
毛爱香 欧阳希 黄承芳
(韶钢制造管理部)
摘要:通过对韶钢用单种铁矿粉(如加拿大精粉1和加拿大精粉2、巴西主流矿1和巴西非主流矿2)综合性价比测算,找出性价比合适的铁矿资源为加拿大精粉1和巴西主流矿1,并成功应用于实际烧结生产中,达到降低铁前生产成本,促使高炉生产的稳定、顺行的目的。
关键词:铁矿粉;性价比;烧结
1 前言
目前,针对竞争激烈的钢铁市场,为创造更大的效益,需要不断地降低铁前配矿成本,因此,通过与营销中心原料采购部合作,寻找性价比合适的潜在铁矿资源并提供样品给技术研究中心,对潜在铁矿资源(如加拿大精粉1、巴西非主流矿2等)进行综合冶炼成本测算,并在充分掌握其基础特性并进行试验室配矿研究后,找出性价比合适的铁矿资源,再由公司进行大量采购使用,以避免其先采购进厂再研究使用对生产及成本所造成的不必要的影响,达到既降低配矿成本、又确保铁前生产稳定、顺行的目的。
2 单种铁矿粉的综合性价比测算
为了能够准确评价铁矿粉在烧结和高炉冶炼的综合成本,对比其综合性价比,解决现有技术中不能准确评价铁矿粉在烧结和高炉冶炼过程中的各有关影响铁水成本的问题。为公司采购决策提供科学依据,特提出了“铁矿粉冶炼成本测算方法”(已申报了国家发明专利,申请号为201911042635.7)。该方法较传统方法更能反映铁矿粉的性价比和实际生产中使用的价值。
单种铁矿粉的综合冶炼成本是根据冶炼出每吨铁水需要的铁矿粉成本、燃料成本、熔剂成本、脱硫成本、脱锌成本以及产生渣量在高炉中冶炼出每吨铁水需要消耗的燃料成本,确定用所述铁矿粉冶炼出每吨铁水需要的总成本。本测算方法兼顾了烧结和高炉冶炼过程中的多种影响因素,能够准确评价铁矿粉在烧结和高炉冶炼的综合成本。
首先,通过单烧制备烧结矿,以质量百分比计算,铁矿粉、熔剂和焦粉配比总和为100%;所述熔剂包括生石灰、石灰石、中镁白云石,生石灰固定配比为4%,用石灰石和中镁白云石调烧结矿的镁铝比=1;烧结矿单烧碱度固定为2.0;通过调水碳平衡,找出焦粉的适宜配比,以此为基础,计算用该铁矿粉冶炼出1吨铁水的总成本为Z,公式为:Z=Z1+Z2+Z3+Z4,其中Z1=烧结时所需铁矿粉、燃料和熔剂总成本;Z2=产生渣量在高炉中冶炼所需消耗的燃料成本;Z3=烧结中的脱硫成本;Z4=高炉冶炼中的脱Zn成本。
Z1=铁矿粉成本+烧结时需要的石灰石成本+烧结时需要的中镁白云石成本+烧结时需要的生石灰成本+烧结时需要的的燃料成本
Z2=(冶炼出1吨铁水所带来的SiO2重量*2.25+冶炼出1吨铁水所带来的Al2O3重量*1.6)/95% *0.506 (设高炉炉渣碱度为1.25,炉渣的镁铝比为0.6,炉渣中的钙镁铝硅的氧化物占总渣量的95%。)
则1公斤渣在高炉中冶炼所需的燃料成本=(375/(375+137)*1.38+137/(375+137)*0.95)*40/100=0.506元/公斤渣(100公斤渣在高炉中冶炼所需消耗的燃料为40公斤)
Z3=冶炼出每吨铁水需要的铁矿粉重量×(S%-混匀矿粉标准中的S含量的临界值)×铁矿粉单烧时进入废气中的S的百分含量×脱硫剂的单价/(脱硫剂中MgO的含量×脱硫剂中MgO的利用率),该公式中混匀矿粉标准中的S含量的临界值为0.08%,所述铁矿粉单烧时进入废气中的S的百分含量为80%,脱硫剂中MgO的百分含量为92%-95%,脱硫剂中MgO的利用率为40%~42%;
Z4=冶炼出每吨铁水需要的铁矿粉重量×(Zn%-混匀矿粉标准中Zn含量的临界值)/0.1%×高炉中脱除0.1%的Zn需要的焦比公斤数/1000×焦粉单价,该公式中的混匀矿粉标准中Zn含量的临界值为0.03%。
用该方法测得同时期可替代矿种的综合冶炼成本,对比其性价比后,作为公司是否采购的技术依据。具体如下:
表1 同时期可替代矿种的综合冶炼成本对比表
|
矿种 |
单价 |
TFe |
SiO2 |
Al2O3 |
CaO |
MgO |
S |
Zn |
|
加拿大精粉2 |
674 |
64.98 |
4.78 |
0.22 |
0.55 |
0.59 |
0.006 |
0.002 |
|
加拿大精粉1 |
674 |
66.50 |
4.28 |
0.27 |
0.13 |
0.12 |
0.004 |
0.001 |
|
巴西主流矿1 |
697 |
62.50 |
5.00 |
1.50 |
0.15 |
0.20 |
0.004 |
0.001 |
|
巴西非主流矿2 |
655 |
61.48 |
7.03 |
2.03 |
0.15 |
0.20 |
0.004 |
