
冯磊,侯向平
(陕钢集团汉中钢铁有限责任公司,陕西 勉县 724200)
摘 要:汉钢 2 280 m3 高炉检修中发现炉顶布料溜槽倾动故障,高炉被迫延迟送风 48 h 进行更换,通过优化复风方案,合理控制各项操作参数,复风 60 h 后,主要经济技术指标已恢复至正常冶炼水平。
关键词:高炉;操作参数;炉况恢复;经济技术指标;冶炼水平
0 引 言
陕钢集团汉钢公司2 280 m3 高炉由中冶南方设计,于 2012 年 8 月 15 日点火投产, 自 2012 年10 月份开始喷煤富氧后,各项技术经济指标逐年均有所提升;2016 年 9 月 13 日计划检修 16 h,检修过程中发现炉顶溜槽倾动齿轮磨损严重,不能倾动到位,被迫延迟复风 48 h 更换,超计划延迟送风给炉缸、炉温和炉料透气性造成严重冲击,给炉况恢复带来巨大困难,风口频繁烧损、低炉温及透气性差[1]。
大型高炉的超计划检修,热量的损失很难准确估计,应结合休风时间的长短、炉体老化程度、炉容大小、休风前炉温水平及炉况的好坏等因素综合考虑,补热应适当多些,这样可以为炉缸提供足够的热量,有利于炉况的快速恢复[2]。
1 计划检修前高炉状况
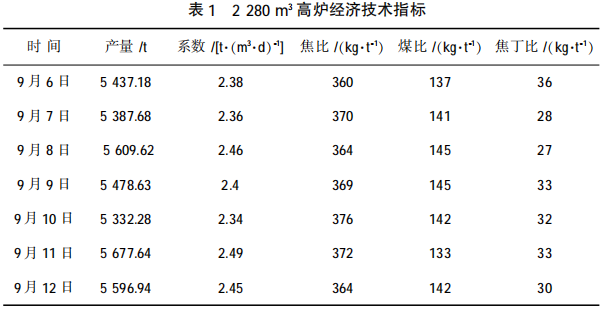
1)休风前 1 周经济技术指标见表 1。
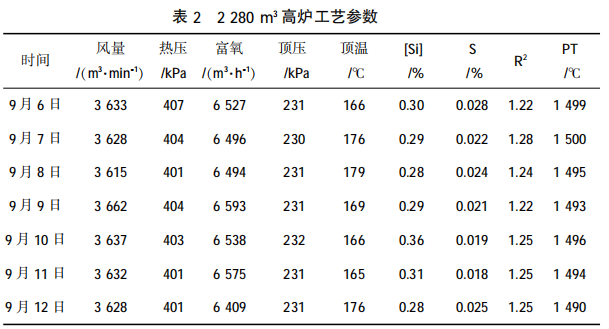
2)休风前,炉况整体稳定顺行,风量、风温、顶压等参数均处正常水平,物理热充沛,炉缸活跃。具体工艺参数见表 2。
3)计划检修 16 h 休风过程控制
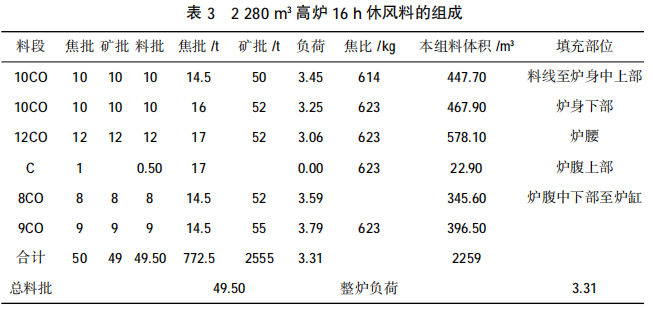
(1)布料矩阵:C82726252423213O928373625241、休风料见表 3;
(2)休风前一个班停用块矿,配加锰矿 0.5 t/批;
(3)酸性料配比可根据烧结矿碱度及实际炉渣碱度进行调整;
(4)把握好上休风料时间,保证休风料下达指定位置;
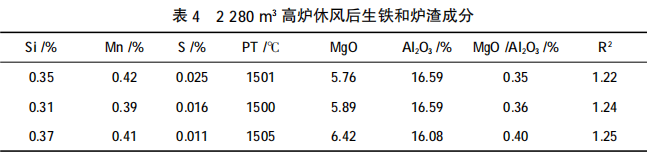
(5)休风后炉温、物理热及渣系参数见表 4。
2 复风操作
延迟送风 48 h,在复风料的制订上主要考虑补充热量,对于高炉无计划休风和和已经下休风料、实际休风时间远超过计划休风时间两种情况,在制订复风料上要区分考虑[3]。
