


马永芳, 来志坚
(首钢长治钢铁有限公司炼铁厂, 山西 长治 046031)
摘 要:长钢 8 号高炉因制氧机故障突然停机,无法提供氮气、氧气,被迫无计划休风。因时间较长,休风后进行了一系列保温措施,详细制定复风方案。复风后精准把控,稳步推进,高炉在 63 h 后全面恢复正产生产。
关键词:高炉;无计划休风;恢复
首钢长治钢铁有限公司(全文简称长钢)8 号高炉有效炉容 1 080 m3,设计有 20 风口,2 个铁口,铁口夹角 80°。炉体采用砖壁合一的薄内衬结构,炉底炉缸采用陶瓷杯综合炉底炉缸结构,采用皮带上料,ss 无料钟炉顶,配套干法布袋除尘,三座改进型内燃式热风炉。2017 年 11 月 15 日夜班,因动力厂三万制氧机 UPS 故障突然停机,没有氮气、氧气,高炉被迫于 05:20 时休风。由于事发突然,高炉没有任何准备就进行了休风操作。休风后经过 59 h16 min 的检修处理,至 17 日 16:36 时开风。开风后经过 63 h 的精心恢复,高炉于 20 日 08:00 时全面恢复正常生产。
1 休风前的炉况
炉况稳定顺行,料线均匀顺畅,炉温含硅量(质量分数)0.30%,物理热 1 480 ℃,铁水流动性良好。炉渣二元碱度 1.15,流动性良好。风量 3 040 m3/min,风压 330 kPa,风温 1 118 ℃,氧气量 4 000 m3 /h,透气性指 数 10.5,矿批 32 t,负荷 4.55,料线 1.2 m,焦丁 500 kg/批,配比为 86%(机烧):1.7%(高硅块)+1%(高钛 矿):11.3%生矿,装料制度为 C32(2)30(3)28(2)26 (2)23(1)O32.5(3)31.5(4)30.5(4)。开 19 个风口,标 准风速 240 m/s。(堵 4 号风口,该方位炉缸热电偶 温度较高护炉需要)具体操作参数控制见表 1。
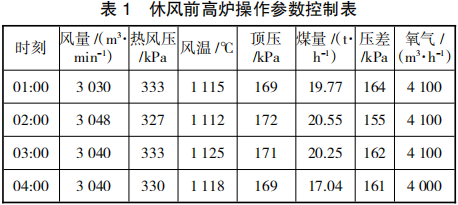
事发当时,高炉南铁口正在出铁,在风量急剧下降过程中没有造成风口灌渣。待风量降低至 1 000 m3/min 后 25 min 休风。在事情发生时,最初得到的信息是休风 4 h 左右,所以在最后时间内,只插了 2 批焦炭。
2 休风后采取的措施
休风 4 h 后,才得知预计需 60 h 才能恢复生产, 于是高炉立即进行了如下操作:
1)风口堵泥,外刷黄油密封;防止休风期间空气进入炉内和焦炭反应,造成风口区域焦炭变碎和生 成熔融渣铁。
2)炉顶点火,关闭一个炉顶大放散,减少炉内抽力。停炉顶打水,关闭气密箱冷却水。
3)降低高炉冷却强度;为保存炉内热量,将炉底水控制到最小,风口及其以上冷却设备水压水量,根据各段冷却壁的水温差逐步将水量控制到最小,以不断流为止。关闭炉皮外喷水。
4)系统全面的查找高炉本体开焊及可能漏煤气的部位,进行处理。
5)检查冷却设备,更换损坏的冷却设备,防止向炉内漏水。
3 复风前的准备
