
韦保弹 潘国检
(广西北部湾新材料有限公司)
摘 要:介绍烧结厂二期5#麦尔兹窑在生产过程操作控制,进场原料石头质量、生产操作控制、调整方法,对出现的问题及时解决,确保生产的正常进行,有利于生产优质产品。
关键词:麦尔兹石灰窑;原料石头;操作控制方法
麦尔兹窑是自动化控制和先进工艺设备,但在实际生产操作过程中有些问题把握不当,就会出现结窑瘤、窑炉况不稳、废气温度和石灰温度难以控制异常情况,严重影响石灰的产量和质量。我厂一座日产600t麦尔兹窑,从生产工艺的角度来看,现将我们厂的实践总结。
1 原料石头质量
麦尔兹窑对原料石头的质量要求比较高,要求原料石灰石的CaO含量要高,杂质含量尽可能少。石灰石含有的杂质主要是SiO2 、Al2O3 、 Fe2O3、供炼钢石灰石用时,还要求 P、S 含量低,这些杂质的来源石头自身含有以泥土、 砂粒的形态粘附在石灰石表面上含量等含量必须要低,石头粒度大小均匀,含粉量要少,从我烧结厂二期5#一座麦尔兹窑生产以来,对原料的采购石头与品管监督部门质量把好关,引起足够重视,成批质量低劣、含粉量较大、含杂质过多的原料石头入窑后造成窑炉内物料的透气性下降,气流不畅通,窑压随之升高,煤气燃烧后所产生的热量不能够进行有效的热传递,致使煅烧区域的热量分布不均,局部煅烧温度过高过低,单靠生产操作调整来控制质量也很难稳定,会造成出成品石灰的质量很差,CaO平均含量仅在85% 左右,窑炉况极不稳定,结窑瘤现象经常发生,严重影响二期5#麦尔兹窑的正常运行。针对上述情况,几年来我们总结生产经验,也采取各种办法,首先是加强了对原料石头的质量进行筛分、严重全退货手段监控,目前供应我厂原料石头的厂家有天良、腾远、友诚、庆辉等,各家原料石头质量相差较大,煅烧性能也有区别,不管什么样的热工窑炉都对原料基于产品质量的要求,要生产出高质量的产品需要有好的原料。
表1石灰窑石头化学成分要求
|
CaO% |
MgO% |
SiO2% |
S |
P |
酸不溶物 |
灼减 |
|
≥53% |
≤1.5% |
≤1.2% |
≤1% |
≤0.01% |
<1.5 |
43.9% |
