
王文红
(陕钢集团龙钢公司炼铁厂)
摘要:龙钢1#高炉于2020年1月30日11:28点火送风,31日顺利出铁。此次开炉准备充分,通过科学策划精心组织,理论装料量与实际装料仅差1批,从开炉点火到顺利出铁用时22小时,实现无滑尺崩料、悬料,炉温平衡过渡,送风后28小时喷煤,39小时全风作业,43小时富氧,开炉10天焦比降至370kg/t.铁以下,创造了龙钢停炉开炉的新纪录。
关键词:高炉;开炉;实践
1 前言
龙钢1#高炉炉容1280m3,采用蓄铁式主铁沟,南北两个铁口。2017年2月长期封炉后正常生产,炉缸侧壁温度呈缓慢上涨趋势,随着强化生产上涨加剧,2018年7月份7.400米内环温度最高涨至1065℃,8月份后配钛球或钛块护炉性生产,根据冬季错峰生产要求,于2019年12月21日安排停炉大修,对炉底第四层碳砖及炉缸环碳进行更换后并进行整体浇筑,11段冷却壁进行整体更换,炉内采用整体喷涂。
1#高炉于2020年1月30日送风开炉,31日白班出铁、中班喷煤,2月1日夜班富氧,通过强化操作成功实现了3天达产、5天达效的目标,恢复期间炉况保持稳定,技术指标持续改善。2月份高炉指标见表1:
表1 开炉第1个月技术指标
|
|
日产量 |
燃料比 |
焦比 |
煤比 |
富氧量 |
负荷 |
硅 |
煤气利用率 |
|
前3天 |
2056 |
641 |
506 |
135 |
3356 |
3.80 |
0.80 |
39.59 |
|
第二周 |
3309 |
535 |
381 |
154 |
5769 |
4.06 |
0.39 |
46.47 |
|
第三周 |
3523 |
520 |
369 |
151 |
6901 |
4.23 |
0.39 |
47.22 |
|
第四周 |
3484 |
510 |
364 |
145 |
5901 |
4.22 |
0.40 |
47.45 |
2 开炉前的准备工作
2.1 高炉烘炉及打压试漏
为确保开炉顺利和安全,按开炉工艺要求进行烘炉、全系统联动打压、查漏和试车。
2.1.1 高炉烘炉
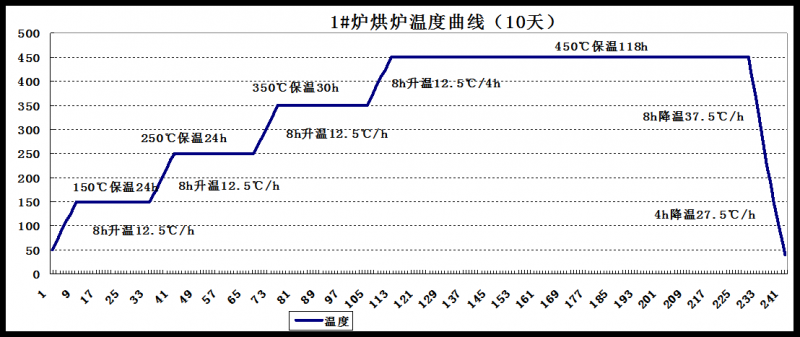
1#炉烘炉采用热风烘炉,原计划烘炉6天,1月下旬因调整生产作业计划,随机延长烘炉时间至10天,整个烘炉时间按240小时(10天)安排,主要延长450℃保温时间。烘炉参数如下:
表2 烘炉参数控制范围
|
温度℃ |
所需时间 h |
升温速度 ℃/2h |
风量 (m3/min) |
顶压 kpa |
炉顶温度极限(℃) |
气密箱温度极限(℃) |
|
50-150℃ |
8 |
25 |
1500 |
20 |
300 |
65 |
|
150℃ |
24 |
|
1700-1800 |
20 |
300 |
65 |
|
150℃-250℃ |
8 |
25 |
~1800 |
20 |
300 |
65 |
|
保温 250℃ |
24 |
|
~2000 |
20 |
300 |
65 |
|
250℃-350℃ |
8 |
25 |
~2000 |
20 |
300 |
65 |
|
保温 350℃ |
30 |
|
~2000 |
20 |
300 |
65 |
|
350℃-450℃ |
8 |
25 |
~2000 |
20 |
300 |
65 |
|
保温 450℃ |
118 |
|
1700~1800 |
20 |
300 |
65 |
