需要选取数据对这 5 个因子进行参数衡量。经团队讨论后选取参数如下:用焦炭水分表征阶段配加水熄焦、料场焦;用炉渣二元碱度R2、炉渣镁铝比MgO/Al2O3表征造渣制度;用铁水温度T 铁、生铁含硅[Si]表征热制度;用焦炭含硫量表征配加高硫煤炼焦;用焦炭M10指标表征焦炭冷强度低。这样分析的因子变为7个,即焦炭水分、炉渣二元碱度R2、炉渣镁铝比MgO/Al2O3、铁水温度T 铁、生铁含硅[Si]、焦炭含硫、焦炭M10。
2.4.2 数据的收集整理。
由于高炉影响因素较多,攻关仅选取了7个因子进行分析,因此需要保证其他未选中的影响因子相对稳定,跨时不宜过长。收集2018年3月1日—8月31日共计6个月的单炉生铁数据进行大数据分析。在收集期间高炉操作不做大的改动,烧结配矿也不做大的调整,入炉料种及结构也应相对稳定。本次数据收集主要涉及到炉渣、铁水、焦炭 3方面数据,其中炉渣和铁水是完全对应的,但焦炭的检验时间和作用到当炉铁水有一个时间差。为准确衡定这个时间差,跟踪了焦炭输料、取样、制样、入仓、入炉全过程,计算从焦炭成分上网与焦炭入炉的时间差,再加上冶炼周期的时间,得出焦炭成分上网时间与作用到当炉铁水大约相差5 h,以此调整焦炭检验数据与铁水数据相对应。
2.4.3 筛选显著因子建立多元回归方程
用收集到的 7 个因子的数据建立多元回归方程,根据其显著性判断系数、方差膨胀因子、方差分析等依次删除不显著的因子,最后得到4个关键因子:炉渣二元碱度 R2、炉渣镁铝比 MgO/Al2O3、生铁含硅[Si]、焦炭含硫。几个因子的交互效应、二阶效应对生铁含硫的影响均不显著。最终得到的多元回归方程为:
[S]=0.121 5-0.086 5×碱度-0.116 7×镁铝比-0.052 2×[Si]+0.097 2×焦炭S。
多元回归分析过程中筛除了3个非关键因子, 即:铁水温度、焦炭水分、焦炭 M10,与专业知识不符。结合当前 3 个因子的取值范围分析,铁水温度、焦炭M10已满足高炉工艺专业需要,所以对目标影响不显著,因此可以把这2个因子固定下来进行标准化控制;而焦炭水分的影响主要体现在干熄焦与水熄焦转换初期,焦炭水分大幅波动导致高炉焦炭负荷波动从而引起[Si]波动,一般持续 1~2 个班,待水分稳定后影响消除,除非输焦线做改造该因子的影响方可消除,目前不可避免。
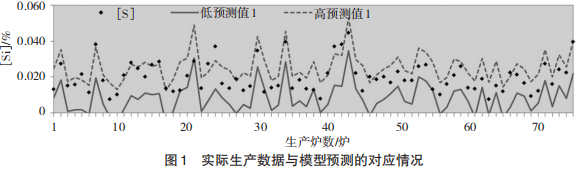
建立方程后,随机收集了 76 炉生产数据用模型预测进行检验验证,实际生铁含硫与预测结果如图1所示。其中18炉铁实际值落在预测区间外,命中率76%。这18炉中,有3炉偏差量较大,分别为0.005、0.006、0.008,其余 15 炉偏差量都在 0.003 以内,生产上可以接受。说明该模型合理、可用。
2.4.4 确定因子最佳范围,量化操作参数
设置 4 个关键因子的不同取值水平的各种组合,利用得到的多元回归方程进行预测计算,根据95%的预测上下限得到各因子的最佳范围。炉渣碱度 1.225~1.265;炉渣镁铝比 0.425~0.505;生铁含硅0.24%~0.43%;焦炭含硫<0.8%。
需要说明的是,根据 CaO-SiO2-Al2O3-MgO 四元渣系的熔化温度状态图及CaO-SiO2-Al2O3-MgO四元渣系等黏度图[2],炉渣的碱度与镁铝比必须满足一定的对应关系才能确保其黏度、熔点适宜。因此在利用模型时应先遵循工艺制度的要求。通过模型计算可知,焦炭含硫<0.8%时,在最佳范围内选取适宜的碱度与镁铝比对应值,确保炉渣熔点、粘度适宜后,[Si]取低水平0.24%,即可实现生铁硫含量在0.03%以内。但是焦炭含硫受限于上道工序焦化厂控制,高炉生产工序只能根据来料成分来调整操作,进而控制生铁硫含量,因此实际生产中会出现焦炭含硫>0.8%的情况。当含硫>0.8% 时,需要提升[Si]来控制生铁含硫,根据模型计算[Si]上调的幅度可参考:焦炭含硫+0.01%,[Si]相应提高0.015%~0.02%;同时对焦化厂提出改善要求,使其满足高炉低硅冶炼生产需要。
3 效果分析
3.1 指标情况
通过改善实施,3# 750 m3 高炉生铁含硫量逐步下降,10月份均值下降到0.014 5%,生铁一级品率由 74.39% 提升至 98.18%,三类品率由 2.88% 降至0%,生铁质量显著提高;改善后与改善前相比生铁含硫量的控制过程波动幅度减小,总体均值得到降低,标准差得到显著改善。
3.2 效益
根据莱钢生铁加减价标准,计算铁水加减价年效益为 200 余万元;减少了工业轻碱的使用量,年效益30余万元。攻关完成后基本去除了炼钢脱硫处理时间及脱硫费用,进而缩短铁水罐调运周期,提高钢、铁产量;同时减少脱硫造成的铁水热量损失,为转炉增加废钢配加量降低吨钢成本创造条件。
4 结 论
4.1 应用科学严谨的分析方法、工具可准确找出影响当前高炉生铁含硫的关键因子,从而实现质量指标的快速提升。
4.2 在攻关过程中,统计分析的精准要求同粗放式生产及以往的惯性思维经常性地形成矛盾冲突,跳出传统操作视角换一个通过数据统计的角度来看待高炉操作,有助于转变思维模式,是炼铁工作者对固有操作习惯、思路的一种革新。
4.3 大数据统计分析技术尤其擅长解决像高炉这种影响因素较为复杂的问题,因此可以推广到高炉其他方面的操作控制上。将高炉炼铁日常生产的控制参数加以统计分析,可以有效地帮助我们量化操作参数,有的放矢,为科学准确地解决问题提供可靠依据,从而逐步实现标准化、自动化稳定生产。
参考文献:
[1] 刘云彩.现代高炉操作[M].北京:冶金工业出版社,2016.
[2] (德)德国钢铁工程师协会 . 渣图集[M]. 王俭,彭㥔强,毛裕 文,译.北京:冶金工业出版社,1989.