
闻一帆,刘 晓
(莱芜钢铁集团银山型钢有限公司,山东 莱芜 271104)
摘 要:莱钢2#1 880 m3高炉于2018年7月12日点火投产,从选择开炉料及其填充方式、提高烘炉效果、开炉初始制度和加风节奏以及送风过程中的炉热炉况调整等方面优化开炉过程中的炉温平衡,取得了良好的效果。开炉第6次铁水温度达到1 500 ℃,后续的降硅过程平稳进行,第13次出铁时铁水硅降至1.0%以下。从开炉准备和点火送风2个阶段介绍了莱钢2# 1 880 m3高炉开炉过程中的炉温平衡操作和实际效果。
关键词:高炉;炉温;布料制度;风温
1 前 言
莱钢 2#1 880 m3 高炉于 2018 年 3 月 15 日实施18 h 计划检修,期间为加强对碳砖侵蚀情况的监控,在炉底加装电偶,发现温度达到930 ℃,经研究决定实施高炉大修。原计划 122 d,实际 119 d,于2018 年 7 月 12 日 18:16 点火开炉。开炉后 50 h 风量4 000 m3 /min,实现全风作业,3 d实现日达产,利用系数2.27,产量4 270.16 t。开炉期间的炉温平衡控制出色,为高炉快速达产奠定了良好的基础。
2 开炉准备阶段
开炉准备阶段主要有开炉料的选择、烘炉、开炉料的填充以及高炉初始制度的选择等,开炉料需要保证开炉后炉内充分升温,保证初渣铁的温度和流动性。制定正确的高炉填充料装入方案和高炉初始制度,是在高炉送风初期形成合理的软熔带保持良好炉况的基础,是高炉顺利开炉的关键[1]。烘炉的目的是缓慢蒸发高炉内耐火材料砌体内的水分,提高砌体整体强度,烘炉的效果一定程度上影响开炉初期的热量平衡。
2.1 开炉料选择
本次开炉借鉴1#1 880 m3 开炉经验,开炉料分9段装入,开炉料的总焦比3.5 t/t。第1段装干渣、铺底焦和硬杂木;第2段装净焦;第3段装空焦;第4~9段装正常料,矿焦比平稳过渡。第6段金属料负荷分配按照由下到上0.6、0.8、1.2、1.6、2.0、2.2,九段负荷料焦比 2 780~758 kg/t,全炉渣比>800 kg/tFe,正常料炉渣碱度为1.05,空焦碱度1.1,全炉碱度 0.8。本次开炉料结构为:烧结矿 75%,球团矿25%。填充料在炉内落下距离长,易粉化,为此对开炉填充料的质量有一定的要求,同时要求筛分干净,入炉粉末少,称量时矿石的排出速度控制在合适范围。开炉前提前将烧结矿仓1#~4# 全部更换为单层筛,焦炭15#、16# 更换为30 mm振筛。
2.2 烘炉效果
莱钢2#1 880 m3 高炉本次大修炉缸炉底为湿砌超微孔碳砖,采用美固美特浇注料整体浇筑代替原陶瓷杯垫,本次烘炉重点是炉缸、炉底的浇筑料及碳泥里的水分。由于没有烘炉经验可以借鉴,按照升温、恒温、再升温、再恒温和降温几个阶段的烘炉模式,同时根据本次炉缸砌筑与浇筑情况,延长150 ℃恒温段至60 h,后因炼钢检修滞后,600 ℃恒温段由72 h延长至102 h,总烘炉时间由8.75 d延长至10 d19 h。烘炉结束时废气取样结果烘炉水分与大气水分差值在1 g/m3 之内,达到烘炉要求[2]。
本次烘炉严格按照烘炉曲线进行烘炉,烘炉结束后检查炉缸浇筑情况,没有发现裂纹,也没有发现料子脱落现象;烘炉期间进行灌浆作业,灌浆结束后,在封板以上(标高5.8 m)及4层冷却壁中部各开 4 个排水排汽孔,防止灌浆料糊堵排气孔,烘炉期间水汽有效排除,开炉后风口带仍有水流排出;开炉后炉底封板四周及附近排水排汽孔有煤气火,鉴于本次烘炉排水排汽情况,如有类似浇筑炉缸烘炉可以砖衬表面埋设的热电偶温度为准,风温为参照,烘炉时送风比不能超过0.6。
2.3 开炉料填充