|
450℃-180℃ |
8 |
30 |
1500~2000 |
20 |
300 |
65 |
|
180℃-40℃ |
4 |
50 |
~1500 |
20 |
300 |
65 |
|
合计 |
240小时/ 10天 |
|
|
风口加轴流风机吹冷风 |
||
图1 烘炉曲线
2.2.2 打压试漏
1#炉打压试漏分2次进行,一是进行高炉本体及煤气除尘系统管道联合打压查漏;二是进行热风炉及送风系统管道的压力测试和查漏。
(1)第一次打压
分五个压力梯度进行:0.05-0.10-0.15-0.19MPa,结束后处理好漏点,送冷风保压1小时,再进行第二次打压。
(2)第二次打压
主要是送风系统管道和本体,0.10-0.20-0.25-0.30-0.34 MPa,逐步缓慢提压,压力最高打到0.34 MPa。
(3)每个梯度升压后保持5分钟,在0.25MPa时停顿10-15分钟,再提压至0.34MPa,保压查漏。升压过程远程检查漏点,必须处理完大漏点后才能继续升压。
2.2 安装自动开铁口装置
(1)计划从南场出铁,南铁口安装自动摇控出铁装置,送风后向炉内鼓风加氧气,1次铁前停止富氧鼓风,关闭空压后铁口自动打开。
(2)北铁口安装钢管,钢管伸出炉外约1.5m,作炉缸煤气导出管加热炉缸温度。
3 开炉装料
3.1 木材填充
1月28日白班开始装木材,在装木材前铺底焦2罐,中班炉内装入木材约1800根,靠墙及风口周围将木材立起,炉内按“井”字型密布排列,木材装至风口上沿,中心堆尖。装完木材,安装直吹管前根据堵风口要求完成堵风口作业,堵泥深度(满套)460㎜。
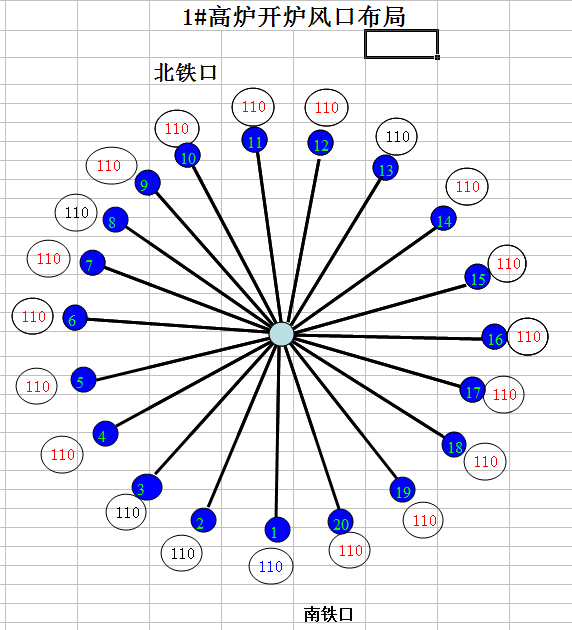
3.2 开炉前堵风口情况
1月30日白班检查所堵6个风口,总风口面积0.1901m2,实际送风面积0.1330m2,占风口总面积的69.9%。风口配置见表3。
图2 风口布局
3.3 装开炉料
在装料过程中,送冷风风压20-30kpa,每段装完后进行料线探测,高炉装料总计37批,共计装入焦炭408吨,于2020年1月29日22时34分装料结束。南北探尺分别为1.9m和2.0m,全炉焦比2.696t,负荷0.655倍。装料过程中对溜槽角度、布料圈数和料流轨迹进行校对,调整探尺零位。
表3 装料制度
|
序号 |
料制 |
焦炭 |
矿量 |
烧结矿 |
高硅块 |
石灰石 |
球团矿 |
锰矿 |
负荷 |
|
1 |
18C |
160293 |
|
|
|
|
|
|
|
|
2 |
8(C+N+M) |
64455 |
|
|
|
11602 |
|
9752 |
|
|
3 |
13CO |
105161 |
111011 |
88153 |
15005 |
|
|
7853 |
|
|
4 |
6CO |
48340 |
75214 |
40532 |
9935 |
|
17545 |
7202 |
|
|
5 |
4CO |
32229 |
58794 |
34526 |
9113 |
|
10337 |
4818 |
|
|
6 |
1CO |
8009 |
15336 |
8264 |
4080 |
|
1794 |
1198 |
|
|
合计 |
37批 |
418487 |
260355 |
171475 |
38133 |
11602 |
29676 |
30823 |
0.655 |
4 开炉操作
4.1 一次铁前
