
李传永1 郭喜明2 郭立涛1 赵秀志1 付传波1 伊希明1
(1.泰山钢铁集团有限公司,山东 莱芜271100; 2.阜新达诚科技有限公司,辽宁 阜新123000)
摘要:山东泰山钢铁集团有限公司1#(1780m3)高炉和2#(1780m3)高炉料罐均压煤气回收项目,应用了阜新达诚科技有限公司的“高炉料罐煤气全回收专利技术”。该项目于2020年2月19日在2#高炉上投用、2020年6月7日在1#高炉上投用。本项目的除尘元件采用了干法布袋除尘器,全回收功能的实现是依靠引射器,引射器采用了阜新达诚科技有限公司的“高炉料罐均压煤气净化回收系统引射装置”。两座高炉料罐均压煤气回收系统投用后都达到了预期效果,据了解泰钢是国内第三家实现料罐均压煤气全回收技术的钢厂,该技术处于行业领先水平。
关键词:高炉;料罐均压煤气;高压净煤气;引射器;全回收;节能环保
0 引言
近年来随着钢铁企业环境治理工作和挖潜增效工作的深入开展,一些钢厂的高炉新增了高炉料罐均压煤气布袋除尘净化回收装置。如中国专利201120132937.6公告的“一种高炉干法均压煤气回收装置”便是其中的一例。该装置能净化和回收85%左右的料罐均压放散煤气,不仅能降低生产成本,而且能降低高炉料罐均压煤气对空排放之噪音和粉尘污染。然而,生产实践证明该装置亦存在缺陷,其中包括:因回收煤气后料罐残存煤气压力高,故必须开炉顶均压放散阀泄压,才能进行正常操作;而开炉顶均压放散阀泄压操作时,则仍会存在对空排放煤气和粉尘污染环境等问题;再则,如这种需要开炉顶均压放散阀泄压的情形,对于炉顶设备作业率较高的高炉则无法应用。
山东泰山钢铁集团有限公司炼铁厂的1#(1780m3)高炉和2#(1780m3)高炉,在高炉料罐均压煤气回收在线技改项目上,引进了阜新达诚科技有限公司的“高炉料罐煤气全回收专利技术”。该技术实现了料罐均压煤气全回收,消除了传统高炉料罐均压煤气回收技术最后必须排放料罐残存煤气“冒烟”的问题。回收的料罐均压净煤气含尘量4.0mg/Nm³左右,料罐均压煤气总回收时间(含阀门开闭时间)8S,回收结束后料罐压力0Kpa,实现了节能环保的预期效果。两座高炉每天回收料罐均压煤气约3.8万Nm3/d、回收煤气灰114kg/d、减少碳排放32.46t/d、回收煤气创效7274元/d,预期两座高炉年回收料罐均压煤气1340万Nm3/y、回收煤气灰40t/y、减少碳排放11360t/y、年创效254万元/y。
1 国内外现状
国外在上世纪七八十年代,前苏联、日本等国即有对均压放散工艺优化的尝试,并投入工业生产[1]。其中由日本石川岛播磨重工业公司研制成功,在鹿岛厂1#高炉投人使用的均压回收设备,更是获得了日本1980年节能设备优秀项目奖[2]。国内在上世纪九十年代, 当时的重庆钢铁设计院公开了一种利用引射器、文氏管除尘器和脱水器构成的湿法煤气回收系统的专利[3]。
总体上来说,国内外回收料罐均压煤气的有直接(利用炉顶旋风除尘器)回收法、湿法除尘回收法和干法除尘回收法三种。但由于各种方法均存在一定的缺陷,最终均没有得到推广应用。不能推广用比较典型的原因如下:有的因回收煤气含尘量高,造成净煤气污染而停用;有的以除尘为主、回收煤气为辅,没有彻底解决环保问题而废弃;还有的因过滤元件失效引发回收时间长而被迫下线。
