
秦洪涛
(天津钢铁集团有限公司,天津 300301)
摘 要:对天钢 1 号高炉提高煤比生产实践进行了总结。天钢 1 号高炉开炉后,通过采用精料入炉、改善焦炭质量、大矿批和高顶压操作、提高风温和富氧率等措施,高炉煤比达到并稳定在 155 kg/t~160 kg/t,焦比降到 330kg/t,利用系数达到 2.7 t/m3·d。
关键词:高炉;煤比;富氧
0 引言
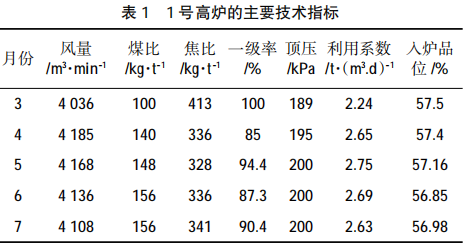
天钢 1 号 高炉有效容积为 2 000 m3,采用新日铁外燃式热风炉,共设有 28 个风口,3 个铁口。2019年 3 月 16 日,自 2018 年冬季限产开炉后 5 天实现了快速达产,又通过优化高炉操作、改善原燃料质量、提高风温等措施提高煤比,降低焦比,使高炉实现了高产低耗的目标。高煤比促进了高炉强化冶炼,并取得了良好的技术经济指标,主要的技术经济指标见表 1。
1 提高煤比的主要措施
1.1 优化炉料结构,实现精料入炉
高炉生产“七分原料,三分操作”。原燃料质量是高炉稳定顺行和提高煤比的基础。基于该理论,天钢 1 号高炉严抓原燃料质量管理,要求当班工长必须保证看料 2 次,做好对比,当原燃料有变化时要及时做好应对,防止对炉况产生大的影响;加强了烧结矿筛分管理,在每个烧结筛的上给布料板上加装挡板控制料流速度,严格控制排料 t/h 值约130,以保证筛分效果,严格控制入炉粉末率;要求矿槽岗位工每班至少清理两遍筛网,尤其是杂矿筛。特别是在雨季时,矿筛极易堵塞,对于湿泥多的入炉料,要在筛网上给和下给加焦炉煤气火烘烤,将湿泥烤干,从而尽量保证筛分效果。
1.1.1 稳定烧结矿成分
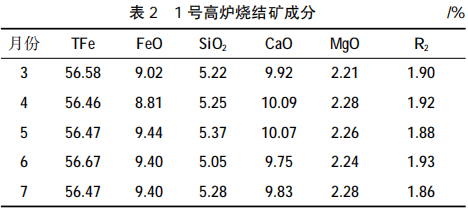
天钢 1 号高炉的炉料结构为烧结+球团+块矿,烧结矿配比≧70%,熟料比保证逸80%。烧结矿占比在 70%以上,因此烧结矿的质量好坏对高炉顺行起到了关键作用。天钢 1 号高炉非常注重烧结矿的成分稳定性,这样可以稳定渣系,为高炉顺行和提高煤比创造了条件。高炉烧结矿成分见表 2。
1.1.2 加强监控焦炭质量
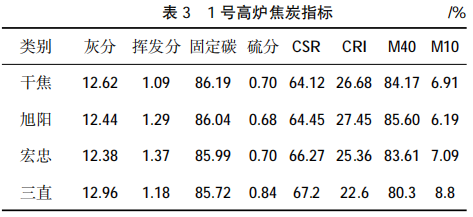
煤比提高后,焦炭的料柱骨架作用显得异常重要,这是因为对料柱的透气性有了更高的要求,当焦炭质量下降时,焦炭在炉内粉化严重,料柱骨架作用势必会恶化,最终导致料柱透气性变差,炉况顺行受影响,从而限制了煤比的提高。天钢 1 号高炉用的焦炭均为外购焦,焦炭成分和质量的稳定性得不到保证,因此,加强对焦炭质量的监控非常重要。在实际生产中,要求每个班都要密切关注焦炭粒度,及时调整闸门开度,保证筛分;每个班都要烤焦炭水分,对应及时调整焦炭负荷,避免水分变化造成炉况波动。天钢 1 号高炉使用焦炭包括干熄焦和湿焦,湿焦主要有旭阳、宏忠和三直 3 种。天钢 1号高炉焦炭的质量指标见表 3。
1.2 喷吹混合煤
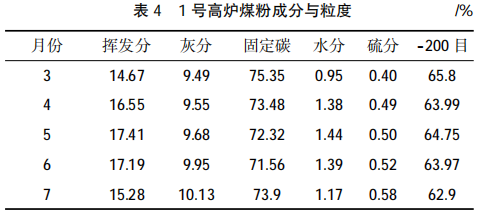