莱钢 2#1 880 m3 高炉在炉料填充初期,为保证装入炉料不碰撞炉墙,净焦按16°、空焦按22°进行固定倾角旋转布料。为了填平中心,保证料面平整,中心略高,最后1批净焦(即第25批净焦)按照10°布在中心位置;最后1批空焦(即第18批空焦)改为净焦按照10°布在中心位置。净焦和空焦布完后,为了得到较好的料面形状,采用多角度多环布料装入焦炭,把炉料铺开,调节料流阀开度控制布料圈数在10~12圈,当料线到6 m时,根据实际料面情况调整布料档位,逐渐形成最终理想的料面形状。本次装料为确保布料均匀、料面平整,按要求净焦、空焦每6罐倒1次β正反转,金属料每2批倒1次β正反转,从最终料面形状来看,料面均匀,东北方向料线相差最深不超过1 m。
2.4 开炉初始制度的选择
莱钢2#1 880 m3 高炉开炉复风堵10个风口,18个风口送风,风口面积0.217 m2,初始风量为1 800 m3/ min,风温为850 ℃,结合布料测试结果,并参照莱钢1#1 880 m3 高炉开炉的布料制度设定初始布料制度。
3 送风过程中的炉温平衡
送风后最重要的是尽快提高炉缸温度,使初渣具有相当高的温度及良好的流动性,易于排出。送风初期炉内蓄热不充分,考虑到可能发生突发事故引起高炉休风,要根据蓄热情况慎重增加负荷,铁水温度高低是炉内蓄热状况的最可靠表征。莱钢2#1 880 m3 高炉通过控制加风节奏、调节风温、调整负荷平衡送风后的炉温,同时严格管控送风过程中的炉况,有变化及时调整,确保炉况的稳定运行。
3.1 加风节奏
软熔带形成之前,该过程主要进行硬杂木燃烧,炉内物料预热,高炉可以接受较快速度加风。但是考虑到硬杂木的均匀燃烧,为保证料面均匀下降,避免燃烧过快造成下部空间腾出过快导致崩滑料不断,对软熔带形成出现不利影响,该阶段有一个适当的加风速度。软熔带一般在送风后8~12 h形成,在软熔带形成过程中,煤气中CO含量出现急剧升高,利用率上升,高炉的压差不断升高,易出现连续崩滑,该阶段需减缓加风速度或不进行加风操作。莱钢 2#1 880 m3 高炉送风后在引煤气之前风量维持1 800 m3 /min不变,引煤气后开始开风口加风,原则上每次加风不超过200 m3 /min。优先开铁口附近的风口,开风口以实际风速为依据,实际风速为220~ 260 m/s。开炉期间风量顶压的变化趋势见表1。
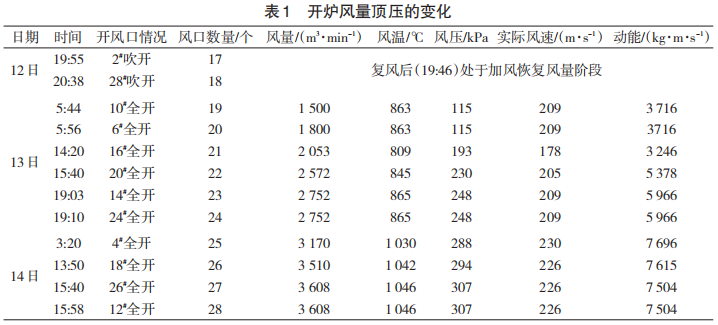
在送风后13 h,风压开始逐渐上行,透指由24降低至 21.5,最低 21.3,期间未有崩料现象发生,为过渡软熔带形成,减风 200 m3 /min 过渡。软熔带形成之后主要根据高炉炉况进行加风,同时平衡好炉热状态。当高炉顺行、风压在合适的水平、下料均匀、无管道或悬料等异常情况,可适当加快加风节奏。出首次铁后的加风速度需结合炉前作业情况进行。本次软熔带形成后炉内透指持续偏低,开风口加风减慢进行。送风后 19 h 透气性改善,开始逐步开风口加风,送风后 20 h,开风口 4个,风量最大 2 700 m3 /min,至首次铁前共 22 个风口送风。
莱钢2#1 880 m3 高炉在软熔带形成后平均每小时风量增加200 m3 /min。从开炉实绩看,本次开炉加风速度在软熔带形成之前偏快,造成高炉风压高,在今后的开炉加风时可放缓前期加风速度,根据炉温实际情况可加快20 h后的加风速度。
3.2 风温的调整
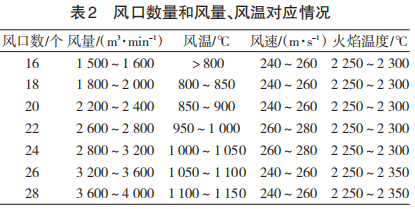