发现石头的质量发生变化,采取相应的措施,严防不合格的原料石头入窑。其次是严格控制入窑石头的含粉量。对原料石头的物理粒级进行抽样检验,入窑石头粒度30~80mm的严格控制在90% 以上,且粒度大小均匀;粒度小于30mm的严格控制在5%以内,粒度大于80mm的不允许超过5%,5#麦尔兹窑前供料系统:一台孔径为30ram的单层振动筛,对入窑石灰石进行预筛分,当出现原料的含粉量增大时,以减少筛分量,提高筛分效率。特别是雨后原料潮湿泥浆易糊筛网时,必须及时清理筛网上的粘结料,杜绝粉料,泥浆入窑。
2 操作过程控制
麦尔兹窑的操作控制就是对窑内的废气温度、通道温度和石灰温度等相关工艺参数进行操作调整,以控制在适当的范围内,操作控制时要结合原料、煤气的质量情况,以及掌握原料情况后在工艺控制和操作中做相应的调整。对于石头粒度、晶粒较大的石头需要提高煅烧温度。粒度小的矿石需要降低窑压,防止加剧通道堵塞,电脑显示屏上观察各测温点曲线相互交织。
窑体主画面图各测温点-1
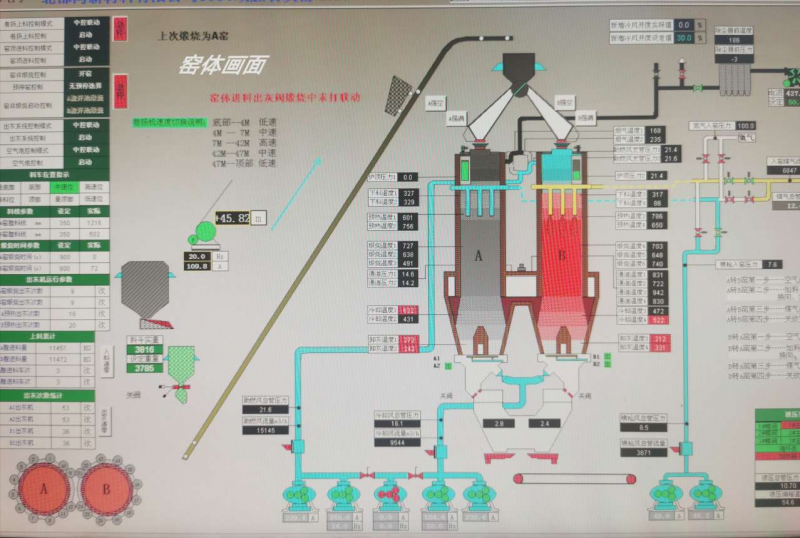
通道堵塞发生在石灰温度低的窑膛,控制入窑石灰石粒度,减少碎石泥沙含量,合理调节风气配比,稳定煤气热值,适当调整加料方式和非燃烧窑膛的出料次数,使用空气炮,然后确定需要调整的工艺参数和调整幅度。
3 废气温度过程控制
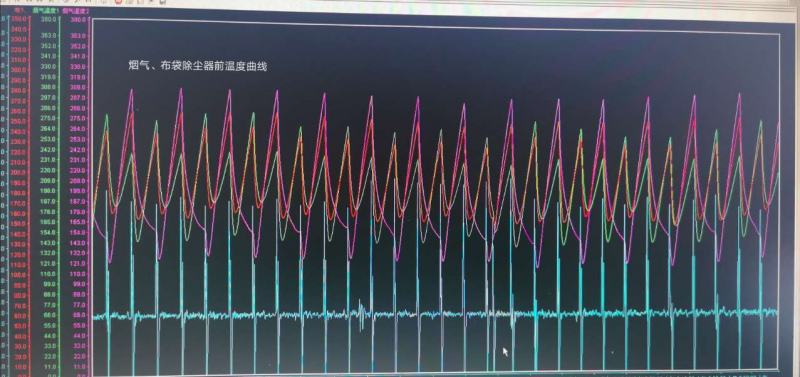
麦尔兹窑废气温度过高,会对窑顶工艺布袋除尘器造成损害,严重的会发生烧毁布袋等,麦尔兹窑有换向期间加料和燃烧期间加料两种模式,通常在燃烧期间加料模式下,废气温度明显偏低。由于各方面的原因,我厂5#座麦尔兹窑投产以来一直使用换向期间加料的模式,麦尔兹窑在这种加料模式下生产,经常发生废气温度过高的现象,有时甚至高达200℃ 以上,高温废气进入工艺布袋除尘器,严重影响了除尘器的正常运行。对此,我们结合生产实际,进行原因查找,及时排除故障,控制废气温度,检查窑内实际料位。窑内实际料位偏低,会造成废气温度升高,这时需要检查料位计,确认加料系统完好,及时补充原料石头至正常料位,查看煤气量输入过多会造成废气温度上升,这时要结合窑炉工况,根据需要适量减少煤气量,确认人窑的助燃空气量和冷却空气量,进入窑炉的助燃空气量和冷却空气量大小会影响到废气温度的变化,若是进入窑炉的助燃空气量过小或者冷却空气量过大,就需要对窑的相关参数的设定值进行适当调整。
4 通道温度过程控制
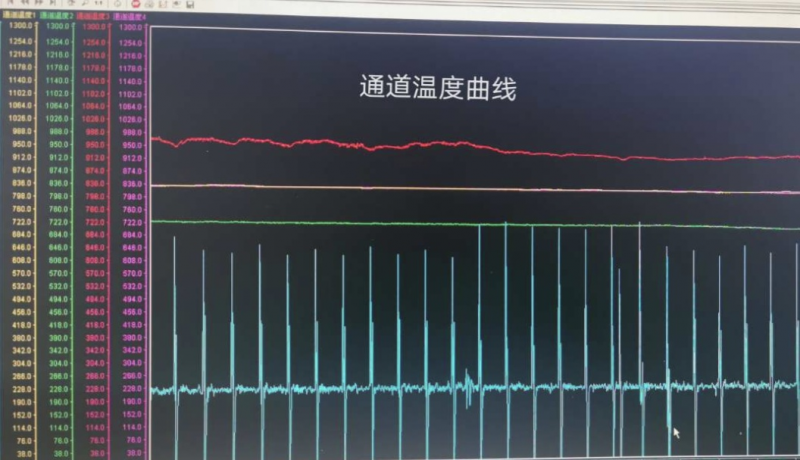
