
王腾飞 崔文静 戴昭颖
(首钢京唐公司炼钢作业部)
摘 要:文章主要介绍了首钢京唐公司高效节能钢包蓄热式烘烤器的工艺及改造应用。改造后应用双蓄预热式燃烧技术,具有高效节能和低污染排放特征。增加上位机监控管理系统,优化了钢包烘烤控制模式。目前蓄热式钢包烘烤技术应用稳定,相比原烘烤器,烘烤煤气消耗量减少30%以上,获得了更好的节能和烘烤效果。
关键词:钢包烘烤器;蓄热高效;节能
钢包作为周转钢水的容器,不能直接上线盛装1600℃左右的钢水,必须提前预热,即通过烘烤器烘烤钢包内衬砖,达到所要求温度,才能上线使用。钢包烘烤质量对钢水温度有显著的影响,甚至可能影响连铸稳定生产。同时国家节能减排的政策对钢包烘烤温度和能耗也提出了更高的要求,所以钢包烘烤器在炼钢工艺中具有举足轻重的作用。
传统燃烧技术因大量的烟气余热得不到有效回收利用,热效率低。随着钢铁行业的发展,钢包烘烤器要求火焰具有较高的燃烧温度和一定长度及形状的燃烧带[1],同时在长度方向上具有理想的温度分布,实现内衬上下部位均匀加热。
为有效减小炼钢工艺温降,采用双蓄热式钢包烘烤器,降低钢包烘烤器燃气消耗,提高钢包内衬烘烤均匀性,达到高效节能的目的。
1高效节能钢包蓄热烘烤系统
1.1蓄热式燃烧技术
蓄热式燃烧技术也称高温空气燃烧技术(HTAC),主要通过高效蓄热体,将空气预热至1000℃以上,不但可以有效提高燃烧效率和燃烧温度,而且可以使钢包内温度场更加稳定均匀蓄热式烘烤器采用双喷嘴,烧嘴设计有预混燃烧室,空煤气预混合后燃烧,有效提高燃烧温度。双喷嘴交替燃烧,促进高温气体充分传热给低温区,减少热量损失,实现升温更快更均匀。高温空气燃烧技术[2]具有高效节能与低NOx, CO2排放等多重优越性,从根本上攻克了长期困扰钢包烘烤烟气余热回收利用率低、对环境污染严重等重大技术难题。
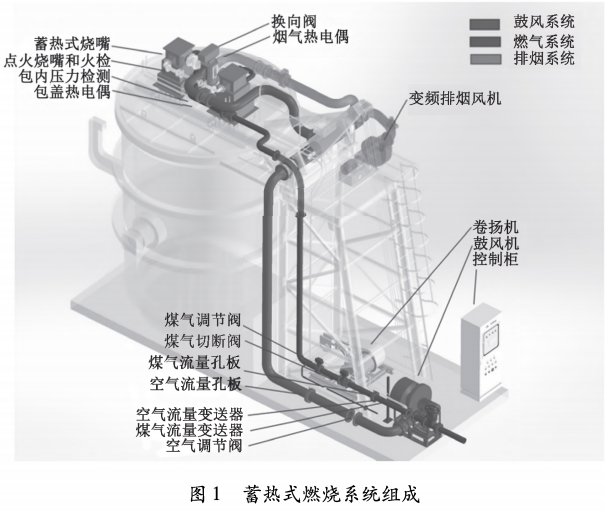
蓄热式燃烧系统主要由鼓风系统、燃气系统和排烟系统三部分组成(见图1 。其中,换向阀、烧嘴和控制系统是三个最为核心的设备。对于换向阀,由于其工作在高速切换的状态,设备稳定性成为主要考察的性能指标;对于烧嘴,面向工艺应用保证烘烤质量(包括烘烤温度和烘烤均匀性)是烧嘴结构优化的主要方向;对于控制系统,开发以减少超调量为目标的自适应控制技术是保证烘烤按曲线进行和实现节能烘烤的关键。
1.2烘烤曲线自动控制
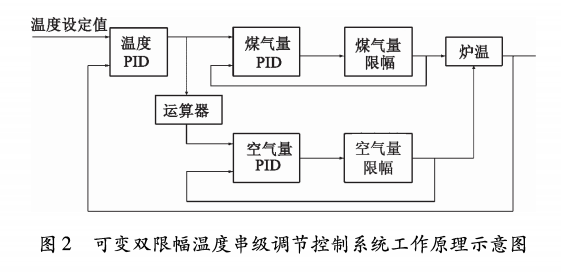
蓄热式烘烤器的控制系统采用可变双限幅串级调节控制方法,以温度串级并联调节系统为主系统,如图2。在温度反馈控制方式中,选择串级调节控制方法控制钢包烘烤温度,通过改变煤气流量和空气流量来实现控温,以大修包烘烤为例,烘烤温度与烘烤曲线吻合度高,且调节阀调节频率较低,能有效提高调节阀使用寿命。
1.3烘烤器智能管理系统