(1)1月30日11:58送风,热风压力40kp,顶压2kp,冷风流量750m³/min,风温800℃,12时其余风口逐步变亮;高炉点火后炉顶温度上升的比较慢,一直在40℃左右徘徊,以稳定送风为主, 12:30料面动,料线2.1m。根据料线缓慢加风,逐步上负荷,16时5、7#风口吹开,送风面积0.1521m2,风量水平600 m3/min,21:00炉顶煤气成分合格,21:18组织引煤气。
(2)随着引煤气料速变快,22时后逐步上负荷、上风温、调整料制、加风量,后期风压控制200kpa。
(3)31日8:30后,随着炉内渣铁上涨,高炉下料明显减慢,顶温较高,风量下降。9:18开南铁口出铁,9:20顺利打开,炉温基本充沛,流动性较好。
首次铁硅4.20%,物理热1421℃,铁量232t。
表4 首次铁前参数
|
时间段 |
风压(kPa) |
风量 (m³/min) |
负荷 |
配比 (%) |
矿批 (批) |
累计料批 |
料制 |
|
11:58-14:45 |
19-40 |
480-550 |
2.0 |
36.3 |
16 |
4 |
C23.9322.2220.3218.13O22.2320.33 |
|
14:46-20:40 |
40-87 |
550-620 |
2.25 |
37.8 |
18 |
13 |
C25.5323.9222.2220.3218.13O23.9322.23 |
|
20:41-22:15 |
87-105 |
604-623 |
2.25 |
37.8 |
18 |
17 |
C27325.5223.9222.2220.3218.13O25.5323.9322.22 |
|
22:16-2:07 |
105-160 |
623-700 |
2.40 |
37.8 |
18 |
26 |
C27325.5223.9222.2220.3218.13O25.5323.9322.22 |
|
2:08-5:52 |
160-188 |
700-759 |
2.66 |
37 |
20 |
41 |
C27325.5223.9222.2220.3218.13O25.5323.9322.22 |
|
5:53-8:14 |
188-206 |
759-780 |
2.78 |
30 |
21 |
50 |
C27325.5223.9222.2220.3218.13O25.5323.9322.22 |
|
8:15-9:40 |
206-209 |
720-750 |
2.78 |
30 |
21 |
55 |
C28.4327225.5223.9222.2220.3218.13O27225.5223.9222.22 |
|
9:41-11:50 |
220-240 |
1750-1950 |
2.99 |
30 |
21.5 |
67 |
C28.4327225.5223.9222.2220.3218.13O27225.5223.9222.22 |
4.2 一次铁后
在确保物理热充足,渣铁流动性良好的基础上,加快恢复进程。
(1)31日一次铁后加快送风,上负荷至2.99倍,白班加风至280kpa;15:55分送煤,16:00北场顺利过铁,炉况稳定恢复顺行;中班21时加风压至310kpa,风温1120℃,负荷3.33倍,生铁已降至0.70%,
(2)2月1日7:30开始送氧2000m3/h,中班19时负荷上至3.72倍,日产量达到2362吨,煤比130kg以上。