麦尔兹窑在生产过程中,在产量稳定的前提下,保持通道温度的平稳就基本上做到了输入和输出的热能平衡。如通道温度下降,输入热能则偏一低,反之,输入热能偏高,通过观察电脑的参数曲线有通道温度曲线、废气温度曲线、石灰温度曲线。
通道温度曲线图-2
废气温度曲线图-3
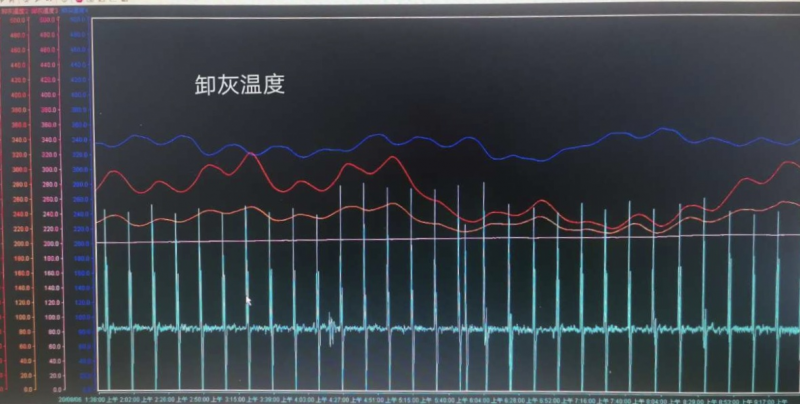
石灰温度曲线图-4
麦尔兹石灰窑的热能处于相对合理的热量平衡状态时,这三个曲线是平稳地处于各自的状态。假如在某一时期曲线发生了变化,通道温度突然发生变化时必然是热能输入存在问题,偏高或偏低,通道温度曲线温度在下降,废气温度下降,石灰温度下降,这些说明热能输入偏低,热量输入是否正确,是造成通道温度发生变化的关键,当通道温度发生变化时,要及时检查调整热量输入过多,会使通道温度上升,相反热量输入过少,通道温度就会下降。在检查热量输入多少的同时,还要检查确认煤气热值是否发生变化,当煤气热值发生了变化,通道温度随之改变,生产操作人员要结合煤气的热值大小,正确地调节热量输入,助燃风量的大小是靠调节空气过剩系数来决定的,在一定范围内,空气过剩系数越大,助燃风量越大,煤气燃烧的速度就越快,热量释放的速度也越快,煅烧带上移,通道温度相对下降,反之、空气过剩系数越小,进入窑内的助燃风量越小,煤气燃烧的速度越慢,释放热量也慢,煅烧带下移,通道温度随之升高。稳定助燃风量就要控制好过剩空气系数过剩空气系数没有固定,通道温度也极不稳定,根据我厂麦尔兹窑的实际情况和这几年的生产经验总结,对工艺参数进行调控,设定在0.82,固定好过剩空气系数,有效地稳定了入窑的助燃风量,冷却风量冷却风量的多少也会影响通道温度的变化。进窑炉的冷却风量是由冷却空气系数决定的,当冷却空气系数加大时,进入窑炉的冷却风量就会增加,通道温度相对降低,反之、冷却空气系数减小时,进入窑炉的冷却风量就会减少,在其他条件不变的情况下,通道温度相对升高,控制好麦尔兹窑通道温度的目的是确保石灰石煅烧温度的稳定,在麦尔兹窑操作控制的过程中,不可将通道温度看作是窑炉的煅烧带温度,因为通道温度往往会受到各种因素的影响,其通常要低于煅烧带温度。如果通道温度高,那么煅烧带温度会更高。一般情况下,要根据成品石灰质量的优劣,并结合窑炉运行的稳定情况进行综合分析判断,不同的日产量所对应的通道温度也会有所差异,我们在实践中摸索总结出麦尔兹窑在不同的日产量下通道温度参考值。