针对以上问题,业内研究人员进行了理论研究,提出了气囊法、引射法和气体替换法等新的回收料罐均压煤气的方法[4],并对以上三种方法进行了比较,同时还发表了论文。但未见其在钢铁行业运行的相关报道。
经与兄弟单位交流和实地考察,阜新达诚科技有限公司的“高炉料罐煤气全回收专利技术”先进且成熟可靠,并能做到料罐均压煤气全回收。实地考察的有潍钢2#1350m3高炉料罐均压煤气净化与回收项目(2018年9月1日投用),潍钢1#1080m3高炉料罐均压煤气净化与回收项目(2019年4月9日投用),山西通才工贸有限公司3#1860m3高炉料罐均压煤气净化与回收项目(2019年6月8日投用)。这三座高炉的料罐均压煤气回收系统,自投用以来都实现了回收煤气含尘量≤5mg/Nm³、总回收时间≤13S、回收结束后料罐压力0 Kpa的良好效果。图1是潍钢2#1350m3高炉料罐均压煤气净化回收系统运行画面,图2是潍钢1#1080m3高炉料罐均压煤气净化回收系统运行画面,图3是山西通才工贸有限公司3#1860m3高炉料罐均压煤气净化回收系统运行画面。
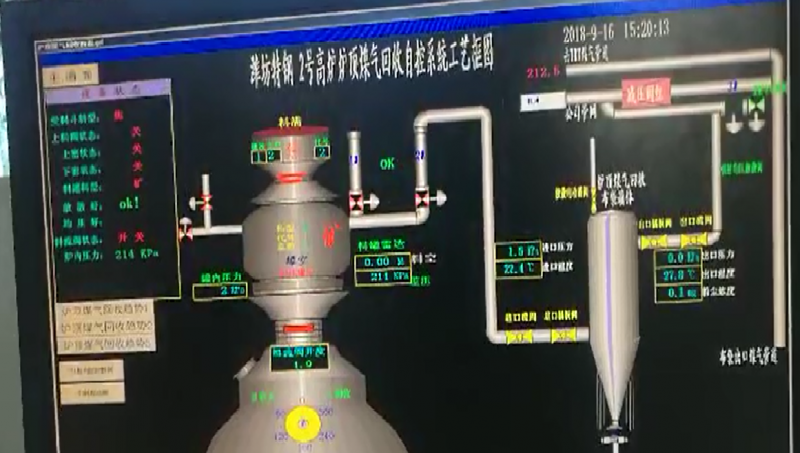
图1 潍钢2#1350m3高炉料罐均压煤气净化回收系统运行画面
Fig.1 Operation picture of pressure equalizing gas purification and recovery system of No.2 1350m3 blast furnace in Weigang
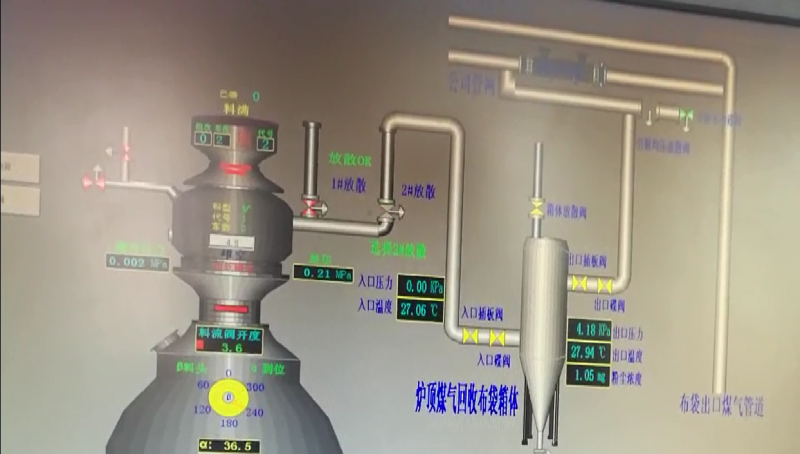
图2 潍钢1#1080m3高炉料罐均压煤气净化回收系统运行画面
Fig.2 Operation picture of pressure equalizing gas purification and recovery system of No.1 1080m3 blast furnace in Weigang
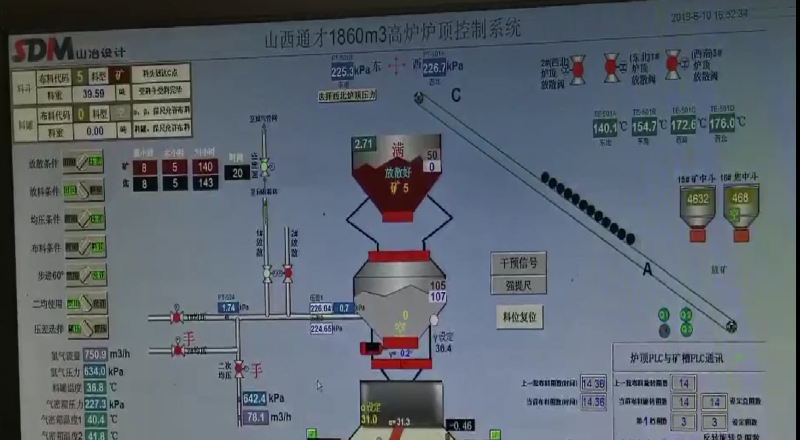
图3 山西通才工贸有限公司3#1860m3高炉料罐均压煤气净化回收系统运行画面
Fig.3 Operation picture of gas purification and recovery system of No.3 1860m3 blast furnace charging tank of Shanxi tongcai industry and Trade Co., Ltd
2 阜新达诚科技有限公司高炉料罐均压煤气全回收技术简介
2.1技术方案
(1)建设一套布袋除尘器,作为料罐均压煤气回收除尘装置。
(2)从料罐均压煤气放散阀后的均压煤气放散管道上,铺设一支管道连接至新建的布袋除尘器入口,作为料罐均压煤气回收荒煤气主管。
(3)将新建布袋除尘器出口,用一路管道铺设至低压净煤气管网上,作为料罐均压煤气回收净煤气管主管。
