
王成杰
(武钢中冶工业技术服务有限公司鄂州分公司)
摘要:“十三五”是我国经济社会发展的重要战略机遇期,也是转变发展方式,加快建设资源节约型和环境友好型生态工业体系的关键时刻。为贯彻国家“十三五”规划纲要精神,积极落实钢铁产业发展政策与钢铁产业调整和振兴规划,加速兼并重组,根据《国务院关于进一步淘汰落后产能工作的通知》和《节能环保产业发展规划》发展需求,全国各大小钢企纷纷转变管理策略,探索和研究钢铁“节能减排、固废处理”新思路。
钢铁工业,是资源、能源密集型产业,其特点是产业规模大、生产工艺流程长,从矿石开采到最终加工,需要经过很多生产工序,其中的一些主体工序资源、能源消耗量都很大,污染排放量也比较大。
钢铁联合企业生产过程中产生的固体废弃物主要有高炉渣、钢渣、除尘灰、氧化铁皮、粉煤灰及废耐火材料等。固体废弃物量大、面广,如对其进行资源化利用不仅可获得好的效益,同时也解决了环保难题。
我国钢铁企业经几十年的努力,在这方面已取得了很好效果,废弃固体物的利用率都已达到80%以上,但基本上还停留在简单的、低附加值利用水平。
为提高固体废弃物利用率和提高其利用价值,近年来国内外都在不断进行这方面的探索和研究,并已取得了新进展,为固体废弃物的利用开辟了新途径。 本文就我工作经验对钢渣,尘泥的处理做一下介绍,希望在开展这方面工作时能有所借鉴。
关键词:钢铁固废;钢渣;除尘灰;应用
1 钢渣处理
(一) 钢渣现状
钢渣是在炼钢过程中排出的熔渣,是炼钢过程的副产品,主要来源于金属炉料中的硅、锰、磷和少量的铁氧化后的氧化物,调节炉渣的性能所加入的造渣剂如石灰石、白云石、萤石、硅石等,这是钢渣的主要来源。目前我国采用的炼钢方法主要有转炉和电炉炼钢,其中有80%钢是有转炉冶炼的,所以转炉渣是钢渣的主要组成部分。
如按每吨钢产生10%渣量计算,国内年产生的废弃钢渣约为3000万吨。钢渣中每年铁耗达540多万吨。到目前为止,国内外绝大部分钢厂冶炼后产生的钢渣大都采取废弃的方式,而一小部分钢厂采用盘泼、滚筒、机械破碎、直接水淬、风淬法及渣坑内闷渣方式等。综合多年经验,目前最好的处理办法就是热闷法。钢渣通过热闷处理后,经过一系列加工回收,能有效利用废弃资源,达到资源回收的目的。
(二) 热闷技术
1、钢渣余热自解热闷原理
本工艺是将1600 –1650度的液态钢渣直接倾翻在热闷装置进行热闷处理的新技术,不需要先热泼冷却到800度再热闷的环节,节省了热泼场设施和倒运设备,减少了设备损耗和操作人员,改善了环境,该工艺无废水排放,无噪声,无粉尘污染,可实现清洁生产。
液态钢渣直接倒入热闷装置中,喷雾遇热渣产生饱和蒸气与钢渣中游离的氧化钙 f-CaO,游离氧化镁 f- MgO 发生如下反应:
f-CaO+H2O→Ca(OH)2 体积膨胀98%
f-MgO+H2O→Mg(OH)2 体积膨胀148%
由于上述反应致使钢渣开裂、粉化及渣铁分离。
热闷钢渣工艺钢渣粉化有三个阶段:第一阶段是高温热态钢渣遇水冷却,池内产生大量饱和蒸汽;第二阶段是钢渣表面与内部或周围区域存在温差而产生热应力,与此同时,随着温度降低钢渣形态产生变化——流态变固态而产生相变应力,而相变时常伴随着放热和体积变化,因此钢渣进入破裂阶段;第三阶段是闷坑内大量饱和水蒸汽沿裂缝进入钢渣发生物理化学反应进行水解粉化。
