
刘宝山 李成志
(1.鞍钢集团众元产业发展有限公司2.鞍钢集团经济发展研究院 鞍山114003)
【摘 要】 结合鞍钢股份2350中板生产线高压水除鳞系统20年的应用实践,对轧钢生产中高压水除鳞系统的技术发展趋势进行总结分析,提出了高压水除鳞技术高效、稳定、可靠、节能的发展方向,对高压水除鳞技术的应用发展具有一定的指导借鉴意义。
【关键词】高压水除鱗;应用;改造;节能;发展
1高压水除鳞技术概述
在热轧钢板生产过程中,钢坯在加热炉加热时会产生氧化,生成一次氧化铁皮,附着在钢坯表面上。另外,钢坯在轧制过程中,还会产生二次氧化,形成二次氧化铁皮。轧件氧化不仅使金属因氧化受到损失,而且轧件在轧辐的碾压下,一部分氧化铁皮被破碎成小片自动脱落,另一部分则被压入金属表面,形成夹杂、麻点或疤痕等,造成钢板表面质量缺陷,因此,清除氧化铁皮是热轧生产过程中非常关键的工艺环节,这个清除氧化铁皮的过程称之为除鳞。
为了有效清除氧化铁皮,生产中采取过很多可行的除鳞方法,主要分为人工除鳞、简易机械除鳞和高压水除鳞。最初采用的人工除鳞方法,包括用铁丝、竹枝、杏条扫帚扫,盐撒在热轧件上爆破等,这些人工除鳞方法,工作效率低、劳动强度大、安全性差,除鳞效果不佳。之后采用齿式银压机、钢丝刷车昆配压缩空气吹扫简易机械除鳞。虽然加大了钢坯一次氧化铁皮的清除,替代了人工除磷,但轧制过程中产生的二次氧化铁皮难以清除,钢板表面缺陷没有本质的改变。采用高压水除鳞不仅有利于轧钢工艺布置,实现钢坯一次氧化铁皮清除,而且可实现轧件轧制过程中二次氧化铁皮的清除.即能保证除鳞效果,还能满足钢板表面质量不断提高的要求。因此,高压水除鳞在现代轧钢工艺过程中,被不断认知、接受,并已成为不可缺少的必备工艺装备。同时,对高压水除鳞技术的开发、应用、完善、提升也成为各轧钢企业提高钢板表面质量的发展方向。
高压水除鳞技术是从高压水射流技术发展出来的一项技术,是高压水射流技术的一个具体应用。钢铁生产的高压水除鳞技术从上世纪五十年代开始试验使用,到上世纪七十年代在国外各冶金企业率先广泛应用。我国高压水除鳞源于从国外引进技术,分别是上世纪七十年代武钢从日本和上世纪八十年代宝钢从德国分别引进的两套热连轧高压水除鳞系统。自上世纪九十年代起,我国开始自行设计、研发、制作热轧高压水除鳞系统,这些系统形式上虽各有千秋,系统控制水平也各不相同,但各热轧企业结合自身实际,立足国内相继投资建设应用,使我国热轧产品表面质量得到了全面提升,为高质量发展提供了有力支撑。