对于无计划休风,要重点考虑集中加足量的焦炭。焦炭的加入方式一般采取底焦+轻负荷料,底焦的数量要考虑非计划休风时间的长短,加入体积至少要达到炉缸体积或炉缸至炉腹中部的体积水平;对于高炉已经下休风料、实际休风时间远超过计划休风时间的情况,由于料柱焦炭负荷较轻,复风料以轻负荷料为主,适当集中加入附加焦[3]。
2.1 复风前准备工作
1)检查确认各系统入孔封闭好,开口机和泥炮等设备运转正常。
2)东场具备出铁条件,主沟沟底垫焦粉后铺河沙,再用捣打料作出沟型,两侧沙坝挡,开口机角度由 14°调整为 9°。
3)送风装置密封严实,需堵的风口小套,送风前重新堵泥确保不被吹开。
4)干渣坑具备放干渣的条件。
5)热风炉提前引煤气烧炉、预热热风总管,送风前尽可能提高风温。
6)恢复炉况期间停块矿、焦丁,改善高炉料柱透气性[4] 。
2.2 复风料参数
1)布料矩阵:C92827262524213O82736352
2)风口配置 115 mm×18+120 mm×10=0.3270 m2,超计划休风 48 h,炉缸亏热多,易形成冷渣铁,可能会造成炉缸不活跃甚至烧坏小套[3],送风前,开东场铁口上方 1#、2#、3#、4#、25#、26#、27#、28#8 个风口复风 S8=0.0803 m2。
2.3 炉况恢复进程
长期无计划休风恢复过程中,炉缸堆积大量凉渣凉铁,炉缸工作不均匀活跃,送风后炉前要积极组织出铁,高炉引煤气后开始出第一次铁,之后确保零间隔出铁,以尽快排出凉渣铁,有效消除风口破损,实现煤气流的合理重建,加快炉况恢复进程[5] 。
1)复风操作及炉前出铁情况
9 月 15 日 21:56 高炉送风,共休风 3 833 min,延迟送风约 48 h,起始风量 900 m3/min、1#、2# 料线深度为 4.57 m、4.87 m、混风阀全关,风温 820 ℃,后期风温逐步提高,在炉况能承受的范围内尽可能提高风温,9 月 16 日 8 点送风温度已达 1 220 ℃,后根据炉况进行调整。
23:55 高炉适时引煤气后,16 日 1:07 开一次铁,渣铁流动性尚可,捅风口圆个,适时加风,风量提高至 1 250 m3 /min ,16 日全天出铁 11 次,渣铁流动性尚可,后因炉温偏低,仅在大夜班前期捅风口 4 个,后期一直 12 个风口运行。直至 17 日 8 点以后才捅第 13 个风口。