监控系统新增上位机能实现多套钢包烘烤器集中监控。该系统提供维护操作界面,可完成各种监视及管理功能,同时还具有烘烤优化控制模式功能,增加节能效果。上位机监控基本功能是采集烘烤过程中各种过程数据,包括煤气流量、空气流量、空燃比、包盖温度和钢包号等,并以温度-时间曲线方式实时显示烘烤过程的温度变化趋势,实现对钢包烘烤过程的有效跟踪和监控。
2钢包蓄热式烘烤关键配套技术
2.1二位七通同轴换向阀
二位七通同轴换向阀成功解决了普通换向阀容易卡死、泄漏和寿命短等问题。该换向阀由柱面摩擦改为线摩擦,减小换向阀摩擦阻力,从而降低故障率。密封件采用铜滑块自动磨损补偿,防止窜气,保证排烟温度与烧嘴空燃比的准确性。空燃气换向阀的控制由原固定的换向频率,改为根据温度变化自动调整换向周期,从而延长换向阀内驱动气缸的使用寿命。
2.2换向时间自动调节技术
不同烟气温度同等的蓄热体积情况下,通过换向时间调节来提高燃烧温度以及换热效率,设置换向时间自动调节系统。当烟气温度较低时,换向时间设置较长,增加蓄热体蓄热量,有效提高低温烘烤阶段空气预热温度。跟踪在线温度变化不断调整换向时间,延长换向阀寿命,保证空气蓄热温度的同时达到极限节能的目标。
2.3烘烤烟气量实时调节
蓄热式钢包烘烤产生的烟气主要通过包沿和排烟管道排出,为达到极限节能,应降低包沿热量逸散。烘烤过程中,烟气量为一变化值,当蓄热室排烟量大于实际烟气发生量时,钢包中负压,会出现包沿吸冷风现象,降低烘烤温度;当蓄热室排烟量小于实际发生量时,包内正压,热烟气从包沿逸散,能源浪费。蓄热式烘烤技术采用烟气流量调节技术,根据煤气、空气流量以及包内温度对烟气量进行实时调节,保持包内微正压状态,使钢包既不吸冷风也不逸散热烟气,CO2排放大幅降低,实现节能目标的同时降低碳排放。
3 现场应用效果
高效节能钢包蓄热式烘烤技术在首钢京唐公司炼钢部运行已超过1年,设备总体运行良好。该烘烤器能够稳定保证钢包包盖处烘烤温度在1000℃以上,钢包包底耐材温度在800℃以上, 同时实现平均节能率30%以上,烘烤温度曲线偏差在±45℃范围内,大幅提高了钢包作业的稳定性和热状态,降低了烘烤器的能源消耗。
4 结语
(1) 钢包蓄热式烘烤器主要采用高速蓄热烧嘴、自动换向调节、烟气量自动控制以及智能集中监控系统,以实现节能和装备智能的目标。
(2) 蓄热式钢包烘烤器设备总体运行良好, 稳定保证钢包包盖处烘烤温度在1000℃以上,钢包包底耐材温度在800P以上,平均节能率达30%以上,节能效果显著,有效保证了钢包的热状态稳定。
(3) 通过烟气量自动调节,减少烟气外逸, CO2排放大幅降低,实现节能目标的同时降低碳排放。
参考文献
[1] 周 峰,戴方钦,祁 霞.蓄热式卧式钢包烘烤器在韶钢的运用[J].冶金能源,2016, 35 (4) 33 -37.
[2] 尹涛.蓄热式钢水包烘烤装置的设计及应用 [J] 冶金能源,2015 , 34 (5) 25 -27 .