热闷过程中,因为钢渣中的氧化钙 f-CaO和氧化镁 f- MgO得以充分消解,所得钢渣具有较高的稳定性,对钢渣后期处理和充分再资源化利用提供了条件。钢渣热闷流程中可以消化常温固态钢渣。
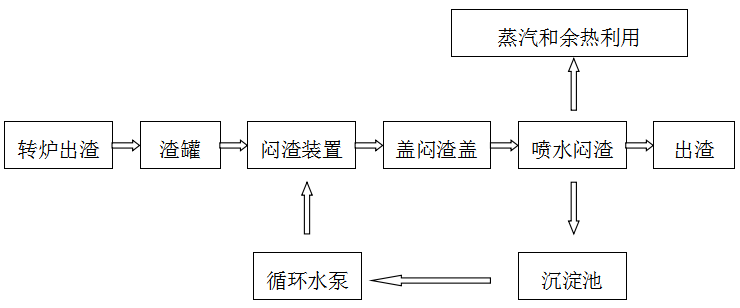
2、 工艺流程说明
炼钢车间出渣后由渣包台车将渣罐运至钢渣热闷生产车间,由桥式起重机吊起渣罐将热熔钢渣倾倒入热闷坑内。每倾倒一次热渣,少量喷水冷却,并挖掘松动钢渣,以保证透气透水性。确保钢渣闷坑内钢渣表面无积水,方可进行下一次倒渣,直到填满闷坑。
闷坑装满后由桥式起重机吊起闷坑盖盖上,锁上锁紧装置并确保密封盖上的安全阀完好有效,由PLC控制系统按程序多次自动开启闭合喷雾蝶阀进行喷水冷却,直到钢渣温度降到60℃~80℃以下,卸出闷坑内余气,打开密封盖锁紧装置,由桥式起重机吊起闷坑盖移到盖架上,以便于操作人员进行必要的安全检查。
热闷后的钢渣由抓斗机出渣,送入大块筛进行分离,大块渣钢由输送设备送去渣钢深加工系统加工,筛下钢渣由输送设备送去钢渣破碎——筛分——磁选系统处理。
![]()
(三)钢渣加工项目
1、钢渣破碎-筛分-磁选工艺流程
钢渣经热闷处理完后,采用汽车运输至钢渣加工处理场,采用铲车上料到上料台。上料斗上装有格筛,小于300 mm的钢渣进入生产线的原料仓。需处理的钢渣由1#皮带机,并由磁选机选出 <300mm以下的渣钢。磁选后的钢渣由1#皮带机送往1#振动筛,筛上>70 mm的钢渣进入破碎机破碎,变成<70 mm的钢渣到达3#皮带机;筛下<70 mm 的钢渣进入2#振动筛,筛出>35 mm的钢渣进入3# 皮带机。3#皮带机安装有磁选机,选出<70 mm的渣钢。磁选后< 70 mm的钢渣,进入破碎机破碎,破碎成 <35 mm 的钢渣到达 4#皮带机,4#皮带机上安装有磁选机,选出<35mm渣钢。磁选后的钢渣进入3#孔振动筛,筛下<10mm的钢渣进入5#皮带机,把钢渣料送入料场。筛上>10mm的钢渣进入6#皮带机;2#振动筛的筛下的钢渣进入2#皮带机,2#皮带机上安装有磁选机,选出粒度 <35mm以下的渣钢,磁选后的钢渣进入3#振动筛,筛下<10mm的钢渣进入5#皮带机,由5#皮带机将钢渣料送入料场,筛上钢渣进入6#皮带机,由6#皮带机把>10mm的钢渣料送入料场。整个过程经过4次跨带磁选和2次磁辊磁选后获得不同品位和粒级的产品。
2、废渣钢深加工工艺流程
渣钢提纯生产线分为三个功能区:渣钢干法自磨生产区、湿法球磨生产区、水处理区。
干法自磨工艺流程:大块渣钢通过格筛筛分,小于300mm初选渣钢进入1#料仓中,经1#皮带输送到自磨机中自磨,大于30mm的块钢(品位达85%以上),通过自磨机溜槽进入成品堆场储存。小于30mm的渣钢由2#皮带机输送到堆场与从钢渣处理线产生的小于30mm的初选渣钢混合堆存(品位达99%以上)。
湿法球磨工艺流程:小于30mm的渣钢原料由铲车送入2#料仓,经3#皮带机送至湿式球磨机进行湿磨,经筒筛筛分后,5-30mm的小块豆钢(品位达95%以上)经4#皮带机运至成品堆场堆存,筛下料浆液经过两级筒式磁选机磁选后,精矿液经螺旋分级机提升脱水后,鱼子钢运至成品堆场储存,尾矿液经另一螺旋分级机提升脱水分离后,尾渣粉由5#皮带机运至相应的堆场。
