
张红军
(鞍钢股份有限公司鞍山114000)
【摘要】对鞍钢股份级鱼圈钢铁分公司1580热轧步进式加热炉等高出钢技术的程序开发及应用进行了介绍。方案实施后有效减少了出钢机在出钢过程的掉坯事故,极大地减少了操作人员手动操作频率,降低了操作人员劳动强度。
【关键词】加热炉;出钢机;等高出钢;程序开发
1工艺概述
鞍钢1580加热炉步进梁以矩形轨迹运行,即分别进行升、进、降、退的连贯动作。步进梁的上升和下降是通过2支并联液压缸驱动的,升降行程为200 mm;步进梁的水平运动是通过1支液压缸驱动的,进退行程500mm。出钢机分为升降和进退两种动作,升降、进退均为机械传动。在炉内出料端等待出料的热板坯,在开启出料炉门后,由出钢机托杆托起放置在炉外出料辗道上后关闭出料炉门,再经岀料辘道高速输送至轧线区进行轧制。加热炉岀钢机的机械结构主体是4根托杆。出钢机的升降由偏心轮来完成。在托杆降至最低位时,其托坯表面低于辘道顶面100 mm,并且处于水平状态,托起高度距棍道顶面不小于100 mm,而托起高度也不宜过高,否则会增大在最前位时的升降时间或降低托放平稳性。正常生产时,出钢机在出钢过程中,步进梁处于后下位。
2存在的问题
当装炉条件满足.自动开启装料炉门,由装钢机将钢坯装入加热炉内的固定梁上。放进炉内的钢坯根据生产节奏的要求,通过炉内步进梁的正循环动作,板坯依次通过炉子各段。待出料端激光检测器检测到板坯前边缘并在步进梁回到原位时,步进梁停止移送动作,电控系统同时测算等待出炉板坯的位置。在加热炉接到轧线要钢信号后再自动开启出料炉门,由板坯出钢机托出热板坯放置在炉外出料银道上。
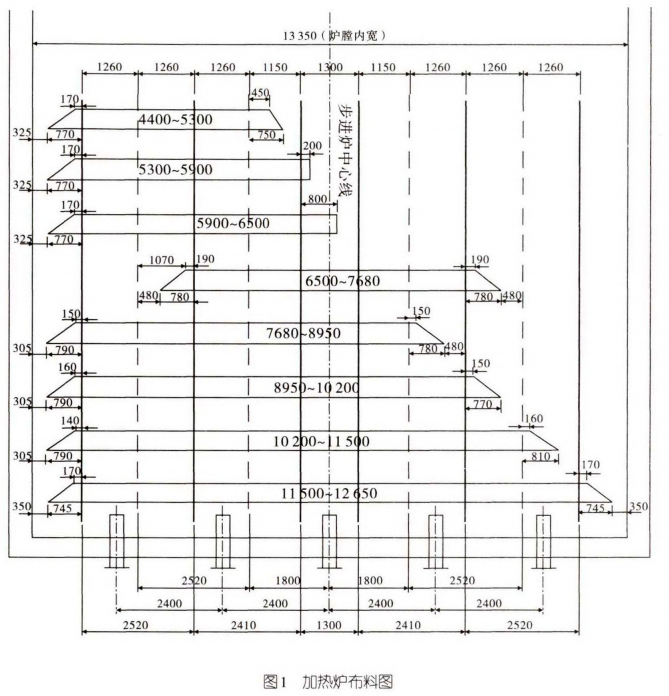
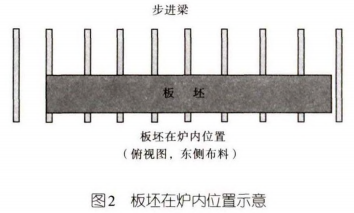
板坯装入加热炉内位置由板坯在炉内的布料图决定,分为:东侧布料,西侧布料,中间布料(见图 1,2)。
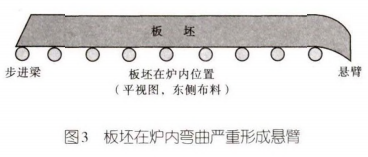
板坯由于高温在炉内弯曲,尤其是在轧线事故时间较长或者加热炉使用焦炉煤气时,板坯炉内弯曲较严重,形成较大悬臂(见图3)。
为了避免事故发生,操作人员只能将步进梁手动上升到高位,避免岀钢机在出钢过程中,板坯弯曲处碰撞炉墙造成掉坯等事故。目前生产中主要出现问题的板坯为长度7500-8900 mm和9600-11 500 mm,根据统计,在2017-01-2017-05五个月内,出现此类板坯的概率为37.5%。按照此前情况,操作员每次在岀钢过程中需要手动操作步进梁上升、下降。并且步进梁上升或下降要求装出料炉门全在关闭状态,或装出钢机在下位或后位。