2高压水除鳞技术工作原理
高压水除鳞是利用高压水喷出时产生强大水流动能的打击力、冲刷力,是利用基体材料和氧化铁皮层冷却收缩率不同而产生的剪切力,是利用水渗入基体材料和氧化铁皮之间产生的蒸汽膨胀爆裂,使氧化铁皮破碎成小碎片迅速从基体表面脱离,同时高压水是按设定方向冲掉氧化铁皮。高压水除鳞过程中会产生四种组合效应以达到除鳞目的(如图1所示)。
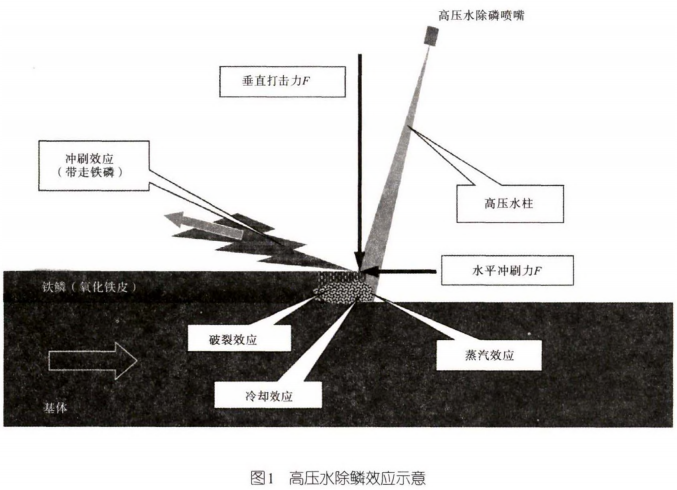
(1) 破裂效应:利用高压水喷射时产生的垂直冲击水流的极高动能,破坏基体表面的铁鳞,使之破裂脱落。
(2)冷却效应:高温的基体在高压水喷射作用下冷却时,由于基体和铁鳞冷却收缩率不同而产生切向剪力使铁鳞从基体上脱落。
(3)蒸汽效应:基体表面铁鳞的裂缝中进入水滴,水滴在基体和铁鳞之间急剧汽化膨胀产生爆裂,将铁鳞从基体上剥落。
(4) 冲刷效应:利用高压水喷射时产生的水平冲刷力,将基体上附着和脱落的铁鳞冲刷掉。
在实际使用中,高压水系统的压力决定了产生打击力的大小和除鳞效果的好坏,是衡量除鳞效果的重要指标。
3高压水除鳞系统组成
一套高压水除鳞系统包括以下六个组成部分(见图2)。
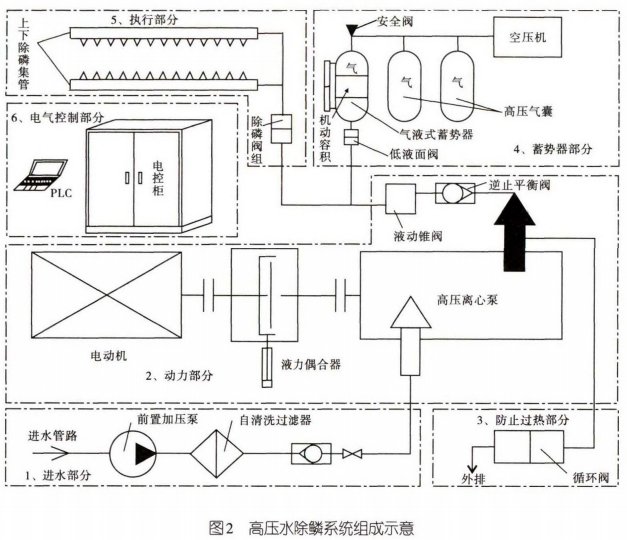
(1) 进水部分:包括进水管路、各种控制阀门、前置加压泵、自清洗过滤器、充水罐等,是高压水除磷系统低压进水组成部分。
(2)动力部分:包括除鳞泵组及相关辅助与控制元件,通过电动机带动水泵产生高压力大水流,是系统的动力源。
(3) 防过热循环部分:包括循环阀及相关管路。在除鳞系统非工作状态下,为防止除鳞泵空转过热,通过卸荷回路排水降温。
(4) 蓄势器组部分:包括气液式蓄势器、高压气罐、低液面阀、手动闸阀、空压机、充气阀及相关管路。用于缓和高压管路的水锤冲击,大工作流量时为辅助动力源,减少系统压力波动。
(5)执行部分:包括除鳞阀组、补水管路、除鳞箱、上下除鳞集管、高压水除鳞喷嘴等。通过除鳞阀开闭将高压水流经除鳞集管上的除鳞喷嘴喷出,对钢板表面进行除鳞。
(6) 电气控制部分:包括可编程序控制器、各种检测仪器及电气控制柜、操作台等。用于对整套高压水除鳞系统的自动控制及各项联锁保护等。
4高压水除鳞技术应用实践