水处理工艺流程:清水池内的循环用水由清水泵打入球磨机磨头、筒筛内部以及磁选机中,磁选后产生的料浆分别进入尾矿液螺旋分级机和精矿液螺旋分级机中,螺旋分级机溢流产生的尾水流入沉淀池中,通过渣浆泵打入斜板沉淀池中进行浓缩,处理后溢流产生的水通过管道流入清水池中,沉淀产生的泥浆通过渣浆泵打入过滤机中进行脱水,产生的水回流至清水池中循环使用。产生的尾渣泥料进入储泥斗进行储存。
(四)钢渣尾渣的利用
1、生产钢渣水泥——把处理后的钢渣与一定量的高炉水渣、煅烧石灰、水泥熟料等,即可生产出与425号普通硅酸盐水泥的指标相同的钢渣矿渣水泥。
2、生产建材制品——比如,钢渣瓦、钢渣砖、人造石等,生产建材制品的钢渣一定要控制好f-CaO的含量和碱度。
3、用于道路材料——钢渣做道路垫层、基层材料,其强度、抗沉弯性、抗渗透性均优于天然石材。
4、钢渣干混砂浆——钢渣尾渣经过制砂系统与除尘系统后得到>1mm钢渣砂和<1mm钢渣粉尘供干混砂浆系统生产砌筑砂浆和抹灰砂浆。
5、钢渣经过磨机制成350m2/kg左右比表面积的钢渣粉,可替代CaO,用于烧结烟气脱硫。
6、钢渣尾渣含铁(全铁)10-20%左右,可用作烧结溶剂,改善烧结矿转鼓系数。
除了以上利用外,经过处理得到的规模渣还可用于土壤改良剂和农肥、医和药的医学领域、处理废水的吸附剂以及微晶玻璃等等。
2 除尘灰利用
(一)、钢铁企业各种除尘灰及现状
各大钢铁企业各个环节每年都会产生大量的除尘灰,其中包括:烧结除尘灰、高炉除尘灰,转炉除尘灰,电炉除尘灰等,目前很多企业都是把这些灰送往烧结厂,烧结后继续使用。但是除尘灰作为烧结原料很不好处理。
冷固球团作为冷却剂、造渣剂回用转炉炼钢生产,不仅能够减少除尘灰对环境的污染,而且能够优化钢厂原料结构,节省能源,降低转炉炼钢生产成本,同时还可以实现含铁资源的循环再利用。本项目符合国家发展循环经济的产业政策,是促进钢厂降本增效,改善环境的新兴项目,本项目的经济效益和社会效益显著,具有良好的发展前景。
一、冷固球团工艺
1、 生产流程
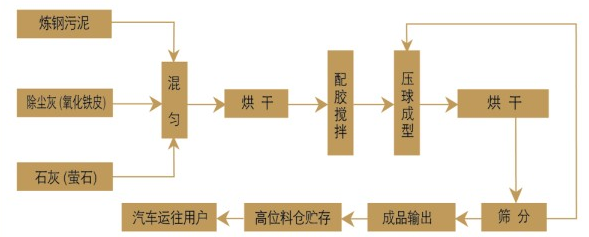
各种除尘灰原料由密闭罐车运至各自的原料仓,原料仓底设定量配料装置。为提高冷固球团成品的含铁品位,在造球过程中根据原料条件配入一定比例的氧化铁皮作为提高含铁品位和强度的骨料,另外除尘灰在造球之前还需要加湿消化。
配料和消化后的混合料在混碾机内与粘结剂充分搅拌和混匀,混匀后的混合料经压球机高压挤压成球,再经过筛分,合格成品送往炼钢车间,不合格成品返回冷固球团生产线重新参与造球。
2、工艺
2.1、原料
目前各钢厂在炼钢、炼铁等生产环节产生的部分含铁除尘灰都能作为冷固球团的原料,如果是湿法产生的污泥,需要经过干燥后使用。由于各种除尘灰的含铁品位不同,如果是多原料进行生产,需要进行配料,以保证产品的含铁品位稳定。
2.2、粘接剂
通过试验比较,及经济方面考虑,采用有机胶作为粘结剂,工业生产可达到较好效果。不会对炼钢产生负面影响。
2.3、主要工艺流程
现代化转炉炼钢对炉料的要求较高,冷固球团作为造渣剂、冷却剂回用转炉生产时,要求其TFe≥50%,且具有一定的强度。
为提高冷固球团的含铁品位,部分除尘灰在造球之前需配加7~10%左右的氧化铁皮等含铁品位较高的物料作为骨料,以提高其含铁品位和强度。
另外转炉除尘灰中活性CaO含量较高,在造球之前还需加湿消化,否则成品球易发生粉化,影响造球强度,甚至难以成球。
2.4、工艺特点
1)本生产线设计方案工艺布置紧凑、顺畅、流程短。