17 日开始随着净焦和轻负荷料下达后,炉温稍有起色,因复风后料线较深,崩料频繁,长期低料线造成炉缸严重亏热、渣铁黏稠,铁口通道频繁出现堵塞现象,流速过低,炉内生成渣铁无法及时排出,17 日大夜班后期渣铁已很难从铁口排除,开口即空喷,高炉接受风量能力差,透气性指数下降,风量逐步萎缩至 650 m3/min,风口工作状况差,严重影响了炉况的恢复。
好在炉前组织及时,17 日第五次铁(8:00 开 口)铁口空喷一阵后,陆续有渣铁流出,后期铁口逐步好转出铁约 300 t,后期逐步捅风口加风,随着出铁工作的进一步好转,加之净焦、2.0 轻负荷料下达后,炉缸温度稍有起色,后期喷煤、富氧后,炉温、炉缸温度进一步提高,渣铁流动性好转,炉前出铁趋于正常。
2)加风原则和过程
严禁亏着料线盲目加风,造成长时间亏料线。亏料线对高炉正常冶炼纯害无利,尤其是在富氧喷煤重负荷强化冶炼时更要注意[6]。加风过程中,控制加风速度与出铁能力相适应,不能操之过急,造成风口灌渣[7,8]。
开一次铁后,渣铁流动性尚可,为了加速轻负荷料的下达和加热炉缸。于 1:18 分别捅开 5#、24# 风口、2:30 分别捅开 6#、23# 风口,同时有节奏的逐步加风,16 日 3 点风量由 890 m3/min 增加至 1 250 m3/min,标准风速达到 186 m/s。
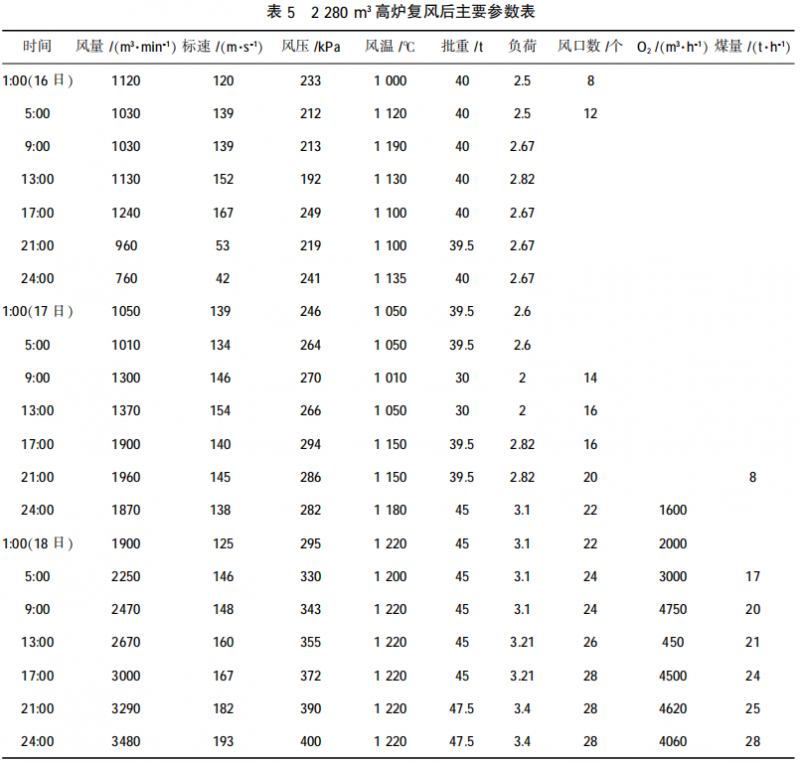
后期因炉缸热量不足,炉温偏低,16 日后期一 直 12 个风口运行,同时炉前出铁困难,风量持续萎缩,最低至 720 m3/min吗,17 日大夜班炉前出铁困难,8 点出铁后,炉前出铁趋于好转,逐步捅风口加风,至小夜班 2.0 轻负荷料基本下达风口,铁水温度已经上升到 1 350℃,渣铁排放基本流畅,随后决定加快了开风口速度,17 日 21:00 风量至 2 000 m3/min后,开始喷煤、富氧,9 月 18 日 14:30 捅开第 28 个风口,至 23:00 风量达到 3 500 m3 /min, 至此高炉各项操作制度和操作参数已全部恢复到正常生产水平。复风后主要操作参数见表5。
3)炉温、负荷及料制的调整送风后集中加 2 罐焦,总计 30 t、矿批缩至 40 t(含 1 t/批锰矿)、负荷退至 2.5,具体见表 6。
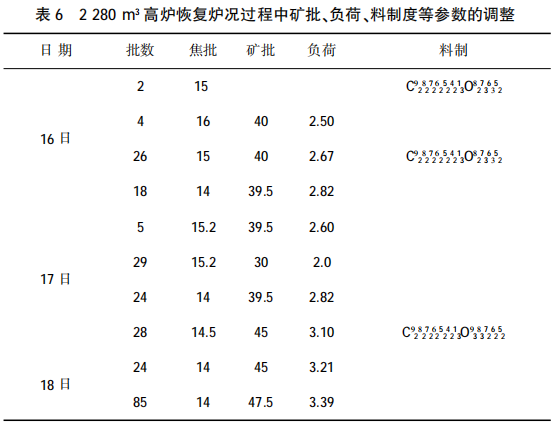