天钢 1 号高炉采用烟煤和无烟煤混合喷吹。烟煤优点是挥发分高,燃烧性好,但发热值低;无烟煤的优点是发热值高,但挥发分低,燃烧性不好。烟煤和无烟煤混喷有利于提高煤比和置换比。烟煤中含有一定量的水分,在风口燃烧带分解,可以促进燃烧。适当提高喷吹煤粉挥发分的含量,能够提高煤粉的燃烧率,有利于煤比的提高。对于煤粉粒度,要求粒度越小越好,能够提高煤粉燃烧率,但粒度过小,会导致磨煤机电耗增加,不太经济。根据经验,煤粉粒度-200 目应在 70%以上,而天钢 1 号高炉的煤粉粒度基本在 65%左右,还有待提高。煤粉成分及粒度见表 4。
1.3 优化高炉操作
1.3.1 大矿批
随着煤比的提高,炉内料柱透气性逐渐变差。喷吹量增加后,炉内焦炭量相对减少,O/C 上升,软熔带焦窗变薄,对气流通过形成了较大的阻力。为减小煤气流通过的阻力,就需要增加焦炭层在炉喉的厚度,以保证一定的软熔带焦窗厚度。而焦层厚度取决于焦批的大小。采用大矿批后确保了焦层厚度,提高了炉内透气性,稳定了气流,有利于高炉顺行。天钢 1 号高炉的矿石批重基本保持在 55 t/批左右,焦批基本保持在 11 t/批左右。
1.3.2 高压操作
提高煤比以后,料柱中 O/C 比上升,加之未燃烧的煤粉量增加,恶化了料柱透气性,从而导致压差升高。由于炉内焦炭的数量减少,炉料重量上升, 有利于炉料下降,允许适当高压差。而高顶压有利于降低煤气流在炉内的流速,增加了煤气流与矿石的接触时间,有利于间接还原的进行。因此,天钢 1号高炉在日常操作中提高顶压并稳定在 200 kPa,压差控制在 165 kPa 以内。
1.3.3 稳定高风温和提高富氧率
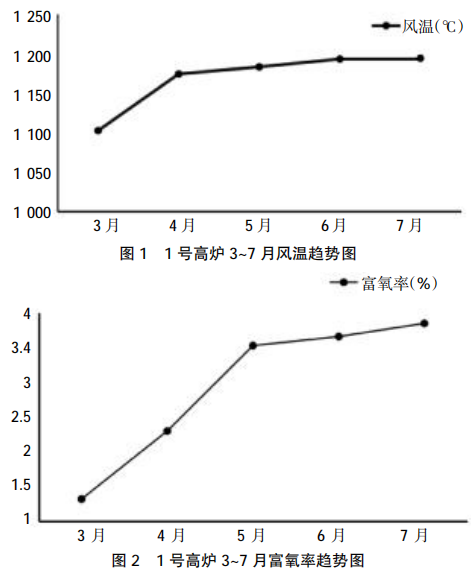
高炉喷吹煤粉后,风口前理论燃烧温度会降低,而高炉要求有适宜的理论燃烧温度来保证炉缸的热状态,根据经验,理论燃烧温度在 2 200~2 350 ℃为最佳,提高风温和富氧都有利于理论燃烧温度的提高。在风温的使用上,兼顾了送风装置的安全, 天钢 1 号高炉风温基本稳定在 1 200 ℃。在富氧的使用上,天钢 1 号高炉的富氧量已稳定在 12 000m3 /h,富氧率达到了 3.85%。每增加 1%富氧率,煤比可以相应提高 15~20 kg/t,当高炉富氧率达到 3.5%以上时,煤粉置换比可提高到 0.95~0.1,富氧的效益增加。天钢 1 号高炉风温使用情况见图 1,富氧率见图 2。
1.3.4 严格控制炉温
日常操作方针中,含硅量是 0.35%~0.45%,物理热要求 1 500℃左右,实际生产中严格按照标准化操作,杜绝炉温波动大而影响炉况顺行。并建立了考核制度,对硅含量超出操作方针的按级做出相应 考核。
1.3.5 制定合理的操作制度,维持合理的气流分布