鞍钢股份2350中板生产线于1936年建成投产,距今已有90多年历史,是中国最早的中板生产线。1998年前都是手动除鳞和齿式辐压机简单机械除鳞。1998年安装一套高压水除鳞装置,因受当时场地与资金等方面限制,只上一套高压离心泵组,仅供出炉钢坯除鳞一点使用,基本满足了当时钢板表面质量要求。但通过实际运行使用看, 仍存在着一些问题。一是单泵组工作无在线备用设备,作业时间难于保障生产连续使用要求;二是高电能消耗问题突出,主要是除鳞泵系统没有节能装置,非工作状态空转时电能消耗较大,原因是高压离心泵属高转速大流量设备,空载电流与负载电流只相差15%左右,而轧制生产用水除鳞时间只占轧制时间15-20%,因此,约70%的电能被浪费;三是由于只设置了出炉除鳞,可清除一次氧化铁皮,但受除鳞系统能力限制,不能清除轧制过程中产生的二次氧化铁皮,致使成品钢板表面因铁皮缺陷造成废次品,需要改造增加系统工作能力。
为解决上述问题,2001年中板线进行了高压水除鳞系统的增容节能改造。为降低电能消耗,在泵组的电动机与高压离心泵之间增设调速型液力偶合器,根据系统蓄势器压力(或液位)的变化来控制调节液力偶合器输出转速,实现高压离心泵速度调控,保持系统压力,系统主要依靠蓄势器的机动容积的变化进行喷水除鳞,使高压水泵大负荷工作时间大大缩短,系统的电能消耗降低,实现了显著的节能效果;新增一套高压水除鳞泵组,加大了系统流量和压力,提高了系统工作能力和稳定运行保障,使新增设高压水除鳞泵组与原有泵组形成一台工作、一台备用工作方式,在精轧机的前后增设除鳞点,解决了二次氧化铁皮除鳞问题,提高了钢板表面质量。为解决蓄势器跑气稳定性差、除鳞上集管高度固定不能随钢坯厚度变化调整,影响除鳞效果等问题,2007年对高压水除鳞系统进行搬迁升级改造,主要包括:
(1)更新两套高压水除鳞泵组,继续采用节能效果较好的液力耦合器调速方式运行,进一步提高系统压力和流量,满足粗轧机增设除鳞点要求。
(2) 出炉除鳞改用上集管高度可调除鳞箱,上集管可调高度为135-300 mm,满足了全规格钢坯厚度除鳞要求;除鳞箱内部设置反喷喷嘴,保证除鳞箱铁皮封堵效果。
(3)更换高压气水罐和气罐,使蓄势器组的整体容积提高到32 m,。改进设计高压气水罐结构,解决了跑气与除鳞时压力波动过大的问题。
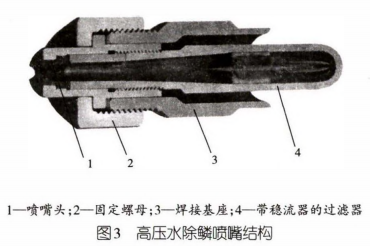
(4)采用进口高精度除鳞喷嘴,提高除鳞打击力。改造后高压水除鳞系统运行稳定,钢坯出炉、粗轧、精轧三点除鳞效果良好.钢板成材率和表面质量大幅度提高,设备运行稳定,故障率降低,节能效果显著,实现了改造目标。高压水除鳞系统改造前后对比见表1。