(4)在高压净煤气主管与料罐均压煤气回收净煤气主管之间,设置“高炉料罐均压煤气净化回收系统引射装置”,以免除开炉顶均压放散阀泄压操作步骤,可以提高煤气回收率(达到煤气100%回收),缩短回收时间,最终不影响高炉正常上料。
(5)在高炉料罐均压煤气净化回收系统引射装置外部,采用管道保温和消音板房双重隔音,避免现场噪音过大,对周边职工造成影响。
(6)料罐均压煤气回收荒煤气主管、净煤气主管、引射用高压净煤气管道,以及布袋除尘器的规格型号,根据高炉炉容和炉顶作业率等实际生产情况确定。
(7)回收的煤气灰加湿后,由汽车运至烧结配料系统。
(8)在高炉料罐均压煤气净化回收系统的管道、箱体等部位,配置相应的阀门仪表,并对新建布袋除尘器箱体、料罐均压放散煤气回收荒煤气主管进行保温,对新建布袋除尘器箱体锥体进行伴热处理,以避免结露现象。
2.2工作原理
高炉原设有二路均压煤气放散系统(利旧),使用一路(A路),备用一路(B路),在A路均压放散阀出口的均放管道上,接出料罐均压煤气回收荒煤气管道,该管路沿高炉炉顶煤气下降管,引至地面上的新建布袋除尘器,新建的布袋除尘器对煤气进行净化,净化后的煤气沿新建布袋除尘器出口管道,流向低压净煤气管网,布袋除尘器出口管道末端设有引射器,在引射器的作用下,完成料罐均压煤气的净化与回收。回收时,A路均压煤气放散阀(利旧该路均压放散阀)打开,B路煤气均压放散阀关闭,料罐煤气经煤气回收荒煤气管道进入煤气回收系统,料罐进行卸压,5~15秒钟后,在引射器的作用下料罐压力降至0 kPa,A路均压煤气放阀散关闭,同时引射系统的引射阀也关闭,打开上密封阀,料罐上料,上料结束,关闭上密封阀,打开均压阀,料罐充压至炉顶压力。需要向炉内放料时,打开下密封阀、下料闸,对高炉进行布料,布料结束,关闭下料闸、下密封阀,重复上述操作。如此反复,实现料罐煤气回收。
因煤气回收时间~10s,时间较短,瞬间煤气流量较大,为保证布袋除尘器的除尘效果,新建布袋除尘器必须进行严格计算,保证经济适用的过滤风速及合理的几何容积。该布袋除尘器既是一个煤气过滤、净化装置,同时也是个缓冲容器,合理的箱体几何容积可有效消除回收煤气对净煤气管网的压力冲击,从而达到在较短时间内尽可能多的回收煤气的目的。煤气经过除尘净化后,进入高炉煤气调压阀组、消音器后的煤气管网。高炉料罐均压煤气全回收工艺流程如图4。
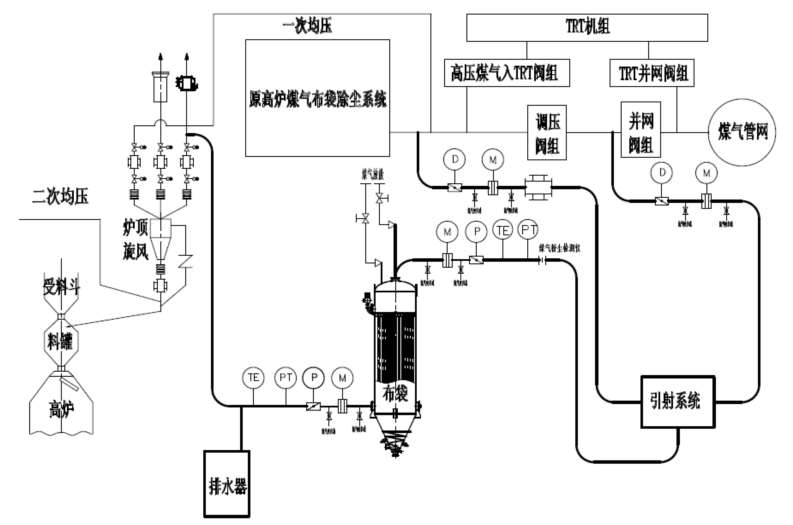
图4 高炉料罐均压煤气全回收工艺流程如图
Fig.4 The process flow of full recovery of pressure equalizing gas from blast furnace charging tank is shown in the figure below
2.3技术优点
(1)通过负压的吸引和正压的推动,实现了将料罐均压煤气引射回收目的,从而免除开炉顶均压放散阀泄压操作工序,简化了工艺流程。
(2)在对料罐均压煤气回收系统进行引射时,可以将料罐均压煤气净化回收率提高到100%,较传统装置多回收15%左右的料罐均压煤气;同时由于原有均压放散阀可以不开,故既能减少煤气净化回收时间,又不增加炉顶设备作业率,故而节能环保,经济效益明显。