高炉稳定顺行的基础是获得合理的煤气流分布,而要取得合理的煤气流分布,在调剂上就要采取上下部调节相结合的方法。煤比提高后,炉腹煤气量增加,边缘气流发展,中心气流相对变弱,对于下部调剂,就需要适当的缩小风口面积,以达到发展中心,适当抑制边缘气流的目的。天钢 1 号高炉28 个风口均采用 500 mm 的长风口,27 个直径 120mm 和 1 个直径 130 mm 的风口,风口面积为 0.3185 m2。在上部制度上,天钢 1 号高炉采取增加中心焦量、加大边缘负荷、矿焦层同时外移平铺的方法,有利于开放中心气流,抑制并稳定边缘气流。天钢 1 号高炉的布料矩阵为![]() 角差为 11.5°,其 中角度根据炉况需要不断调剂,总的来说最大角稳定在 41°~42°。尤其是 6,7 月份进入雨季,入炉粉末率增多,料柱透气性明显变差,总体压差升高,风量萎缩,这时就总体缩小角度,保证两股气流畅通,有利于高炉顺行。
角差为 11.5°,其 中角度根据炉况需要不断调剂,总的来说最大角稳定在 41°~42°。尤其是 6,7 月份进入雨季,入炉粉末率增多,料柱透气性明显变差,总体压差升高,风量萎缩,这时就总体缩小角度,保证两股气流畅通,有利于高炉顺行。
1.4 细化操作,加强炉前出铁管理
提高煤比后,天钢 1 号高炉作业区加强了对炉内的管理工作,要求炉内工长精细化操作,每小时必须看风口,提前判断炉况走向,及时调整;正常情况下,每小时的喷煤量只允许调整一次,且后半小时不得调整,避免因调整喷煤量而导致喷煤压力波动,从而影响高炉顺行。
提高煤比后,高炉压差升高,炉缸透气、透液性恶化,出铁前炉缸内渣铁液面的上升,往往会造成憋压,导致风量萎缩,因此及时出净炉内渣铁尤为重要。高炉对炉前工作提出了更高的要求:(1)铁口深度严格控制在 2 800 mm 左右;(2)炉前操作要精心,减少冒泥次数,避免因冒泥导致铁口变浅、难开,从而引起炉内憋压;(3)灵活控制铁间隔和钻头,开口后 1h 不下渣时,要及时打开第二个铁口重叠出铁;(4)加强了对炮泥质量的管理,当有的炮泥质量出现问题时,与质量好的炮泥掺和使用或直接停用,避免因炮泥质量不好导致铁口难开;(5)对开口机进行改造,将开口时用的压空改为压力更高的氮气,这样更有利于钻铁口时炮泥末的吹出,提高了开口成功率。
2 结语
天钢 1 号高炉所用焦炭都来自外购,质量不稳定,尤其旭阳和干焦的热性能不太好,三直的冷强度较差,成为了煤比再提高的限制条件。
天钢 1 号高炉所用的煤粉粒度<200 目的煤粉 占比偏低,要继续挖潜,以保证煤比的稳定性。 高炉稳定顺行是提高煤比的前提条件,要以精料为基础,严格控制入炉粉末率,加强上下部调剂相结合,保持煤气流的合理分布,开放中心,稳定边缘,保证高炉稳定顺行。 炉内工长要细化操作,密切关注外围变化,严格执行高炉作业区的管理制度,为煤比的稳定和再提高创造条件。
参考文献
[1] 周传典.高炉炼铁生产技术手册[M].北京:冶金工业出版社,2005.
[2] 张宏星. 青钢高炉大幅度提高煤比的措施 [J]. 炼铁,2010,29(1): 45-47.
[3] 马辉.安钢 9 号高炉富氧喷煤生产实践[J].南方金属,2009(166): 52-54.