
张凡 敏
(山钢股份莱芜分公司 炼铁厂,山东 莱芜 271104)
摘 要:运用六西格玛方法,通过对烧结原料配料流程的细化分解,分析得出12个关键可控因子,利用FMEA分析对12个因子进行分类改善,并结合实际生产条件组织优化试验探测最佳因子控制水平,实现了混匀料平均偏差由0.58降至0.38。
关键词:六西格玛;矿粉;混匀堆料;混匀取料;平均偏差
1 前 言
为适应降成本、压库存需求,山钢股份莱芜分公司炼铁厂(以下简称炼铁厂)实时分析矿料性价比,动态调整最佳经济矿矿种,实现了矿料成本的有效降低。但频繁调整及矿种多变加剧了混匀料质量波动,给生产质量带来了不可忽视的影响。2014年以来,莱芜分公司炼铁厂混匀料Tfe、SiO2波动显著升高,导致烧结矿品位及碱度波动相对加大,从而影响到高炉的稳定顺行。根据经验,混匀料SiO2波动是制约烧结碱度的要因,且Tfe 波动每降低 0.1%,烧结矿产量提升 0.28%,因此提升混匀料质量稳定性,尤其是关键指标Tfe、SiO2稳定性,是必要且迫切的。
六西格玛(6δ)管理是一种系统的过程改进方法,是一套行之有效的解决问题和提高企业绩效的方法论。运用 6δ 方法提升烧结矿混匀料稳定性,应用统计工具通过对现有过程进行界定、测量、分析、改进和控制,消除过程缺陷和无价值作业,从而实现项目目的。
2 关键影响因素分析
2.1 工艺流程分析
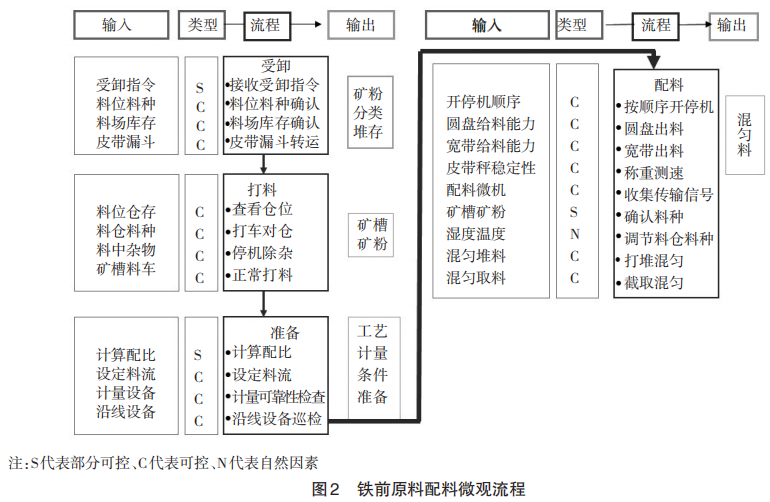
梳理烧结原料配料工艺流程(见图1),关键生产工序主要有 4 个:受卸、打料、准备、配料。结合实际岗位操作步骤细化流程(见图2),分析得出12个重要输入因子。

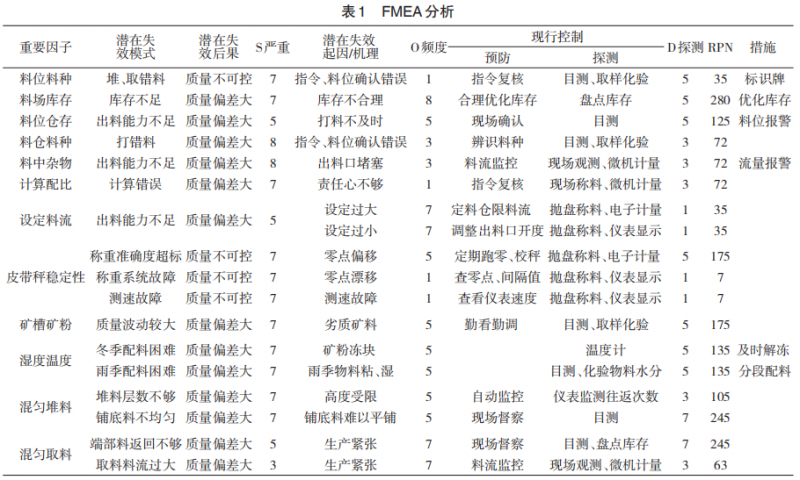
针对12个重要因子做失效模式分析(见表1),按照 RPN 值>100、合计比例 80% 的原则,确定下一步改进的关键重要因子 7 个:料场库存、混匀堆料、混匀取料、矿槽矿粉、皮带秤稳定性、湿度温度和料位仓存。经初步分析,其中混匀堆料、混匀取料、皮带秤稳定性、料位仓存这些原因清楚,可操作性强,可作为快速改善项目。
2.2 部分因子快速改善
2.2.1 混匀堆料