2)本生产线设计方案所采用的技术成熟、先进、经济、运行可靠、检修方便。
3)原料运输采用密闭罐车,防止二次污染。粉尘运输配置顺畅合理,降低工人劳动强度,改善工作条件及环境。
4)在原料仓顶设置除尘器,车间内设置环境除尘设施,改善工作条件和环境。
5)在混碾过程中添加的粘合剂,不含S、P等有害成分,不会对转炉炼钢产生负面影响。
6)成品仓集存储、烘干为一体。避免了成品球落地对环境造成的二次污染;
7)成品仓设计螺旋式滑道收集装置,避免因仓内落差造成球团破损,该工艺为全国同行业首创。
8)成品仓利用高炉热风炉产生的废烟气的余热,能够加速仓内成品球的表面固化和干燥,有利于提高成品球的质量,并且还具有以下特点:
a、节约能源,降低燃煤消耗。
b、投资小,降低投资费用。
c、土地占用少。
2.5、工艺优势
1)冷固球团作为造渣剂、冷却剂回用转炉生产,相比回原料场,流程缩短,节省能源消耗。如果每年6万吨球团,可节约将近1.5万吨标煤。
2)炼钢目前采用烧结返矿做冷却剂,结算价格为800元/吨,而利用除尘灰制成的冷固球团成本约为565元/吨,加上利润,每吨结算价格不超过650元/吨,可以大幅度的降低炼钢成本。
3)用冷固球团替代返矿(块矿)作冷料的方法,已被许多大型钢厂(鞍钢、首钢、柳钢、马钢、沙钢、邯钢、涟钢、湘钢、龙钢、包钢)普遍采用,实践证明用冷固球团替代炼钢用返矿(块矿)具有以下优点:
a、降温冷却效果与返矿(块矿)基本相同,均为石灰降温量的1.75倍。
b、冷固球团造渣效果好,可替代部分石灰、莹石,并有辅助降碳作用。
c、冷固球团在吹炼后连续小批量加入,不会因反应激烈而产生喷钢,可提高钢水的收得率。
e、冷固球团在加入过程中,即使调整枪位,吹炼也比较平稳,反应速率和化学成份均符合炼钢要求。
f、使用冷固球团可缩短供氧时间和冶炼时间。
g、由于冷固球团与返矿(块矿)、废钢相比有价格的优势,因此使用冷固球团能降低炼钢成本。
h、生产冷固球团是将各种除尘灰进行集中处理,因此减少大循环过程中的多次环境污染,同时因使用冷固球团减少了莹石用量,从而减轻了氟化氢对金属管道的腐蚀和炉衬的侵蚀,也减少对大气的污染。
(二)除尘灰(泥)在烧结和水泥行业中的应用
钢铁厂在生产运行中,会在不同工艺部位产生不同物质成分且含量不同的除尘灰(泥),都以含FeO,CaO,SiO2,C等为主,只是不同工艺部分产生的除尘灰(泥),在各种成分的含量百分比不一样而已。有两种简单易行的方法可以解决排放和影响环保的问题。
(1)用于钢铁厂烧结矿中
由于除尘灰(泥)中的成分、含量不一样,含FeO,CaO, C的除尘灰(泥),可以将各种灰、泥按要求进行烧结预混料配制,掺入到烧结矿的原料中,不但可以节约燃料,又能节约成本,还解决了排放和环保问题。
(2)用于水泥行业中
生产水泥熟料的原料成分主要就是Ca, SiO2,C等。部分含TFe和C较低,但含CaO,SiO2较高的除尘灰(泥)可用于水泥熟料生产中的原料配制,可以极大地解决排放和环保问题,同时也可以降低水泥厂的生产成本。
参考文献
[1] 朱苗勇,现代冶金学,北京,冶金工业出版社,2008
[2] 张朝辉 李林波 ,冶金资源综合利用,北京,冶金工业出版社,2011
[3] 薛正良,钢铁冶金概论,北京,冶金工业出版社
[4] 冶金标注化与质量,
[5] 现行冶金固废综合利用标准汇编,冶金工业信息标准研究院,冶金标准化研究所