(3)2日14:57分风口全开,风压加至350kpa,风温上至1130℃,富氧量5000m3/h,矿批加至31吨,生铁硅降至0.50%左右,焦比降至410kg/t以下,日产量达到2800吨,煤比150kg以上。
(4)3日开始逐步提产、降低燃料比,产量达3000吨,4日产量稳定在3250吨,煤比稳定150kg以上,实现了三天达产,五天达效。
(5)5日产量稳定在3300吨以上,9日后产量稳定在3500吨以上。
表5 恢复参数
|
日期 |
实际产量 |
利用系数 |
风温 |
[Si] |
焦比 |
煤比 |
燃料比 |
焦炭负荷 |
风量 |
风压 |
富氧 |
矿批 |
CO2 |
煤气利用 |
|
1月31日 |
1021 |
1.21 |
909 |
1.40 |
819 |
60 |
880 |
2.93 |
1593 |
242 |
0 |
22.40 |
15.30 |
42.62 |
|
2月1日 |
2363 |
2.79 |
1125 |
0.49 |
486 |
138 |
623 |
3.44 |
2288 |
339 |
2332 |
26.18 |
16.50 |
38.02 |
|
2月2日 |
2784 |
3.29 |
1130 |
0.53 |
409 |
160 |
569 |
3.77 |
2310 |
348 |
4379 |
29.09 |
16.40 |
38.14 |
|
2月3日 |
2956 |
3.49 |
1133 |
0.59 |
411 |
160 |
572 |
3.90 |
2425 |
347 |
5081 |
29.71 |
17.30 |
44.94 |
|
2月4日 |
3278 |
3.87 |
1135 |
0.36 |
379 |
149 |
528 |
4.08 |
2518 |
343 |
5633 |
31.65 |
20.20 |
47.87 |
|
2月5日 |
3370 |
3.98 |
1137 |
0.29 |
365 |
159 |
524 |
4.06 |
2495 |
346 |
5693 |
32.50 |
19.4 |
47.20 |
4.3 开风口情况
表6 开风口时间
|
1月30日 |
11:58送风,堵2#、5#、7#、12#、15#、17#风口,16:10 5、7#风口吹开。 |
|
1月31日 |
14:07捅开17#风口 |
|
2月1日 |
1:30捅开15#风口;13:01捅开2#风口 |
|
2月2日 |
1#高炉14:57捅开12#风口。 |
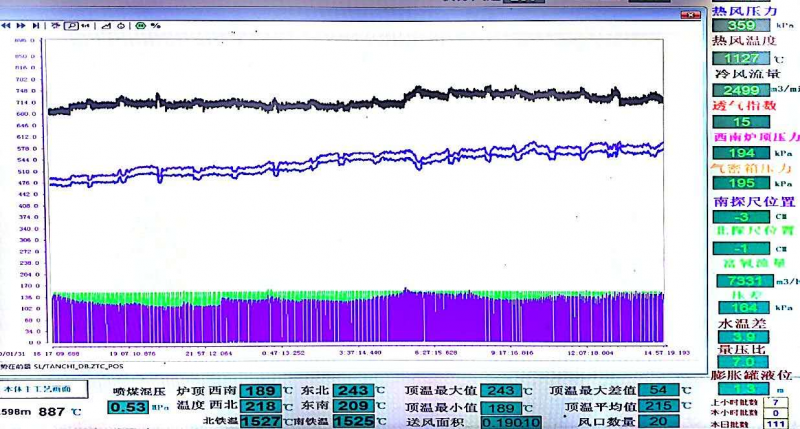
4.4 各参数趋势情况
图3 强化参数
4.5 开炉铁水成分和渣碱
表7 铁水成分和渣碱
|
炉次 |
Si |
Mn |
S |
P |
V |
Ti |
R2 |
|
001 |
4.03 |
1.80 |
0.043 |
0.19 |
0.04 |
0.14 |
1.06 |
|
002 |
2.74 |
1.45 |
0.049 |
0.17 |
0.04 |
0.14 |
0.96 |
|
003 |
0.82 |
1.23 |
0.047 |
0.13 |
0.04 |
0.10 |
0.97 |
|
004 |
0.67 |
1.15 |
0.050 |
0.17 |
0.04 |
0.09 |