各类固体废弃物在烧结匀料系统进行循环利用,取得了较好的经济效益,但给烧结原料生产质量控制带来了一定难题。改善前,部分固体废弃物如炼钢污泥等多采用“间隔卸车”方法进行铺底,铺底料离散性能较差,均匀性极差,且机动车调度困难,混匀料堆平均偏差>1.0以上。协调型钢灰、烧结灰、高炉灰等进入杂矿堆参与配料,对离散性能较差的固体废弃物,能进入杂矿堆的及时打入杂矿堆参与配料;必须铺底的采用“统筹计算,定点定格”的卸车方式,提升混匀堆料铺底料的均匀性;同时,定期累计日报数据中的废弃物计量数据,合理计算并报生产计划科确定机动车辆使用时间,解决机动车调度难题。
2.2.2 混匀取料
从理论上讲,为确保混匀料均匀性,混匀料堆两头的端部料必须全部取回。但由于生产紧张、返回成本等原因,仅能返回一定比例的端部料。改善前,端部料返回比例越来越小,且存在头端部料不返回现象。通过协调联系、严格论证,确定每堆头、尾端部料必须返回,不留死角,每堆返回 1 000~1 500(t 按2.5%~3%比例控制)。
2.2.3 皮带秤稳定性
由于原料系统生产环境较差,振动、粉尘等因素造成皮带秤不稳定甚至失灵,直接影响到混匀料质量稳定。改善前,原料配料皮带秤稳定性指标分辨度仅为 7 左右(2011 年分辨度为 10 以上)。通过执行“固定调零”措施,保证电子秤稳定;执行“维护保养”措施,保证皮带秤运行环境稳定。改进后,原料配料皮带秤稳定性指标分辨度恢复为10以上。
2.2.4 料位仓存
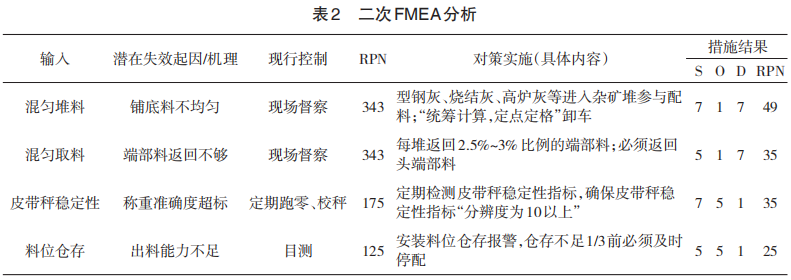
为保证混匀料质量稳定,料位仓存应保证在1/ 2至2/3的水平,但受岗位人员紧张、生产紧张、控制水平不足等因素影响,经常出现料位仓存不足未能及时停配现象,严重制约了混匀料质量稳定性。通过安装料位仓存报警、利用历史趋势图加强工艺督察等措施,实现了仓存不足1/3前必须及时停配要求。一系列快速改善计划实施后,进行了二次FMEA(见表2),RPN值显著下降,效果显著。
2.3 其他因子试验分析
尽管“料场库存、矿槽矿粉、湿度温度”3个因子同时对混匀配料起着制约作用,但由于因子之间不存在关联性,用单因子试验分析。分析中发现混匀料(Tfe、SiO2)平均偏差与“料场库存、矿槽矿粉、湿度温度”均有显著影响。但受实际生产条件制约,针对“矿槽矿粉”因子采取的措施有:优先安排离散性能最差的矿粉到出料性能最好的矿槽,通过技术改进提升矿槽出料性能;针对“湿度温度”因子采取的措施有:雨季降低配料料流,冬季开启解冻库,雨季冬季尽量减少水分高的矿粉配加量。针对可控的“料场库存”因子,尽管从理论上讲为保证混匀料质量应至少保持实际库存满足配料需求,但受生产成本压缩等因素影响,需科学、合理控制库存,在质量与成本的夹缝中寻求最佳控制水平。
