
王向锋1 马光宇1 孙金铎2 陆 云2 刘常鹏1 李卫东1
(1鞍钢集团钢铁研究院; 2鞍钢股份有限公司)
摘 要:文章通过干熄焦除尘灰的制块试验、 保温性能测定试验和工业应用试验, 综合分析了干熄焦除尘灰作铁水保温剂的性能和应用后对铁水 [S] 的影响。结果表明,干熄焦除尘灰作铁水保温剂时其保温性能与碳化稻壳相当,高于复合保温剂,同时对铁水 [ S] 无明显影响,在产品质量稳定性上具有明显优势,应用前景广阔。
关键词:铁水;保温;干熄焦除尘灰
为充分利用铁水热量,冶金企业通过向铁水加入各类保温剂,如碳化稻壳、 粉煤灰和复合保温剂等,明显减少了铁水温降,满足了炼钢对铁水温度的要求。
碳化稻壳是稻壳经过预热至着火点温度以下,使其在碳化炉内碳化而获得的含碳量较高的黑色闪光的颗粒状粗粉,它含有较高的碳和二氧化硅,成本低、 活性高、 透气好,广泛应用于冶金熔液的保温领域[1] ,由于生产成本上升和冶金企业采购价格不断下降等原因,目前碳化稻壳的质量波动明显变大,能满足钢铁企业的需要。
很多钢铁企业如鞍钢都拥有炼焦生产线, 副产物中有大量的干熄焦除尘灰,目前多数企业将其替代煤粉喷入高炉[2] 。但替代比例有限,不能将干熄焦除尘灰完全消纳,以鞍钢为例, 目前干熄焦除尘灰的富余量约为150t/ d。干熄焦除尘灰表面活性高,在高温下极易自燃,因此长时间堆放存在诸多隐患,必须尽快处理或应用。
鞍钢副产干熄焦除尘灰的含碳量约84% ~87% ,SiO2 含量约 55.6%,A2lO3含量约 31.19%。其加入铁水后可形成酸性渣与铁水表面的高炉渣充分浸润,形成粉状层与烧结层,具有一定的保温潜力。
通过干熄焦除尘灰的制块试验、定试验和工业试验,综合分析了干熄焦除尘灰作铁水保温剂的各项性能,并同碳化稻壳、 复合铁水保温剂等进行了对比,以验证干熄焦除尘灰作为铁水保温剂的技术可行性。
1 干熄焦除尘灰制块试验
干熄焦除尘灰具有粒度细、 与粘结剂浸润性差和成球难度大等特点,因此必须将其制成具有一定强度的块状物,以满足铁水保温工艺中铁水保温剂、 扬尘治理等的需要。
1.1 试验过程
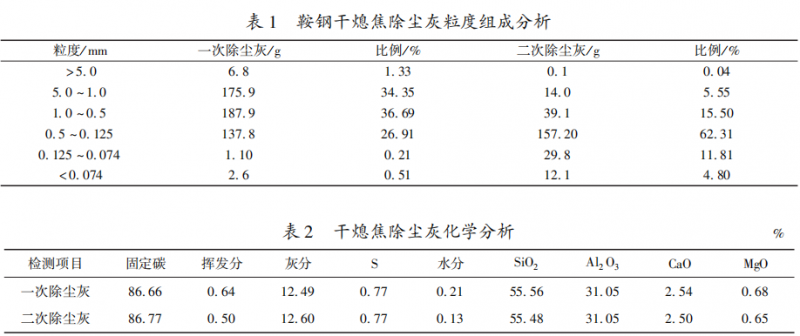
干熄焦除尘灰取自鞍钢炼焦总厂二炼焦工区,其粒度组成和化学分析见表1和表2。
干熄焦除尘灰分散性强,与粘结剂浸润性差,因此选用模数为2.4的钠水玻璃作为粘结剂,压球试验配比见表 3。

先称取适量钠水玻璃置于空烧杯中,加入干熄焦除尘灰充分混匀,然后加盖消化5min。再以≥25MPa的压力进行压块,压力保持 20~30s,得到湿干熄焦除尘灰压块。将其放入干燥箱内,在107℃ 下烘烤7 ~8h,即为压块成品,再分别检测其1m落下强度和2m 落下强度。
落下强度定义: 干熄焦除尘灰压块试样经规定的高度自由落下试验后,出现破裂时的次数,其数值为一组试样中所有试样测定值的算术平均值。
1.2 试验结果及分析
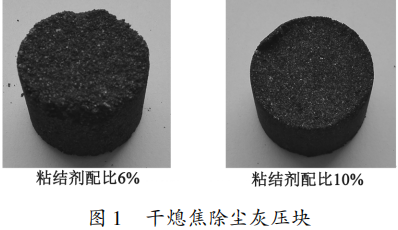
钠水玻璃配比对压块强度有明显影响,随着粘结剂用量提高,其表面平整度明显改善 (图1),强度迅速增加 (表4),表 4为成品干熄焦压块落下强度试验结果。
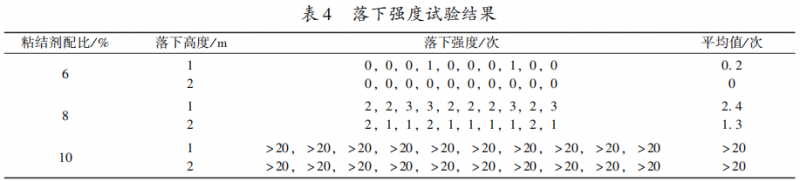