0.001 |
|
矿种 |
渣量所增加的燃料成本 |
烧结燃料成本 |
烧结熔剂总成本 |
铁矿粉成本 |
烧结燃料和熔剂成本、铁矿石成本、高炉燃料成本的总成本 |
脱硫成本 |
脱锌成本 |
备注 |
|
加拿大精粉2 |
104.39 |
126.93 |
37.82 |
1004.30 |
1273.44 |
-4.25 |
-6.46 |
2018年7月 |
|
加拿大精粉1 |
93.08 |
125.58 |
38.58 |
981.31 |
1238.54 |
-4.37 |
-6.61 |
|
|
巴西主流矿1 |
128.01 |
136.17 |
43.73 |
1079.74 |
1387.65 |
-4.51 |
-6.82 |
2019年5月 |
|
巴西非主流矿2 |
177.43 |
148.85 |
55.40 |
1031.51 |
1413.20 |
-4.58 |
-6.93 |
由上表可知:
①2018年7月,测算加拿大精粉1的综合冶炼成本明显低于加拿大精粉2,具有明显的性价比优势;
②2019年5月,测算巴西主流矿1的综合冶炼成本明显低于巴西非主流矿2,具有明显的性价比优势,否则了采购价格较低的巴西非主流矿2的方案。
3 配矿方案策划及烧结杯试验研究
通过对单种矿粉的综合冶炼成本进行测算,找出性价比较优的矿种为巴西主流矿1和加拿大精粉1,为掌握其在韶钢当前配矿条件下的适宜配比,以及与公司可能采购的几种不同矿粉配用后,对烧结矿产、质量指标的影响,并结合韶钢的实际生产要求,我们在烧结杯试验室进行了大量的试验研究工作,具体如下:
3.1 设计不同配矿结构
表2 配矿结构 %
|
|
地方 精粉 |
B粉 |
A粉 |
加拿大精粉1 |
巴西主流矿1 |
C粉 |
D粉 |
E粉 |
返矿 |
合计 |
|
配加拿大精粉1配矿方案 |
5 |
13 |
25 |
10 |
26 |
4 |
3 |
2 |
12 |
100 |
|
调整加拿大精粉1配矿方案 |
5 |
15 |
25 |
8 |
26 |
4 |
3 |
2 |
12 |
100 |
3.2不同配矿结构的烧结矿产质量指标
表3 烧结矿化学成分 %
|
|
TFe |
SiO2 |
Al2O3 |
CaO |
MgO |
R(倍) |
MgO/Al2O3(倍) |
Al2O3/SiO2(倍) |
|
配加拿大精粉1配矿方案 |
56.96 |
5.01 |
1.67 |
9.76 |
1.68 |
1.95 |
1.01 |
0.33 |
|
调整加拿大精粉1配矿方案 |
56.81 |
5.07 |
1.69 |
9.88 |
1.70 |
1.95 |
1.0 |
0.33 |
由上表可知,降低加拿大精粉1配比至8%,相应地提高杨迪粉配比至15%后,与原配矿方案相比较:烧结矿品位有所降低,而SiO2和Al2O3含量都有所提高,碱度提高至2.0后,烧结矿品位共降低了0.36%。
表4 烧结试验技术指标 %
|
|
燃料 配比 |
固定碳配入量 |
碱度 |
实测 水分 |
烧结 时间 |
成品率 |
折算成生产成品率 |
|
% |
㎏ |
倍 |
% |
min |
% |
% |
|
|
配加拿大精粉1配矿方案 |
4.4 |
3.33 |
1.95 |
7.16 |
30.12 |
67.79 |
70.50 |
|
调整加拿大精粉1配矿方案 |
4.6 |
3.48 |
1.95 |
7.24 |
30.97 |
69.06 |
71.83 |
|
2.0 |
7.1 |
27.35 |
68.04 |
70.76 |
|||
|
|
产量 |
折算成生产产量 |
垂直烧结速度 |
折算成生产垂直烧结速度 |
转鼓 指数 |
折算成生产转鼓 |
|
|
t/㎡h |
t/㎡h |
mm/min |
mm/min |
% |
% |
||
|
配加拿大精粉1配矿方案 |
1.623 |
1.47 |
24.90 |
19.17 |
72.47 |
81.16 |
|
|
调整加拿大精粉1配矿方案 |
1.582 |
1.429 |
24.22 |
18.65 |
72.53 |
81.24 |
|
|
1.760 |
1.590 |
27.42 |
21.12 |
71.47 |
80.04 |
||
注:1、折算成生产成品率的系数为1.04; 2、折算成生产产量的系数为0.903;
3、折算成生产垂直烧结速度的系数为0.77; 4、折算成生产转鼓指数的系数为1.12。
