
王念欣,张 戈,董洪壮,袁宇皓
(山东钢铁集团有限公司研究院,山东济南250101)
[摘 要] 应用转炉专用砌筑设计方式、间歇式开氮气溅渣护炉、留渣操作、铁块渣补、底吹动态控制等综合炉衬维护技术,延缓了炉衬被侵蚀速度,提高了金属收得率,降低了造渣料、耐材、石灰、氧气、钢铁料等消耗,吨钢综合节省费用约 1.32 元。
[关键词] 炉衬维护;溅渣护炉;生铁块;动态模型;底吹流量
0 引言
随着功能性需求差异化及炼钢技术的发展,对炼钢用原材料及转炉炉衬维护工艺提出了更高要求。传统、单一、分散型的单项技术已经跟不上发展趋势的要求,综合性的技术协同及集成成为未来钢铁行业的发展方向。本文对转炉专用砌筑的设计方式、间歇式开氮气溅渣护炉、留渣操作、铁块渣补、底吹动态控制等综合炉衬维护技术进行了应用分析。
1 综合炉衬维护技术
转炉生产运行中的物理撞击、温差变化、化学反应等原因,造成转炉炉衬的损坏加剧。为保证转炉耐材在整个炉役期间安全稳定,避免局部炉衬损坏过快形成寿命短板,应加强对转炉耐材的日常监护和修补,尤其是对损坏比较严重的炉衬等薄弱部位的日常监护和修补,以使炉衬损坏程度尽量均衡、延长转炉使用寿命。炉衬维护方法,传统采用贴砖法、喷补法、溅渣护炉、料补、渣补等,但前提是转炉需要停炉并保证足够的烧结时间,这样就会影响成本和生产效率。采用综合炉衬维护技术可有效降低炉衬侵蚀速度、提高生产率并降低生产成本。
1.1 熔池结构均衡设计
在吹炼过程中,转炉内进行着极其复杂的氧化还原反应,存在着高速的流场运动。整个炉役期间,炉衬各部位受到的物理化学作用及机械冲击不同,被侵蚀及损坏的程度不一,导致不同部位炉衬寿命差异较大。鉴于此,在原有综合砌炉技术基础上,结合转炉炉衬各个部位侵蚀的具体情况,前瞻性地设计采用一种炼钢专用转炉炉衬结构[1]。
转炉工作层由多层镁碳砖砌筑而成,在下部熔池部位采用逐步过渡加厚的设计及砌筑方式:多层环形镁碳砖的长度在高度方向上采用自上层向下层逐步变长,即工作层熔池砖厚度自上层向下层逐渐变厚,转炉内腔直径自上层向下层每一层逐渐变小的熔池整体结构(见图 1)。
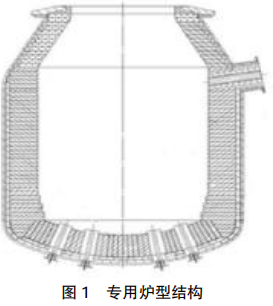
转炉在生产运行过程中,尤其是吹氧冶炼期间,转炉底部熔池及渣线部位受侵蚀相对比较严重,导致了炉役后期该部位一直是薄弱部位,也是安全重点关注部位。通过上图可见,这种在多层环形镁碳砖体叠加形成的熔池成上大下小的近似圆锥体的专用炉衬设计结构,前瞻性地解决了转炉熔池薄弱部位侵蚀速度快的难题,保证了在整个炉役寿命周期中的维护成本经济性,提高了使用安全及稳定性,有效均衡了整个炉役期间炉衬各部位的综合寿命,提高了炉龄和综合经济效益。
1.2 创新溅渣护炉工艺
优化创新溅渣护炉工艺,发明性地采用一种转炉炉衬的维护方法[2]:在溅渣护炉操作时通过氧枪由原来传统的持续性开氮气改为间歇式地向转炉内留存的液态炉渣喷吹压缩氮气,液态炉渣在高压氮气作用下产生波浪向外漫延,“浪涌”到转炉炉衬上,与炉衬表面反复接触、挂渣、粘结、凝固。高黏度和耐火度的转炉终渣,在开阀瞬间压力高、流量大、对炉渣冲击排挤大的氮气作用下,被反复喷溅到炉衬上,明显提高了溅渣护炉效果。
该工艺在不增加专用设备、不延长辅助时间、不增加劳动强度和喷补料成本、不影响炼钢生产节奏的前提下,优化了溅渣护炉工艺,提高了溅渣护炉效果,有效延缓了熔池的侵蚀速度。
1.3 探索铁块渣补技术
大型转炉常用的补炉方式基本采用“渣补”和“料补”。料补将增加补炉料消耗,而且补炉料的脱落易造成钢水夹杂物增加,炉渣化渣困难,影响钢水质量;渣补是将终渣留在炉内,要求足够的时间冷却、凝固,直接影响转炉生产效率。
铁块渣补技术是利用铁块与高温液渣的快速换热、温度梯度而高效冷固粘合,对特定的炉衬薄弱部位进行局部修补维护,从而节省了补炉料消耗、延长了炉衬寿命。
铁块渣补适用于渣补倒渣面,要求上一炉控制合适的炉渣碱度及成分,将提前准备好的铁块(2~3t)用废钢斗均匀地倒入预定部位,反复摇动几次炉,使铁块完全浸入炉渣内,通过生铁块与高温液态炉渣的快速换热而降温,炉渣中 MgO、2CaO· SiO2、3CaO·SiO2 等高熔点物质冷凝析出,炉渣黏度升高,炉渣与铁块冷却凝固包裹粘附在炉衬上,从而达到了快速维护炉衬的目的[3]。
1.4 完善转炉留渣操作[4]