考虑到无计划休风时间较长,休风前未调整负荷的不利因素,为实现复风后能够快速恢复并避免烧坏风口,炼铁厂非常重视此次复风操作,详细制定了复风方案。
3.1焦炭添加及负荷确定
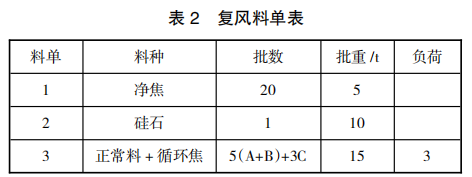
复风料的原则是采取集中加净焦,轻负荷料带循环焦的方式,控制综合负荷在全焦冶炼还低的水平,待炉温升高,渣铁流动性改善后,在逐步恢复负荷及综合负荷。具体复风料单见下页表 2。
3.2 装料制度的调整
布料角度二环,矿批为 10 t,确保边缘和中心煤气流畅通,炉料结构按二元碱度 1.0 配料。
3.3送风制度的确定
集中堵 12 个风口,开 8 个风口送风,送风风口面积 0.0868m2。复风后要保证单个送风风口的风速,确定开风口的原则。
3.4炉前出铁的控制
无计划休风后,炉内堆积大量的凉渣铁,送风后要积极组织炉前出铁。第一炉铁尤其开铁口时机把握要恰当,当理论出铁量达到正常铁量的 1/3 时组织开铁口。之后是清理完渣铁沟内的凝渣铁就开铁口,两个铁口出铁后执行零间隔出铁,以尽快排出凉渣铁,确保有效消除风口破损,以实现煤气流的合理重建,炉料均匀下降,加快炉况恢复进程。
3.5联动试车
复风前 6 h,在设备检修调试完毕后,按照规定对设备进行检查,并进行设备的联动试车,试车完毕,解决所有试车中出现的问题,确保复风后设备正常工作。
4 复风过程把控
考虑到炉况恢复的实际难度较大,本着积极稳妥的思路稳步恢复炉况。整个恢复期大致可分四个阶段:第一个阶段是置换炉内的重负荷料;第二阶段是逐步开风口,恢复风量,恢复炉况;第三阶段是控制恢复节奏,稳定煤气流,稳定炉况,避免炉况出现反复,开始富氧、喷煤;第四阶段是优化指标,全面恢复至正常水平。
4.1第一间段
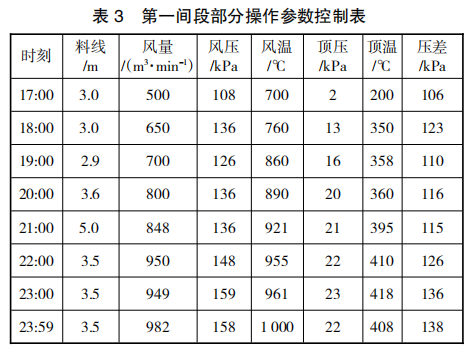
17 日 16:36 时送风,送风风量 500 m3/min,开 1、 2、3、4、17、18、19、20 号风口。利用小风量开风,逐步缓慢加风、提风温的措施,合理控制风速,形成小冶炼区,逐步排出炉内熔化的冷渣铁。截止 17 日 24:00时为第一间段,这一间段的主要任务是置换炉内重负荷料。
4.2第二间段
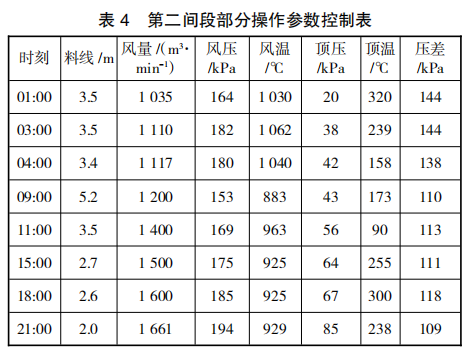
待炉内重负荷料置换完后,接下来就是控制压差,过渡焦炭。然后是加风、开风口。期间要注意合理控制风速,并且及时打开铁口排出渣铁,避免出现大的连续塌料、悬料、管道、风口套损坏等事故。具体操作参数控制见表。开风口时间具体是:18 日 03:15 时捅开 16 号风口。04:33 时捅开 5 号风口。5:22 时高炉休风(更换 1 号、19 号风口漏水)。06:40 时开风。09: 58 时捅开 6 号风口。11:58 时捅开 7 号风口。15:20 时捅开 8 号风口。18:35 时捅开 9 号风口。截止 18 日 21:00 时为第二阶段,这一间段的主要任务是根据实际情况,把握加风、开风口的时机,逐步恢复风量、开风口,恢复炉况。
4.3第三间段
