
郭海滨
摘要:在炼焦行业中,焦炉生产至关重要,四大机车的使用使生产自动化程度越来越高。在日常生产过程中,推焦机将焦炭推出炭化室后,需要装煤车将配合煤装入炭化室内,以满足后续生产需要。装煤车在装煤过程中打开炉盖,进行装煤动作,在此项操作过程中,装煤除尘风机将炭化室内从炉口冒出的煤气、烟尘吸入装煤焦侧除尘,避免进入大气,对环境造成污染,当吸力低时,煤气、烟尘与空气混合,继续装煤,容易引起爆鸣,甚至爆炸。本文主要阐述在装煤过程中监控装煤吸力,并在吸力低时停止装煤,减少事故的发生和对焦炉炭化室的保护。
关键词: 焦炉;装煤车:吸力;连锁;爆鸣
0 装煤车与装煤吸力系统概述
在炼焦行业中,推、拦、熄、装四大机车的运用让生产自动化程度越来越高,与此同时,安全系数也有一定的提升,在整个生产过程中,装煤车在进行将配合煤装入炭化室时,如果装煤除尘风机吸力不足,继续进行装煤操作,容易造成从炉口溢出的煤气、烟尘聚集到装煤车套筒内,与空气混合,造成爆鸣,甚至爆炸。那么在装煤过程中,监控吸力的变化,在吸力低时,利用自动化信号,配合电气,使装煤车停止装煤,并进行一系列动作,减少煤气、烟气聚集,降低事故的发生,从而保护操作工,以及焦炉炭化室。下面介绍具体方法解决此问题,因此具有很高的实用价值。
1 装煤车检测装煤吸力的意义
在整个装煤过程中,如果装煤吸力变低,利用自动化信号,配合电气,使装煤车停止装煤,并根据吸力大小,实现一些列连锁动作,减少煤气,烟尘聚集、外溢,保护环境,降低事故发生概率,保证人身及设备安全。
2 装煤车检测装煤吸力实现方法
2.1 添加设备
装煤车集尘管安装吸力变送器一台,供电为24VDC,隔离器,可编程控制器选用西门子300系列PLC,接线图如(图1)
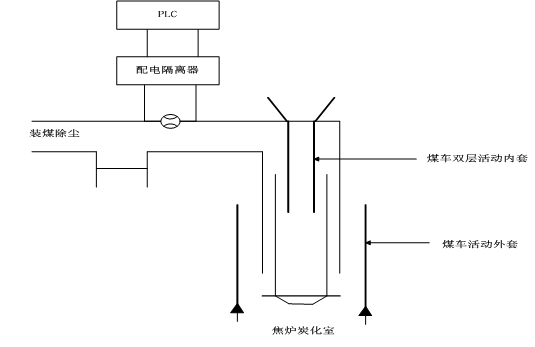
(图1)
2.2 触摸屏MP377画面中增加装煤吸力连锁/解锁按钮和压力变送器示数显示,操作工监控变送器示数,如果变送器本身故障时,可以进行解锁处理。
2.3 利用可编程控制器,监控吸力变送器数值,编写西门子程序:生产过程中当集尘管处吸力低于300Pa时候,报警信号,操作台蜂鸣器报警,提醒操作人员注意。
2.4 生产过程中当集气管处吸力低于200Pa时候,如可编程控制器延时两秒输出信号持续1秒以上,螺旋给煤电机会停止给煤作业。
① 当吸力值小于300Pa时,如信号持续1秒以上,操作台蜂鸣器报警,提醒操作工注意。
② 当吸力值小于200Pa时,如信号持续1秒以上,螺旋给煤电机会停止给煤作业。
③ 当吸力值小于100Pa时,如信号持续1秒以上,放散阀自动打开,连接套筒及集尘管盖叉子自动退回,内套提起,台车落下,电磁铁失磁盖好炉盖。
具体编程方式如(图2)
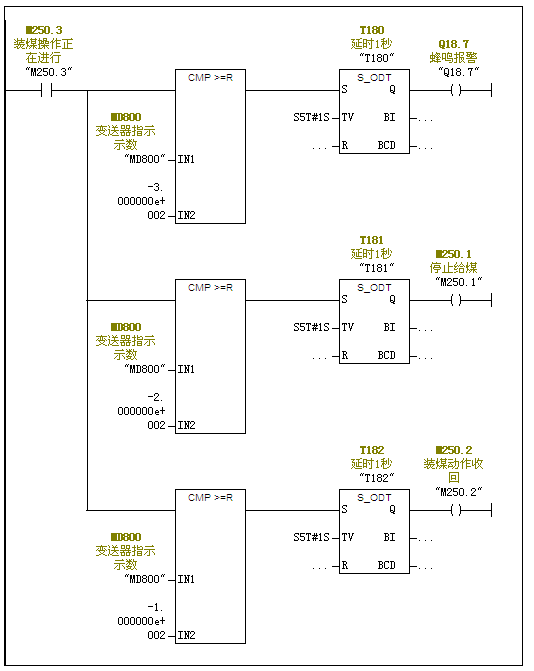
(图2)
以上动作完成后,全部保持现有动作,操作工可根据实际情况决定是否放散装煤或在吸力恢复后再进行装煤。此外为了不影响行车,当集尘套筒退回或手动解除联锁后,此功能失效。
3 结束语
装煤车检测装煤吸力让操作工实时监控装煤吸力,在装煤吸力低时,可编程控制器连锁动作,防止操作失误造成事故,一期装煤车吸力在中化公司投入使用以来,在实际运行过程中效果表明,装煤吸力低时,装煤车连锁动作迅速,有效的保护了炭化室和操作工的安全,延长了炭化室寿命,保护了操作工安全,并在二期、三期装煤车系统中得到推广,使用效果良好。
参考文献
[1] 王小琴 《炼焦工艺》化学工业出版社2005
[2] 杨建华,邱全山. 碳化室密封技术焦炉管理与维修2018