0.94 |
|
005 |
0.51 |
0.89 |
0.055 |
0.16 |
0.04 |
0.08 |
1.06 |
|
006 |
0.44 |
0.77 |
0.039 |
0.16 |
0.04 |
0.06 |
1.13 |
4.6 开炉后指标提升明显
表8 高炉主要指标
|
|
2019年 |
2020/2 |
2020/3 |
2020/4 |
2020/5 |
2020/2-5月 |
|
利用系数(t/m3.d) |
2.37 |
2.57 |
2.80 |
2.43 |
2.57 |
2.60 |
|
燃料比(Kg/tFe) |
535 |
571 |
543 |
547 |
558 |
525 |
|
综合焦比(Kg/tFe) |
504 |
539 |
511 |
516 |
525 |
493 |
|
入炉焦比(Kg/tFe) |
388 |
392 |
370 |
377 |
377 |
378 |
|
喷煤比(Kg/tFe) |
146 |
147 |
145 |
145 |
151 |
147 |
|
风温(℃) |
1138 |
1140 |
1148 |
1152 |
1150 |
1147 |
|
[Si](%) |
0.42 |
0.45 |
0.40 |
0.41 |
0.38 |
0.41 |
|
煤气CO2 |
19.42 |
19.54 |
19.94 |
19.48 |
19.67 |
20 |
|
煤气利用率% |
46.81 |
47.01 |
47.37 |
46.83 |
47.10 |
47 |
5 结语
龙钢1#高炉通过采用先进的铁口远程自动摇控装置,实现了高炉一键式自动化开口操作(已申报专利),安全顺利实现开炉,并实现快速恢复和达产达效。
(1)本次开炉采用较大的初始风量和较快的加风节奏,炉况稳定顺行,压量关系稳定,透气性适宜,下料均匀顺畅,顶温始终在可控范围之内,未发生一次崩塌料、难行悬料和管道。一次铁前从南场铁口持续鼓入空气和氧气,提升了南场铁口区炉缸温度,改善了首次渣铁流动性。
(2)送风后必须及时上负荷,一次铁前负荷上至2.80-2.90倍,一次铁后负荷上至3.00倍,炉温迅速由4.0%降至1.0%,避免前期炉温持续过高,影响加风和炉前出铁。
(3)本次在1#炉南铁口采用铁口远程自动摇控装置,为龙钢多年总结开炉经验发明的出铁装置, 2019年4月再次申报专利,本次1#炉开炉又进行了创新,实现了一键式远程自动开口操作。
(4)高炉点火后炉顶温度上升较慢,一直在50-60℃左右徘徊,炉顶蒸汽较大,顶温长期偏低,一次铁前炉缸焊缝、本体持续渗水量增大,说明浇注的炉内积含水量较大。因些必须重视浇注炉缸的烘炉质量,尽量延长烘炉时间。
(5)科学精准配料和合理的送风参数,有利于快速提高炉缸整体温度,促进了快速恢复和强化。
(6)装炉料及送风后配加锰矿,控制铁水锰在1.0%以上,有助于提高渣铁流动性;渣控制走下限,铁水硫控制在0.040-0.055%,消除了粘沟、粘罐,炉前劳动强度大幅度降低。
(7)在技术成熟、原燃料质量稳定的情况下,开炉总焦比可选在2.60-2.75t,渣碱选择0.85-0.90倍,既能保证了炉缸积蓄足够的热量,又能保证渣铁流动性好。
参考文献
[1] 周传典 《高炉炼铁生产技术手册》,北京:冶金工业出版社 2002.4
[2] 黄元发 《高炉炼铁生产典型案例剖析》,北京:冶金工业出版社 2019.9