转炉留渣操作是指溅渣后不全部倒渣,留一部分高温、高碱度及一定(FeO)含量的炉渣供下一炉使用,有利于下一炉的快速成渣、提高炉渣作用和效率,有利于提高热效率、降低造渣料消耗,减少金属损失、减缓炉衬侵蚀。随着溅渣护炉技术优化和顶底复吹转炉设备的优化提升,通过对留渣喷溅的根本原因进行分析,不断摸索、完善预防措施,留渣操作工艺逐步得到优化和完善。
转炉终渣中含有一定移(FeO),留渣后的下一炉兑入铁水时,将会与铁水中的[C]发生反应,见式(1)、式(2);尤其是当终渣氧化性较高、渣中(FeO)大于 20%时 ,两式可能同时反应 ,产生气体量瞬间大增,操作控制困难而引发爆发性喷溅事故。
(FeO)+[C]=[Fe]+CO (1)
2(FeO)+[C]=2[Fe]+CO2 (2)
由以上分析可见:控制炉内气体的瞬间集聚量,减缓反应速度,必须减少式中反应物,即(FeO)、[C]含量。而铁水中[C]含量变化不大,只有控制兑铁水时炉渣中(FeO)含量。预防措施:一是通过控制吹炼终点压枪时间、拉碳时机、增大底吹流量、降低炉渣氧化性等操作降低终渣(FeO)含量[5];二是可在兑铁水前加入 1 000~1 500 kg 石灰对终渣进行稀释降温;同时要求留渣炉次的总渣量不宜过大,避免终点温度过高及波动较大,减少终渣(FeO)含量,避免或减缓式(1)、式(2)同时反应而引发喷溅。
1.5 底吹动态模型的开发应用[6]
为解决传统底吹控制系统流量控制一成不变的问题,研究开发了底吹动态控制模型:在原有 3 种固有模式基础上增加 3 个高、中、低流量系列,组合成“3×3”种基本流量曲线,并且每种曲线都通过模型动态控制,影响因素为终点碳氧积、熔池液位、炉龄等,即:流量曲线值(f x)=f(m/m0,a,b),其中 m/m0 为终点碳氧积,a 为熔池液位,b 为炉龄。
每炉次开始前,模型根据钢种规程要求进行自动更新、即时调整,先选择底吹模式,再选择流量系 列,然后程序调取对应历史数据进行反馈计算,回归分析出终点碳氧积与终点温度、终点碳氧含量、 熔池液位的关系,优化并修正下一炉的底吹流量新参数,确定各点的流量瞬时值。
2 应用效果
(1)专用转炉炉衬结构的设计,前瞻性地解决 了转炉熔池局部侵蚀速度快的难题,均衡了整个炉 役期间炉衬各部位的综合寿命,提高了炉龄和综合经济效益。
(2)间歇式开氮气溅渣护炉技术,优化了炉内气-液相的流场,提高了溅渣护炉效果和效率,为转炉提质增效、稳定安全生产奠定了基础。
(3)采用铁块渣补技术,可节约 30%的补炉料,吨钢耐材成本降低 0.65 元/t;不但有利于提高钢水质量, 还可节省补炉时间、提高生产效率、保证炉况安全。
(4)转炉留渣操作,有利于初期化渣和脱磷,可有效减少对炉衬的侵蚀,有利于提高炉衬耐材寿命,同时明显减少渣中金属损失,吨钢石灰消耗降低 3 kg,钢铁料消耗降低 1 kg/t。
(5)底吹流量动态控制,改善了底吹气体对熔池的搅拌作用和复吹效果,吹炼终点碳氧浓度积更接近平衡值。通过底吹动态控制,终点渣样中(TFe)含量下降 2.16%,吨钢耗氧量下降 1.75 Nm3/t,明显提高了金属收得率,降低了吨钢耗氧量,从而降低了吨钢成本。
3 结论
结合综合砌炉设计专用转炉炉衬结构,前瞻性地均衡了炉衬整体侵蚀状况;间歇式开氮气溅渣护炉, 提高了溅渣效率和溅渣效果;铁块渣补技术不但降低了补炉料成本,还缩短了补炉时间,提高了生产效率;留渣操作降低了造渣料消耗,减少了金属损失;底吹动态模型促进了复吹冶金效果,提高了金属收得率。综合炉衬维护技术的应用有效降低了耐材、石灰、氧 气、钢铁料等消耗,吨钢综合节省费用约 1.32 元。
参考文献
[1] 刘效森 ,王念欣,尚玉民,等. 转炉炉衬结构 : 中国 , ZL201620203380.3[P].2016-08-24.
[2] 王念欣,李作鑫,贾崇雪,等.一种转炉炉衬的维护方法:中国, ZL201510141846.1[P].2017-06-23.
[3] 李长江,王英,沈小二,等.复吹转炉补炉中使用生铁块的实践应 用[J].新疆钢铁,2017(2):43-45.
[4] 刘效森,王念欣,贾崇雪,等.济钢 120t 转炉留渣操作工艺的实践 [J].河北冶金,2010(4):25-26.
[5] 信维克,李小勇,唐民生.南钢转炉氧气顶吹(LD 法)与顶底复合吹(LBE 法)炼钢效果对比[J].钢铁产业,2006(2):34-37.
[6] 王念欣.济钢 120 t 复吹转炉底吹工艺的优化[J].山东冶金,2008(3):30-31.