
郭浩
(天津钢管集团股份有限公司)
一、 引言
托辊是带式输送机的重要部件和易损件,通过输送带与其之前的摩擦力带动旋转,从而实现物流的传输。通常带式输送机使用的托辊数量很大。托辊支撑输送带和物料的重量,因此必须拥有一定的强度,托辊质量的好坏决定了带式输送机的使用生命和能源的消耗量。本文所涉及的项目对天津钢管集团股份有限公司的高炉槽下上料皮带使用的托辊耐磨性能进行研究。
二、 项目背景
天津钢管集团股份有限公司(英文缩写TPCO)是目前国内规模最大的石油套管生产基地,主要产品还有高中压锅炉管、高压气瓶管、液压支架管、管线管、结构管等专用管材。历经二十年艰苦奋斗,已跻身于世界大型无缝钢管企业前列,改写了我国石油套管长期依赖进口的历史,成为我国参与国际竞争的行业主力军。
近年来,因为钢铁行业的能耗非常严重,为实现节能减排,低碳环保的目标,TPCP和中央制塑(天津)有限公司联合成立项目组,研究开发高炉槽下托辊的技术升级和改造方案,并进行了为期一年的实验。
三、 金属托辊的改造方案概述
3.1 实验托辊简介
本项目研究对象为高炉槽下上料皮带的金属托辊,该皮带用于上料系统,提供高炉的冶炼原来。未经改造的金属托辊规格如下:直径φ89*240mm,壁厚3mm,材质为普通Q235钢板。
3.2 金属托辊的缺点
金属材质易腐蚀,易粘附物料,项目组发现原有托辊在使用过程中,均出现了不同程度“生锈”的情况。而且传统金属托辊对皮带的滑动摩擦系数是0.68~0.8,由于较高的摩擦系数,导致其耐磨性能较差,通常一个托辊的使用寿命在2~3个月,同时摩擦力也导致皮带受损速度加快。因此企业需要定期检查排除隐患,如托辊受损严重,则需要及时更换,更换托辊需要停止生产,从而增大了经济损失。经统计,该项目原有托辊更换成本约为2000元/个/次。
3.3 托辊改性分析
由于该生产线的特殊性,无法大规模更换其他材质的托辊,因此项目组决定对原有金属托辊进行改造,在外层包覆超高分子量聚乙烯薄膜(UHMW-PE薄膜),从而提升其各方面性能。超高分子量聚乙烯薄膜是一种先进的新材料,在耐磨、抗冲击、自润滑等性能上具有无可比拟的优势。2019年中央制塑(天津)有限公司与德国PerLa Tech有限公司达成合作,引进UHMW-PE薄膜技术,项目组主要研究经该材料包覆后的金属托辊的耐磨防腐性能变化。
3.3.1 UHMW-PE薄膜的性能指标
表1 物理特性
|
性能 |
检测方法 |
单位(US) |
特征指标 |
|
密度 |
D792 |
g/cm(3) |
0.926-0.934 |
|
抗拉强度 @ 屈服 |
D638 |
MPa (psi) |
21(3100) |
|
抗拉强度 @ 断裂 |
D638 |
MPa (psi) |
48(7000) |
|
断裂伸长率 |
D638 |
% |
350 |
|
杨氏模量 (23°C) |
D638 |
MPa (psi x 10(5)) |
690(1.0) |
|
杨氏模量 (-269°C) |
D638 |
MPa (psi x 10(5)) |
2970(4.3) |
|
悬臂梁冲击实验 (23°C) |
D256(1) |
J/m (ft-lb/in notch) |
140(30) |
|
悬臂梁冲击实验 (-40°C) |
D256(1) |
J/m (ft-lb/in notch) |
100(21) |
|
硬度, Shore "D" |
D2240 |
-- |
62-66 |
|
耐磨性能 |
(2) |
-- |
100 |
|
吸水率 |
D570 |
% |
Nil |
|
相对粘度 |
D4020 |
dl/gm |
2.3-3.5 |
在相同的磨损条件下,通过相对质量损失表征不同材料的耐磨性能,得出以下结果:
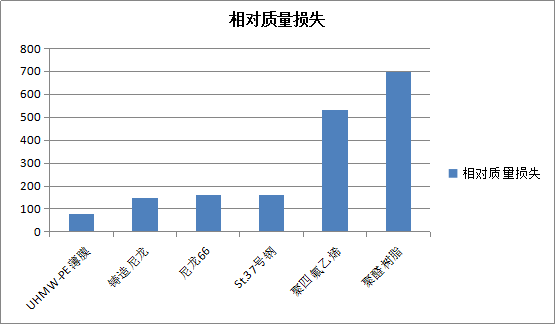
图1 不同材料的相对质量随时对比图
由图可知,UHMW-PE薄膜的耐磨性能强于铸造尼龙、尼龙66、St.37号钢,远远高于聚四氟乙烯和聚醛树脂。
表2 自润滑性能
|
材料名称 |
摩擦系数 |
||
|
自润滑 |
水润滑 |
油润滑 |
无润滑 |
|
UHMWPE(超高分子量聚乙烯) |
0.10~0.22 |
0.05~0.10 |
0.05~0.08 |
|
PTFE(聚四氟乙烯) |
0.04~0.25 |
0.04~0.08 |
0.04~0.05 |
|
PA66(尼龙66) |
0.15~0.40 |
0.14~0.19 |
0.06~0.11 |
|
POM(聚甲醛) |
0.15~0.35 |
0.10~0.20 |
0.05~0.10 |
图2 抗冲击性能
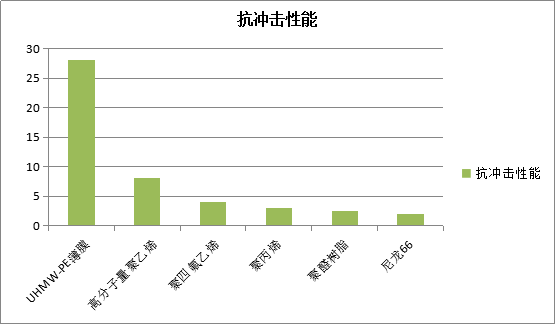
图2 不同材料抗冲击性能对比图
3.3.2 贴附工艺
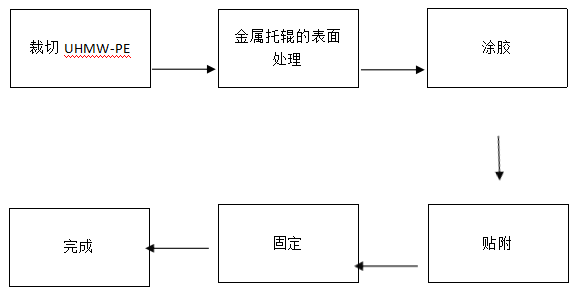
图3 贴附工艺流程图
1. 按照托辊长度裁切UHMW-PE,使薄膜宽240mm;
2. 使用砂纸等对托辊表面进行打磨处理;
3. 使用气动胶枪,将SIKA专用胶粘剂呈"Z"字均匀涂抹到托辊表面,并使用锯齿刮板将胶粘剂刮匀,胶层厚度约2mm;
4. 将裁切好的超高分子量聚乙烯保护膜贴附在托辊表面
5. 使用塑料收缩膜缠绕在在外侧,提供临时固定;
6. 48小时候,取下托辊外部塑料收缩膜,即完成。
四、实验过程与结论
项目组选择高炉槽下改造过的一个托辊作为实验组,其余同期更换未进行改造的金属托辊为空白对照组。在正常生产使用状态下,经过一段时间,观察上述两组托辊的磨损和腐蚀程度(外观)以判断该改造方案的可行性。