当粘结剂配入比例为10% 时,1m落下强度和2m 落下强度均较好,可满足炼铁加料工艺要求,粘结剂配入量为8% 和6% 时,落下强度较低,难以满足炼铁加料工艺要求。
2 干熄焦除尘灰钢锭保温性能对比试验研究
干熄焦除尘灰、 碳化稻壳的保温性能并无标准量化测定方案,结合现场实际使用条件, 以试验高温钢锭冒口作为干熄焦除尘灰保温测定条件,进行干熄焦除尘灰与碳化稻壳的保温性能对比试验。
2.1 试验过程
干熄焦除尘灰取自炼焦总厂二炼焦工区,碳化稻壳取自鞍钢不同工区,分别命名为1、 2、3和 4号。
试验钢锭模冒口砖为稍口型,大口规格为Φ150 × 145mm,小口规格为 Φ135 × 145mm。
按照保温剂加入深度计算冒口加料体积,分别计算各种保温剂加入重量。
2.2 试验结果及分析
分别开展了未加保温剂、 使用碳化稻壳作保温剂和以干熄焦除尘灰为保温剂的钢锭降温曲线测定试验,环境温度为17℃ 。
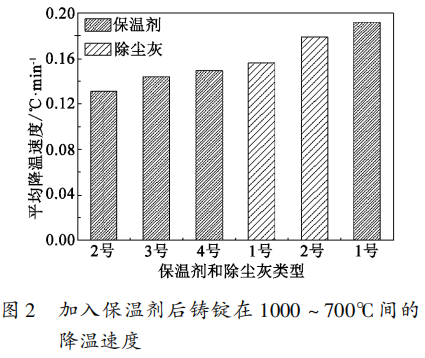
将加入保温剂后的铸锭在1000 ~ 700℃ 间的降温速度进行计算,结果见图2。由图2可知,加入不同保温剂后的铸锭在1000 ~ 700℃ 间的均降温速率基本接近,证明了试验条件下干熄焦 除尘灰的保温能力与碳化稻壳相当,具备替代碳化稻壳作铁水保温剂的可行性。
3 干熄焦除尘灰替代碳化稻壳作铁水保温剂工业试验研究
在鞍钢炼铁总厂、 炼钢总厂开展干熄焦除尘灰替代碳化稻壳作铁水保温剂的工业试验,考察干熄焦除尘灰的实际保温能力和对铁水 [S] 的影响。
3.1 试验过程
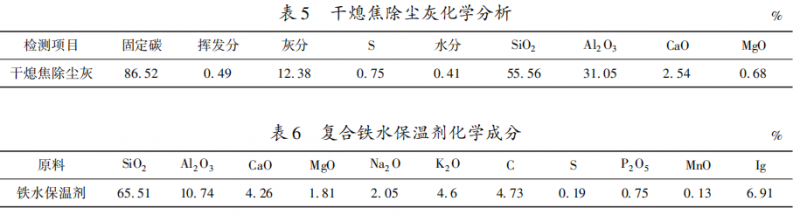
干熄焦除尘灰来自鞍钢炼焦总厂,成分见表5,碳化稻壳、 复合保温剂成分见表6。
将已完成干燥的粉末状干熄焦除尘灰或块状干熄焦除尘灰直接用编织袋封装,即为铁水保温剂成品。每袋10kg,含水率为0.41%。然后将装袋的干熄焦除尘灰运到11高炉平台。在出铁开始前对空铁水罐进行红外照相, 并记录时间。然后开始兑铁水,在铁水罐兑满后将3袋干熄焦除尘灰放入铁水表面即可。待出铁结束后,由机车将铁水罐正常运往炼钢。铁水罐到站后,对铁水罐进行测温、 取样,并记录铁水 [ S] 含量等相关信息。
3.2试验结果及分析
试验过程中,干熄焦除尘灰保温剂在加入铁水时比较平稳,未出现明显火焰燃烧和冒气等现象,覆盖延展性与碳化稻壳、 复合铁水保温剂相当,在铁水罐运输过程中通过铁水震荡即可实现表面全覆盖。而加入复合铁水保温剂的铁水罐表面有明显的冒气现象,而且铁水表面明显发亮区域较加入干熄焦除尘灰的多。铁水罐进入钢厂区域时观察铁水表面覆盖情况,发现保温剂整体覆盖情况较好,与未添加干熄焦除尘灰的铁水罐相比,表面渣层明显发亮区域相对较少,进一步证明了干熄焦除尘灰的覆盖延展性和保温效果。经统计,试验期间铁水罐未出现表面明显结壳、 罐口粘渣等影响铁水罐运行的问题。
3.2.1 总体分析
工业试验期间,55个试验罐各类保温剂性能对比分析结果见表7,试验铁水罐平均铁水量为93平均铁水罐皮重为 67.61t。

由表 7可知,在加入量相同条件下干熄焦除尘灰保温剂的保温效果与碳化稻壳接近, 明显高于复合保温剂。
3.2.2铁水运输时间与平均降温速率的关系