(3)本系统的装置结构简单,只是管和阀的连接,所以操作容易,使用方便,不仅占地及占用空间面积小,而且易于实施及维护。
(4)本系统的装置只需将高压高温的净煤气,引进均压煤气回收系统的净煤气管路中,即可进行在线引射,既不需要其它大型辅助设备,又没有其它额外电力及动力消耗,安全性高、故投资少、运行成本低。
(5)此外,本系统是利用高压高温净煤气,对料罐均压煤气净化回收系统进行引射,引射气体与被引射气体成份相同,因此回收的煤气热值不降低。
3 泰钢两座1780m3高炉料罐煤气全回收实绩
山东泰山钢铁集团有限公司炼铁厂技术人员根据自身高炉特点,本着技术领先、工艺成熟可靠的原则,在高炉料罐均压煤气回收在线技改项目上,引进了阜新达诚科技有限公司的“高炉料罐煤气全回收专利技术”。该技术消除了传统高炉料罐均压煤气回收技术最后必须排放料罐残存煤气“冒烟”的问题,实现了料罐均压煤气全回收。2020年2月19日2#高炉投用,2020年6月7日1#高炉投用。运行画面图5和图6,技术指标如表1,经济指标如表2。
图5 1#(1780m3)高炉运行画面
Fig. 5 Operation picture of No.1 (1080m3) blast furnace
图6 2#(1780m3)高炉运行画面
Fig. 6 Operation picture of No.2 (1080m3) blast furnace
表1 技术指标表
Tab. 1 Technical index table
|
序号 |
炉号 |
炉容(m3) |
投用时间 |
技术指标 |
||||||||
|
代码 |
V1 |
V2 |
Q1 |
Q2 |
η |
Q3 |
M |
S |
||||
|
1 |
2#高炉 |
1780 |
2020年6月19日 |
参数 |
24 |
31 |
54 |
54 |
100 |
4 |
4.0 |
8 |
|
2 |
2#高炉 |
1780 |
2020年6月20日 |
参数 |
24 |
31 |
54 |
54 |
100 |
4 |
3.8 |
8 |
V1:料罐有效容积,单位m3;
V2:料罐几何容积,单位m3;
Q1:每罐均压煤气量,单位Nm3;
Q2:每罐回收均压煤气量,单位Nm3;
η:均压煤气回收率,单位%;
Q3:回收每罐均压煤气引射用高压净煤气量,单位Nm3;
M:回收净煤气含尘量,单位mg/Nm3;
S:含阀门开闭总回收时间,单位S。
由上表可以看出:回收的料罐均压净煤气含尘量4.0mg/Nm³左右,料罐均压煤气总回收时间8S,回收结束后料罐压力0Kpa,实现了节能环保的预期效果。
表2 经济指标表
Tab. 2 Table of economic indicators
|
序号 |
名称 |
单位 |
1号 |
2号 |
|
1 |
生产时炉顶压力 |
MPa |
0.205 |
0.205 |
|
2 |
料罐几何容积 |
m3 |
31 |
31 |
|
3 |
料罐煤气温度 |
℃ |
40 |
40 |
|
4 |