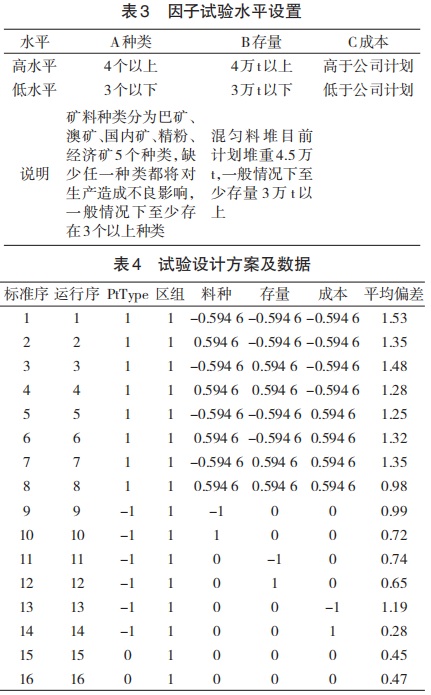
为尽可能压减矿料成本,目前实际料场库存不仅量不够,还存在矿料结构不合理问题。为此,选出3因子(种类、存量、成本)2水平进行试验设计。
因子试验水平设置见表3。试验设计方案及数据见表4(通过查询相关历史数据,填充试验结果)。
对平均偏差与料种、存量、成本的回归分析结果如下:
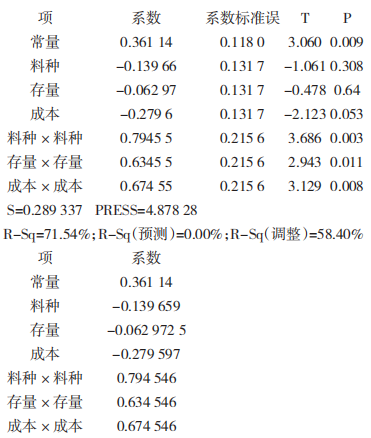
从回归分析结果来看,试验结果并不十分理想,主要原因是受生产条件限制影响,用历史数据来填充试验结果无法代表真实试验值。用响应优化器对料种、存量、成本进行响应优化,寻找最优组合。响应优化结果见图3。
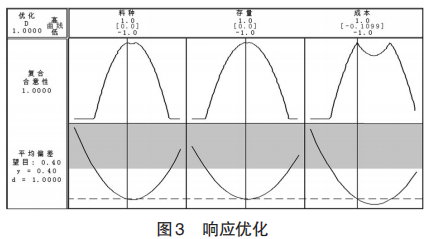
通过上述分析可粗略提供参考结论:
1)料场料种至少要维持在4~5个矿料种类。2)料场存量至少要维持在 4 万 t 以上。3)加强动态管理,控制料场库存矿料成本在合理范围,实现“低成本、高质量”的配料效益最大化目标。
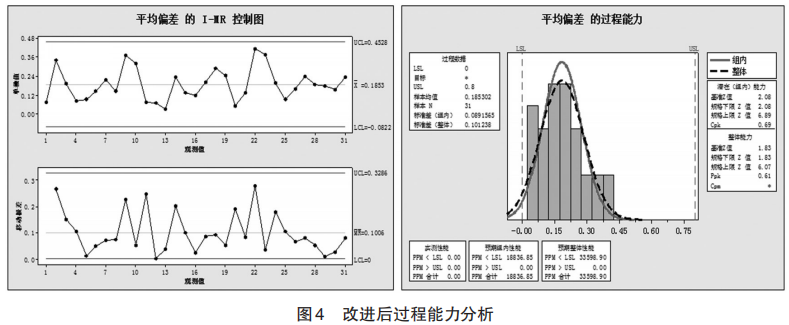
3 改进效果
选取改进后9月上旬老区混匀料的Tfe、SiO2含量数据,分析计算混匀料平均偏差,西格玛水平的Z 值提高到了 1.83(见图 4),混匀料质量西格玛水平、Ppk、Cpk 比改善前显著提高,过程能力得到大幅提高。基本能满足工序要求,达到项目要求。
4 结 语
一系列提高混匀料稳定性措施实施后,混匀料平均偏差由 0.58 降至 0.38(其中:Tfe 平均偏差由0.62 降 低 至 0.38;SiO2 平 均 偏 差 由 0.51 降 低 至0.37),满足工艺标准要求(≤0.40)。但成本压力与日俱增,如何平衡“产量与质量”,寻求最佳库存限量是决策企业战略方向的科学依据。受试验条件制约,目前响应优化器的威力和作用还没有完全发挥出来,尚需进一步研究解决。
参考文献:
[1] 龙红明.铁矿粉烧结原理与工艺[M].北京:冶金工业出版社, 2010.
[2] 肖扬,翁得名 . 烧结生产技术[M]. 北京:冶金工业出版社, 2013.