5高压水除鳞技术发展趋势
鞍钢2350中板生产线高压水除鳞系统的改造过程是高压水除鳞技术发展演变过程的缩影。高压水除鳞系统经过多年的发展,各项技术都有了突破性进步,并朝大流量、高压力、低能耗和高打击力、高稳定性方向发展,且应用范围在不断扩大,满足了客户对钢板表面质量提出的更高标准要求。
(1) 除鳞压力向更高方向发展。由上世纪50年代的10MPa,提高到目前的18-22MPa,并根据需要,最大工作压力可达25 MPa以上,更高的除鳞压力带来更好的除鳞效果。
(2) 除鳞单位水量不断提高。除鳞水泵向高压大流量方向发展。单泵的输出流量由120m3/h增加到600 m3/h以上。高压水除鳞初期使用的活塞泵,因水泵压力低、流量小、除鳞效果差而被更稳定的柱塞泵、离心泵所取代。
(3) 除鳞集管趋向多点密集设置。由出炉钢坯除鳞到轧制过程中除鳞;由轧机前除鳞到轧机前后除鳞;由单根集管除鳞到多根集管除鳞;由上集管固定到随钢坯厚度随动调节除鳞。
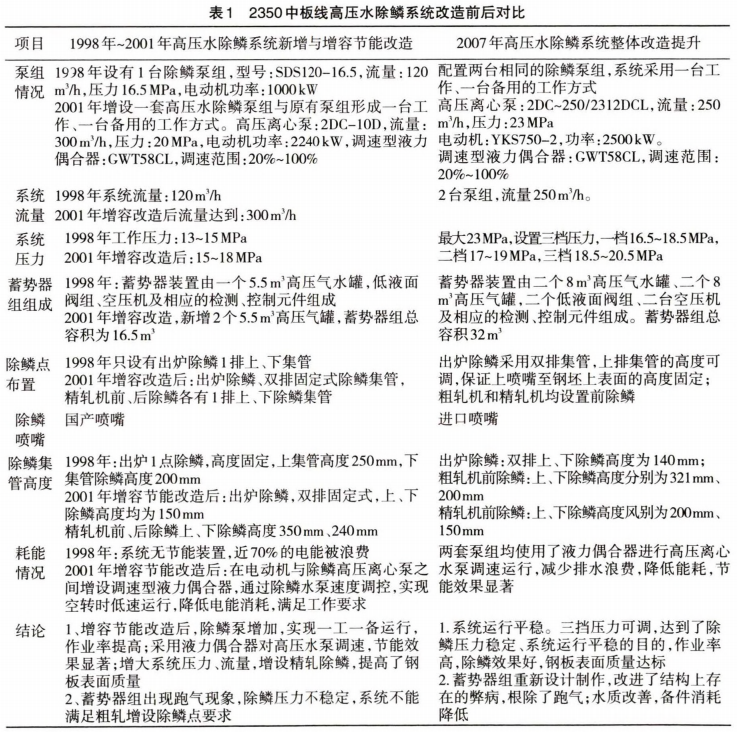
(4)除鳞喷嘴性能不断提高。经过多年创新, 高压水除鳞喷嘴(见图3)已发展成专业化、系列化产品。喷嘴头材质由普通碳钢到不锈钢,进而到耐磨硬质合金,使用寿命不断提高;结构由普通螺纹固定改成定位键槽固定,设有过滤器、稳流器,防堵塞,使水流更集中,提高打击力。
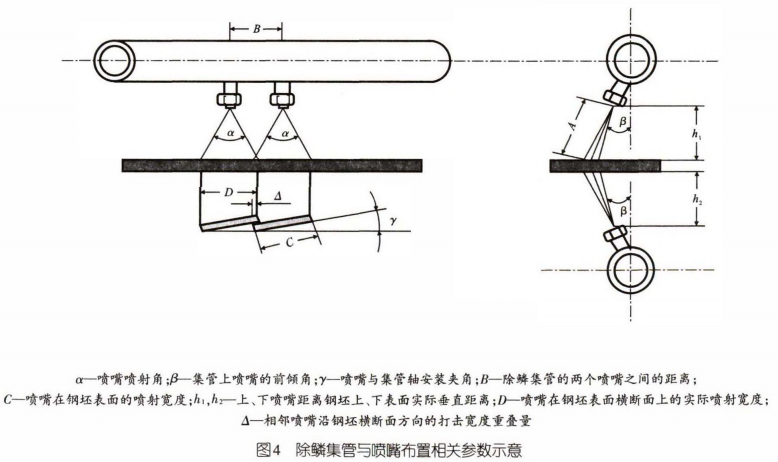
(5) 喷嘴与集管布置更加专业化。喷嘴在除鳞集管上的布置角度、数量、间距和集管在线安装高度等参数直接影响系统的除鳞效果(见图4)。
(6) 电气控制系统与联锁保护更加完善。为保证系统安全稳定运行,高压水除鳞系统及相关设备都设有各种检测元件,通过PLC实现联锁自动控制,随着智能制造技术的发展,与轧钢生产线系统联网实现远程监控,无人值守,一体化操作。
(7)除鳞泵组向节能稳定方向发展。液力耦合器节能方式,投资小,运行可靠,系统压力稳定性明显,在国内外高压水除鳞系统中被大量使用。
此外,采用变频调速方式也能更好地实现系统节能和稳定运行,且整体效果好于液力偶合器方式,已成为未来首选。
总之,无论国内还是国外都把提升高压水除鳞系统压力.增加除鳞单位宽度喷水量,增强除鳞效果,提高系统安全运行和自动化控制水平与降低能耗作为高压水除鳞系统的重要技术经济指标。高效、稳定、可靠、节能是高压水除鳞技术的发展方向。