随着风量、风口的增加,风速提高,渣铁温度升高,炉缸工作状况好转,工作区域扩大。炉内要适当控制开风口速度,缓慢恢复风量,缓慢提高风速接近正常水平,并将料线控制在一定水平自动下料,以稳定煤气流合理分布,避免炉况出现反复,同时计划开始富氧、喷煤。11 月 18 日 21:30 时已捅开 15 个风 口,风量 1 650 m3/min,风速 181 m/s,料线 2.0 m,均匀顺畅,高炉开始富氧、喷煤。18 日 23:59 时捅开 10号风口,19 日 06:40 时捅开 11 号风口。截止 19 日17:00 时为第三间段,这一间段的主要任务是控制恢复节奏避免炉况出现反复,找准时机开始富氧、喷煤。
4.4第四间段
随着炉况趋于稳定,要逐步恢复风量、风温、风速,矿批、负荷至正常水平。19 日 22:30 时捅开 14 号 风口,至此风口已捅开 18 个,风量 2 600 m3/min,富氧 1 500 m3 /h,喷煤 11.0 t/h,负荷 4.20,矿批 23.8 t。 20 日 07:10 时捅开 12 号风口,高炉恢复正常生产。截止 20 日 08:00 时为第四阶段,这一间段的主要任务是全面恢复各项参数、控制指标至正常水平。
5 炉前出铁组织
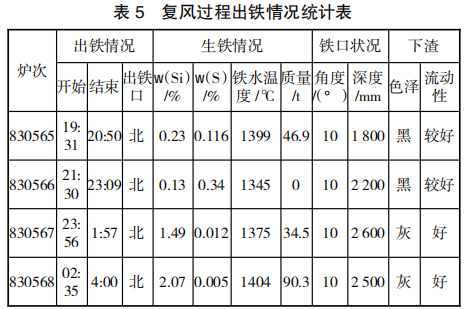
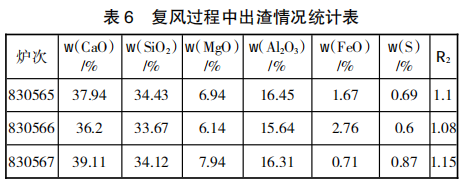
在恢复炉况过程中,炉前出铁工作是最为繁重,最为重要的。要及时打开铁口,保证一定流速排出渣铁,要保证铁口一定深度避免亏渣铁,避免烧化风口,为炉内恢复打好基础。与往次不同的是,本次恢复过程中仅使用北铁口出铁,南铁口在 19 日捅开15 号风口,只剩 12 号、13 号、14 号风口时才投入使用。实践证明,并没有影响炉况恢复。复风过程炉前出铁、出渣情况统计表(见表 5、表6)。
6 结语
1)休风前炉况稳定顺行,炉温适宜,渣铁流动性好,休风后做好炉体密封保温工作,减少高炉热量损失是炉况快速恢复的基础。
2)采取集中加焦的方式,有利于及时把炉缸热量聚起。小矿批有利于疏松压量关系,接受风量。集中堵风口的方式有利于形成一个小冶炼区,加快恢复进程。
3)开风口速度要把控到位,完全满足以下条件后再开风口:高炉接受风量,料尺顺畅,炉温充沛,渣铁流动性好,炉前排渣铁正常,风口水温差上升大于1.0 ℃,有一炉铁的时间间隔。
4)恢复过程中,炉内操作要计算好冶炼进程,加风、开风口要严格控制压差和风速,调剂上要保证充沛的炉温和良好的渣铁流动性。
5)恢复炉况过程中,炉前要及时排出炉内的渣铁,能减少风口前窝渣烧化风口,有助于及早恢复炉况。所以炉前出铁组织,显得尤为重要。要从人员分配,开堵铁口,清理渣铁方面细化安排,确保按时具备出铁条件,及时排出渣铁。
参考文献
[1] 张寿荣,于仲洁.高炉失常与事故处理[M].北京:冶金工业出版社,2013.
[2] 杨守慧,高远.邯钢 3 200 m3 高炉无计划休风炉况快速恢复实践[J].中国冶金,2010(8):40-42.