开炉初期风温的使用有利于快速加热炉缸,莱钢 2#1 880 m3 高炉开炉时初始风温为 850 ℃,之后按照一定节奏提高风温。在软熔带形成期间,风温暂时维持;确认炉况稳定顺行后,按照计划速度逐步增加风温 ;开炉 3 d 后风温稳定到(1 150±10)℃,5 d后风温达到(1 200±10)℃,风温稳定后有利于综合负荷的稳定,保证铁水热量。开炉期间风口数量和风量、风温对应情况见表2。
3.3 负荷及布料制度调整
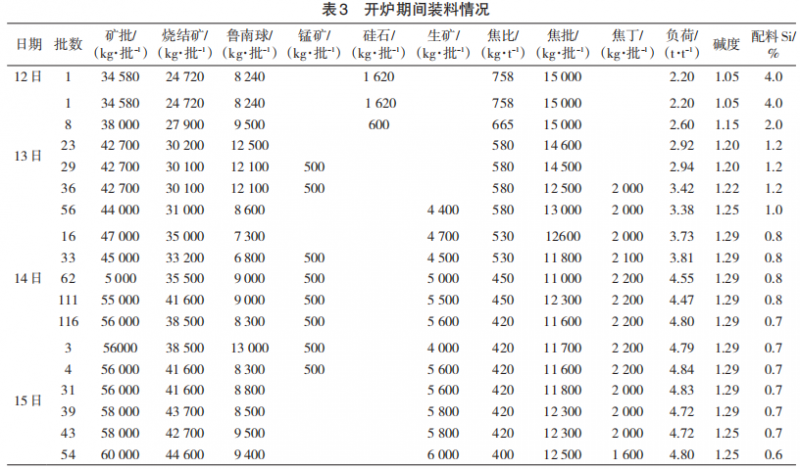
7月13日引煤气后第8批料焦比由758 kg/t调整为665 kg/t,金属料负荷2.6 kg/tFe;第23批将焦比调整为580 kg/t;第29批开始每批配加锰矿500 kg;56批料后停配锰矿。14日第16批焦比调整为530kg/t,33批开始每批配加锰矿500 kg 。14日夜班风温1 000~1 050 ℃,燃料比按643 kg/t进行平衡;白班风温 1 000~1 045 ℃,燃料比按 590 kg/t 进行平衡,火焰温度2 200~2 250 ℃,风速220~240 m/s。7月13日第10批,期间为疏导中心气流,将中心圈焦炭加到7圈。14日33批为控制边缘气流,继续疏导中心气流将料制调整为:C。第 116 批焦比调整为 420 kg/t,配料碱度 1.29,配料 Si 0.7%,燃料比530 kg/t,基本接近正常生产水平。开炉期间 12— 15日详细装料情况见表3。
3.4 炉况调整
送风过程中没有进行大幅度的气流调整,说明本次开炉的初始制度选择合理,但开炉过程中仍出现了风压高的现象,送风过程中主要出现两次持续高风压:第一次是送风初期软熔带形成过程中的透气性变差导致压差逐渐上升。通过控制风量和调整料制,待软熔带形成后,风压逐渐降低。第二次是炉前作业不理想、炉缸储渣铁量多导致。西铁口深,东铁口浅,时间持续2 d,2场出铁量不均匀,西铁口出铁速度偏低,有铁后憋风现象。开炉初期因炉温高、渣量大,给渣处理系统带来较大压力,因渣处理故障埋皮带造成未喷堵口一次。
4 开炉炉温平衡效果
7月13日11:40东铁口煤气火逐渐减小,渣糊堵,累计风量158 万m3。12:28东铁口烧开后喷铁花、喷渣,堵口。13:35西铁口渣糊堵后烧开,喷渣铁和焦炭,堵口。15:10-15:17西场出第1炉铁,出铁约3 t,出渣约6 t,炉温3.647%,累计风量202.9 万m3,渣铁量少放火渣。17:00-18:02西场出第2炉铁,出铁约30 t,出渣约50 t,炉温4.189%,热量最高1 421 ℃。19:36-20:02东场出第3炉铁,投用撇渣器,出铁约 80 t,渣50(t 粒化),炉温3.798%,铁水热量1 405 ℃,渣铁流动较好。本次开炉炉温在控制范围内,与配料计算炉温相适应,由于硫磺稍高铁水热量不足,随金属料碱度逐渐作用,铁水硫磺降低,热量逐步升高。14日8:25西场第7次开口铁水温度维持在1 510 ℃ 以上。东场第9次开口后,炉温基本稳定在1.2%以下,开始计算炉次,高炉进入炉温调整阶段。
5 结 语
高炉开炉的炉温水平是炉料结构和品质、实际烘炉效果、炉料填充方式、合理的开炉操作制度和开炉过程炉热平衡以及送风过程中炉况顺行的综合结果,出铁后的降硅过程则根据实际炉温情况,通过提高产量和负荷,用风温和喷煤进行平衡。莱钢2#1 880 m3 高炉开炉首次铁水温度和降硅过程表明,在开炉过程中炉温平衡各环节均得到有效控制,配合良好,可供此类型高炉开炉参考和借鉴。
参考文献:
[1] 朱勇军.宝钢4号高炉(二代)开炉炉温平衡实践[J].宝钢技术,2016(1):36-40.
[2] 刘振均.宝钢大型高炉的开炉操作[J].炼铁,2005(9):50-53.