每罐回收煤气量 |
Nm3/罐 |
54.075 |
54.075 |
|
5 |
每天料批料数 |
批/d |
177 |
177 |
|
6 |
每天回收煤气量 |
Nm3/d |
19143 |
19143 |
|
7 |
日创效 |
元/d |
3637 |
3637 |
|
8 |
日回收煤气灰量 |
Kg/d |
57 |
57 |
|
9 |
日减少碳排放量 |
t/d |
16.23 |
16.23 |
|
10 |
每年回收煤气量 |
万Nm3/y |
670 |
670 |
|
11 |
年创效 |
万元/y |
127 |
127 |
|
12 |
年回收煤气灰量 |
t/y |
20 |
20 |
|
13 |
年减少碳排放量 |
t/y |
5680 |
5680 |
说明:
1)年工作日按350天计;
2)煤气单价按3N3煤气发一度电,每度电按峰、平、谷均价0.57元计,即每回收1N3料罐均压煤气价格为0.19元;
3)煤气含尘量按3g/Nm3;
4)每1万Nm3高炉煤气折碳排放量8.48吨。
由上表可以看出:两座高炉每天回收料罐均压煤气约3.8万Nm3/d、创效7274元/d、回收煤气灰114kg/d、减少碳排放32.46t/d,预期两座高炉年回收料罐均压煤气1340万Nm3/y,回收煤气灰40t/y,减少碳排放11360t/y,年创效254万元/y。达到了预期的经济效果,更重要的是真正实现了料罐均压煤气料罐均压煤气全回收,环保效益巨大。
4 结论
4.1泰钢两座1780m3高炉,在料罐均压煤气回收在线技改项目上,引进了阜新达诚科技有限公司的“高炉料罐煤气全回收专利技术”。实现了料罐均压煤气全回收,消除了传统高炉料罐均压煤气回收技术最后必须排放料罐残存煤气“冒烟”的问题。
4.2泰钢两座1780m3高炉,回收的料罐均压净煤气含尘量4.0mg/Nm³左右,料罐均压煤气总回收时间(含阀门开闭时间)8S,回收结束后料罐压力0Kpa,实现了节能环保的预期效果。
4.3泰钢两座1780m3高炉,每天回收料罐均压煤气约3.8万Nm3/d、回收煤气灰114kg/d、减少碳排放32.46t/d、回收煤气创效7274元/d。
4.4预期泰钢两座1780m3高炉年回收料罐均压煤气1340万Nm3/y、回收煤气灰40t/y、减少碳排放11360t/y、年创效254万元/y。
参考文献
[1]徐冠忠.高炉炉顶放散煤气回收技术的发展[J].冶金能源,1985,4(5):38~41.
[2] 王小伟,唐恩,范小刚等.高炉炉顶均压放散工艺方案优化分析[A].见:中国金属学会.2012年全国炼铁生产技术会议暨炼铁学术年会文集(下)[C]. 中国江苏无锡: 中国金属学会, 2012:582~587.
[3]项钟庸,邹忠平.高炉炉顶排压煤气强制回收装置[P].中国发明专利,CN1062379A,1992-07-01.
[4] 王小伟,唐恩,范小刚等.高炉炉顶均压放散工艺方案优化分析[A].见:中国金属学会.2012年全国炼铁生产技术会议暨炼铁学术年会文集(下)[C]. 中国江苏无锡: 中国金属学会, 2012:582~587.