根据炉温及崩料较多分别加净焦于 9 月 16 日14 批、22 批、48 批,9 月 17 日 14 批加净焦各 15 t,复风 60 h 后,高炉各项经济指标即恢复至休风前的水平。送风前通过选择补焦炭的方式和集中堵铁口上面风口,送风后通过控制好加风速度和积极组织炉前出铁等一系列措施,减少了炉况的恢复时间和炉前的工作强度。
3 结 语
1)休风前炉况稳定顺行,炉温适宜,渣铁流动性好,休风后做好炉体密封保温工作,减少高炉热量损失是炉况快速恢复的基础。
2)复风初期密码,炉缸热量不足、铁水流动性差,炉前出铁组织比较到位,确保了炉缸残存的凉渣铁尽快排出,为炉况尽快恢复提供了前提条件;后期随着净焦,轻负荷料作用后,铁水物理热回升后,也为炉前出铁提供了有利条件。
3)高炉恢复期间袁尤其是初期加风一定要慢,加风必须以涨风量为前提;开风口加风应以稳定风速为原则,保持风口燃烧带的稳定。
4)复风后,对炉凉的严重情况认识不足,仅加净焦量 30 t,退负荷力度不够,加之频繁崩料、长期的低料线运行,造成炉温持续下行,炉温[Si]最低至 0.02%,后期甚至渣铁难以排除,增加了炉前工作强度,同时影响整个炉况的恢复进程。
参考文献
[1] 黄明芳,杨明胜. 大高炉计划检修超长延迟复风快速恢复实践[J].炼铁技术通讯, 2010(6):16-18.
[2] 刘新荣,伍世辉,袁铭杰. 韶钢 1 号高炉长时间无计划休风的炉况恢复实践[J]. 南方金属, 2014(6): 55-58.
[3] 冶金技术网.大型高炉长期非计划休风炉况如何快速恢复钥 http://www.sohu.com/a/200669387_466870,2017-10-27.
[4] 张雷. 翼钢 2 号高炉非计划长期休风快速恢复生产实践[C]//.2013 年炼铁及原料降本增效实用新技术新设备研讨会论文集, 2013.
[5] 杨守惠,高远. 邯钢 3200 m3高炉无计划休风炉况快速恢复实践[J]. 中国冶金, 2010, 20(8): 40-42.
[6] 牛卫军,赵晓亮,李宏飞,等. 安钢 6 号高炉短期休风后炉况的快速恢复[J]. 山东冶金, 2006,28(6):7-8.
[7] 高海潮,黄发元,等. 马钢炼铁技术与管理[M]. 北京:冶金工业出版社.2018.
[8] 周传典. 高炉炼铁生产技术手册[M]. 北京:冶金工业出版社,2008.