随着铁水运输时间的增加,铁水平均降温速率呈明显下降趋势,规律性比较明显。其原因在于,铁水在受铁过程中的温降最大,约占铁水总温降的 60% 以上, 其中铁水罐蓄热过程约占总温降的 40%, 而运输过程温降幅度相对较小, 约占铁水总温降的15% ~25% [3]。 因此,随着运输时间的增加,铁水温降呈明显下降趋势,铁水平均温降速率同样呈下降趋势。
3.2.3干熄焦除尘灰作保温剂对铁水 [ S] 的影响
(1) 理论计算结果
按干熄焦除尘灰w ( S) = 0.75%,复合保温剂 w (S) = 0.19%,碳化稻壳 w ( S ) =4.03,加入量 30kg,铁水量93.18t计算,干熄焦除尘灰、 复合保温剂和碳化稻壳作为保温剂加入铁水的理论 S增量分别为:
(30 ×0.75%)÷ 93180 =2.41×10-6
(30 ×0.19%)÷ 93180 =0.61×10-6
(30 × 4.03%)÷ 93180 =12.97×10-6
因此, 碳化稻壳作铁水保温剂时铁水w (S) 理论增量为 0.0013%,若按炼钢铁水基准[S] 控指标0.040%计算,铁水w ( S) 理论增加比例为 3.25%。
同理,干熄焦除尘灰作铁水保温剂时铁水 w(S) 理论增量为0.00024%,铁水 w ( S) 理论增加比例 0.60% , 复合保温剂作铁水保温剂时铁水w ( S) 理论增量为0.00006% ,铁水w (S) 理论增加比例0.15%。
(2) 实际工业试验结果
经统计,工业试验期间试验铁水平均 w(S) = 0.036%,在加入量保持 30kg / 罐的情况下, 低于炼钢总厂铁水基准 [ S ] 控制指标0.040% ,满足炼钢铁水 [ S] 要求,证明了试验条件下以干熄焦除尘灰作保温剂对铁水 [ S] 未造成影响。
3.2.4干熄焦除尘灰作保温剂对铁水罐罐态的影响
试验期间铁水罐未出现粘罐、 凝盖等异常情况,说明干熄焦除尘灰作保温剂对铁水罐罐态保持良好有积极作用。
而复合保温剂在使用后容易造成铁水罐粘罐、 凝盖等异常情况,冬季尤为明显,经统计,2017 年7 月31 日至8 月 6日共发生铁水罐凝盖等现象共20 次, 平均不良罐数约 3罐/ d,因此,干熄焦除尘灰作铁水保温剂可在一定程度上避免不良罐态的发生,保证生产顺行,同时节约大量铁水罐维护费用和临时检修费用。
4结论
综合以上研究结果,可得出以下结论:
(1) 当粘结剂配入比例为 10% 时可将干熄焦制成块状,表面质量较好,1m 落下强度和2m落下强度≥20 次,可满足炼铁加料工艺要求。
(2) 干熄焦除尘灰作铁水保温剂时未对铁水 [S] 造成明显影响,保温效果与碳化稻壳相当,优于复合保温剂。
(3) 干熄焦除尘灰作铁水保温剂时可与高炉渣形成紧密保温层,同时改善铁水罐表面结壳等问题,可避免不良罐态的发生,保证生产顺行,节约铁水罐维护费用和临时检修费用。
(4) 相比碳化稻壳和复合铁水保温剂,干熄焦除尘灰直接来源于鞍钢炼焦总厂,成本低,成分稳定,质量稳定、 可靠,不会受产品成本、 原料来源等其它因素干扰,在产品质量稳定性上具有明显优势,应用前景广阔。
参考文献
[1] 朱永义 炭化农业废弃物保温性能的研究 [J]. 炼 钢,1991,(2): 19 -24
[2] 刘仁检 攀钢 3 号高炉喷吹干熄焦除尘灰工业试验 [J]. 炼铁,2013, (4): 53-55
[3] 刘常鹏,徐大勇,张 宇等 铁水装运过程中的温降分析 [J]. 冶金能源,2009,28 (5): 10-12