表5 烧结矿粒度组成 %
|
|
燃料配比 |
碱 度 |
水分 |
烧结矿粒度组成(%) |
平均粒度mm |
|||||
|
+40mm |
40~25mm |
25~16mm |
16~10mm |
10~5mm |
-5mm |
|||||
|
配加拿大精粉1配矿方案 |
4.4 |
1.95 |
7.16 |
4.4 |
16.44 |
17.91 |
15.64 |
14.45 |
31.15 |
14.89 |
|
调整加拿大精粉1配矿方案 |
4.6 |
1.95 |
7.24 |
3.78 |
18.34 |
20.25 |
15.2 |
12.52 |
29.9 |
15.48 |
|
2.0 |
7.1 |
3.12 |
15.83 |
19.76 |
15.39 |
15.01 |
30.9 |
14.50 |
||
表6 烧结矿低温还原粉化指标 %
|
|
燃料 配比 |
碱度 |
RDI |
||
|
RDI+6.3 |
RDI+3.15 |
RDI-0.5 |
|||
|
配加拿大精粉1配矿方案 |
4.4 |
1.95 |
20.06 |
55.98 |
12.14 |
|
调整加拿大精粉1配矿方案 |
4.6 |
1.95 |
22.07 |
58.73 |
11.03 |
|
2.0 |
24.98 |
60.34 |
10.99 |
||
表7 烧结矿熔滴性能指标 %
|
|
碱 度 |
燃料 配比 |
软化开始(℃) |
软化终了(℃) |
软化区间(℃) |
熔融开始(℃) |
熔融终了(℃) |
熔融区间(℃) |
ΔP(max)(kPa) |
软熔层厚度(mm) |
|
配加拿大精粉1配矿方案 |
1.95 |
4.4 |
1097 |
1206 |
110 |
1277 |
1474 |
197 |
13 |
24.6 |
|
调整加拿大精粉1配矿方案 |
2.0 |
4.6 |
1131 |
1241 |
110 |
1305 |
1517 |
212 |
14.5 |
30.8 |
3.3简要结论
配加加拿大精粉1的配矿方案的烧结矿RDI指标较差,通过调整配矿结构,可知:
①调整后的加拿大精粉1配矿方案的碱度提高至2.0、燃料比提高至4.6后,其产质量指标和烧结矿粒度组成指标都较好,说明调整后的加拿大精粉1配矿方案的烧结矿产质量指标和粒度组成指标都较好。
②调整后的加拿大精粉1配矿方案的烧结矿熔滴性能指标较好,符合生产使用要求;而该方案在烧结矿碱度为1.95时,其RDI指标也只有58.73%,提高碱度至2.0后,RDI指标才达到60%以上。
总之,在韶钢当前原料条件下,需适当降低加拿大精粉1配比至8%、相应地提高疏松褐铁矿粉配比至15%;同时,在适当提高碱度至2.0、燃料比至4.6%后,烧结矿RDI指标可提高至60%以上,能满足高炉生产使用的要求;该配矿方案的烧结矿其它产质量指标都较好,都能满足高炉生产使用的要求。
4 应用效果
2018年底,韶钢生产根据试验室配矿研究成果,开始策划矿粉采购计划,主要是用性价比较高的加拿大精粉1替代加拿大精粉2,并维持原来的性价比相对较高的巴西主流矿1的采购策略,2019年1月份开始,该方案开始应用于实际烧结配矿生产中,其中新资源——加拿大精粉1配加比例为7~8%,生产应用结果表明:烧结矿的产质量指标较好,符合生产使用要求;2019年6月,考虑到配加7~8%加拿大精粉1对烧结矿冶金性能指标的影响较小,同时,地方精粉进厂量大幅减少,因此,将加拿大精粉1的配比提高至10%,生产应用结果表明:烧结矿的产质量指标符合生产使用要求。2019年1月至6月,6号烧结机每堆混匀矿粉的具体配矿结构,以及各堆所对应的烧结矿的质量指标情况具体如下:
4.1 6号烧结机的每堆混匀矿粉的配矿结构和成分
表8 6号机2019年1月至6月每堆混匀矿粉的配矿结构 %
|
堆号 |
地方精粉 |
D粉 |
加拿大精粉1 |
巴西主流矿1 |
A粉 |
C粉 |
B粉 |
烧结返矿 |
E粉 |
合计 |
|
1901B5 |
7 |
3.5 |
8 |
24 |
24 |
4 |
15 |
12 |
2.5 |
100 |
|
1902A6 |
6 |
3.5 |
7 |
23.5 |
24 |
4 |
15 |
14 |
3 |
100 |
|
1902A5 |
5.5 |
3.5 |
8 |
23.5 |
23.5 |
4 |
15 |
14 |
3 |
100 |
|
1902B6 |
5.5 |
3.5 |
8 |