所以需要操作员及时准确的判断,必须在出钢机启动前将步进梁切换到手动模式,并上升到等高位,然后停止在等高位,在板坯出炉完成后,操作员需要手动将步进梁下降到下位,然后切换到自动模式,开始自动循环。
3程序设计及实施
为解决操作人员手动操作频率高、劳动强度大的问题,对程序进行了设计改进。程序设计实施参见图4,5。
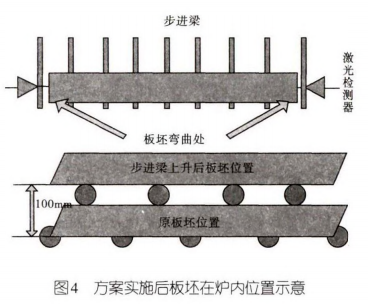
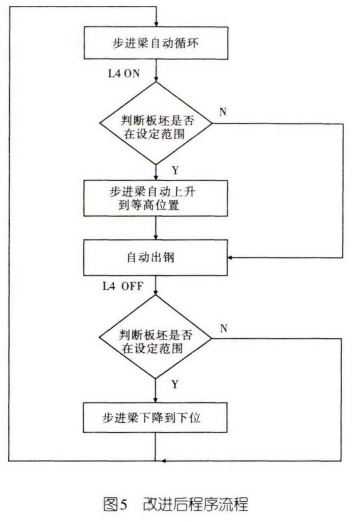
(1)在板坯到达岀炉位置时.即接收到激光检测器检测信号时.程序判断待岀炉板坯长度是否在 7500-8900 mm 和 9600-11500 mm 之间,如在此区间,步进梁自动上升将原有板坯上移到等高位置,出钢机自动出钢。
(2)在板坯出炉过程中,当板坯离开炉内,即激光检测器检测信号消失时,步进梁自动下降到下位,并自动循环工作。
4改进后效果
(1) 程序可自动判断板坯在出钢位置且长度在 7500-8900 mm 和 9600-115 00 mm 区间内,步进梁在上升到等高位置和下降到下位的过程中,步进梁会保持自动状态,并不影响等高模式和踏步模式。所以不会影响步进梁正常运行和功能。
(2)程序自动判断板坯在出钢位置,并且长度在 7500-8900 mm 和 9600-11 500 mm 区间时,取消与装钢机的连锁,让装钢机在等高位置及以下均可以动作(等高位置和定梁位置相同,不存在风险),避免了由于步进梁上升到等高位置和下降到下位的过程中,影响装钢节奏。
(3) 出钢机出钢过程中,当激光检测器信号为OFF时,步进梁可自动下降到下位后自动循环,不会影响板坯到达出钢位置的等待岀钢时间。
(4)有效避免了岀钢机在岀钢过程中,板坯弯曲处碰撞炉墙造成掉坯等事故。
(5) 减少了操作人员手动操作频率近35%,降低操作人员劳动强度。
5结论
改进后的自动等高岀钢技术,完全满足了现场生产需要,极大地减少了操作人员手动操作的频率,减轻了操作人员的劳动强度。有效避免了由于钢坯悬臂造成的岀钢机事故,保证了加热炉稳定运行。理论分析和长时间的运行情况表明,完全适合生产工艺要求。同时改善了加热质量、降低了生产能耗、减轻了操作人员的劳动强度、经济效益明显,达到了设计的预期效果。
参考文献
[1] 陆钟武.火焰炉[M].北京:冶金工业出版社,1994.