见表2,要求岗位操作人员根据参考值适时、适量、准确地调整煤气输入量等相关工艺参数,控制好通道温度。
表2麦尔兹窑在不同日产量下通道温度参考值
|
日产量/t |
360 |
370 |
380 |
400 |
410 |
430 |
450 |
470 |
500 |
|
通道温度/℃ |
820 |
830 |
840 |
860 |
870 |
890 |
920 |
940 |
970 |
5 石灰温度过程控制
生产过程中遇到石灰温度过高时,主要从个方面查找原因,并及时采取相应的措施,有效地控制好石灰温度,冷却空气系数冷却空气系数过小会使石灰温度升高,冷却空气系数的大小决定着进入窑炉内冷却风量的多少,当出现石灰温度过高时,首先要准确查找原因,检查是否是冷却风量不足,可适当地调高冷却空气系数,加大进入窑炉的冷却风量,冷却空气系数的调整要适量,避免加入的冷却风量过大,因为冷却风量过大虽可降低成品石灰的温度,但会使废气温度升高,还会影响到通道温度以及石灰的质量。通过实际摸索,冷却空气系数的最佳调整范围一般控制在0.60一0.75之间,煅烧带下移煅烧带下移会导致石灰温度上升,检查确认窑炉内物料是否出现煅烧带下移现象,煅烧带下移,石灰石煅烧区域延长,在冷却风量和冷却时间不变的情况下,成品石灰的温度会整体上扬,这时需要检查校正料位计,正确布料,同时要调整窑下卸料台板的动作次数,减少石灰的周期排料量,使窑炉内物料的煅烧区域逐步恢复正常,窑内结瘤窑内物料结瘤会造成石灰温度持续升高。停窑后在平台处打开窑体观察孔,检查卸料台板上成品石灰的质量情况,可见到石灰颜色发黑,部分石灰成团粘接一起形成窑瘤。大块的窑瘤在卸料台板处容易被卡住,会局部挡住窑下冷却风对成品石灰的冷却降温,致使成品石灰温度连续升高。这时需要降低窑炉内的煅烧温度,停窑将大块的窑瘤捣碎排出,同时增加冷却空气系数,加大入窑冷却风量,以降低石灰的温度。
6 结语
麦尔兹窑在生产操作过程中只要能根据原料石头进场质量情况,充分调整煅烧温度、操作调整合适的热能、采取相应整改措施将窑系统的压力控制在合理的范围,严格预防控制通道的堵塞,才能使麦尔兹窑发挥比较稳定的产能,才能生产出优质高产的成品石灰。
参考文献
[1] 浅谈对麦尔兹石灰窑趋势图的理解,窦燕杰、张强
[2] 王云雷、苗志英、麦尔兹窑煅烧石灰趋势图探讨,工业C,2015、04