图4 未使用的对照组托辊(普通金属托辊)

图5. 未使用前的实验组和实验组托辊(照片)

图6 使用5个月后的对照组托辊
结论:通过外观可以明显看出贴附了UHMW-PE的金属托辊磨损程度远远小于普通金属托辊,并且没有发生任何形变,托辊承重强度没有改变,可以推论该托辊仍可以正常使用。因此,通过此种方式改造可以达到预期效果,大大增强了金属托辊的使用寿命。
五、经济效益分析
由于高炉槽下托辊使用频率较高,为保证安全生产,普通金属托辊每3个月更换,更换时需停产停工,成本较高,约2000元/托辊;通过贴附UHMW-PE的金属托辊,实验周期内(即一年)未发现明显坏损,因此推测其使用寿命超过1年,是原金属托辊的4倍。因此,如选择使用通过此法改进的金属托辊,每年可节约成本数十万元。
六、结语
UHMW-PE薄膜具有良好的耐磨性能、抗冲击性能和自润滑等性能,贴附至金属托辊上,可改善其原有不耐磨、易腐蚀等缺点,增加其使用寿命,同时大量节约了经济成本。因此,由天津钢管集团股份有限公司与中央制塑(天津)有限公司联合成立设立的金属托辊的改进项目取得成功,未来将进行内部与外部的大面积推广,创造更多的收益。