23.5 |
23.5 |
4 |
15 |
14 |
3 |
100 |
|
1903A5 |
6 |
3.5 |
7 |
24.5 |
25 |
4 |
15 |
12 |
3 |
100 |
|
1905A6 |
6.5 |
3.5 |
2.5 |
30 |
16 |
4 |
15 |
14 |
3.5 |
100 |
|
1905B5 |
6.5 |
3.5 |
7.5 |
23.5 |
23.5 |
4 |
15 |
13 |
3.5 |
100 |
|
1906A6 |
|
|
10 |
24 |
27.5 |
4 |
18 |
14 |
2.5 |
100 |
|
1906A5 |
|
|
10 |
24 |
27.5 |
4 |
18 |
14 |
2.5 |
100 |
表9 6号机2019年1月至6月每堆混匀矿粉的化学成分 %
|
堆号 |
Tfe |
SiO2 |
Al2O3 |
P |
S |
As |
CaO |
MgO |
|
1901B5 |
59.893 |
4.729 |
1.614 |
0.067 |
0.060 |
0.004 |
1.967 |
0.537 |
|
1902A6 |
59.876 |
4.726 |
1.587 |
0.067 |
0.059 |
0.004 |
1.940 |
0.527 |
|
1902A5 |
59.937 |
4.766 |
1.555 |
0.065 |
0.058 |
0.007 |
1.850 |
0.502 |
|
1902B6 |
60.021 |
4.762 |
1.587 |
0.062 |
0.058 |
0.007 |
1.788 |
0.479 |
|
1903A5 |
59.911 |
4.700 |
1.636 |
0.060 |
0.059 |
0.007 |
1.790 |
0.463 |
|
1905A6 |
60.165 |
5.025 |
1.555 |
0.073 |
0.027 |
0.005 |
2.091 |
0.538 |
|
1905B5 |
59.850 |
4.939 |
1.620 |
0.073 |
0.028 |
0.005 |
2.196 |
0.527 |
|
1906A6 |
60.036 |
4.988 |
1.638 |
0.070 |
0.024 |
0.005 |
1.941 |
0.503 |
|
1906A5 |
60.134 |
4.842 |
1.654 |
0.071 |
0.026 |
0.005 |
1.893 |
0.508 |
4.2 6号烧结机的每堆混匀矿粉所对应的烧结矿化学成分、转鼓强度和粒度组成
表10 6号机2019年1月至6月烧结矿化学成分、转鼓强度 %
|
堆号 |
烧结矿成分 |
转鼓 强度 |
铝硅比 |
|||||
|
TFe |
R |
FeO |
Al2O3 |
CaO |
MgO |
|||
|
1901B5 |
56.20 |
1.93 |
8.70 |
1.80 |
9.88 |
2.29 |
78.47 |
0.35 |
|
1902A6 |
56.20 |
1.92 |
8.52 |
1.80 |
9.96 |
2.28 |
78.55 |
0.35 |
|
1902A5 |
56.26 |
1.91 |
8.44 |
1.83 |
10.07 |
2.26 |
78.47 |
0.35 |
|
1902B6 |
56.23 |
1.92 |
8.36 |
1.83 |
10.11 |
2.21 |
78.50 |
0.35 |
|
1903A5 |
56.31 |
1.92 |
8.38 |
1.83 |
10.05 |
2.24 |
78.52 |
0.35 |
|
1905A6 |
56.44 |
1.92 |
8.62 |
1.72 |
10.30 |
2.28 |
78.40 |
0.32 |
|
1905B5 |
56.58 |
1.94 |
9.00 |
1.76 |
10.23 |
2.29 |
78.37 |
0.33 |
|
1906A6 |
56.71 |
1.93 |
9.10 |
1.78 |
10.12 |
2.32 |
78.34 |
0.33 |
|
1906A5 |
57.13 |
1.92 |
9.12 |
1.77 |
9.77 |
2.35 |
78.36 |
0.35 |
表11 6号机2019年1月至6月烧结矿化学成分、转鼓强度 %
|
混匀粉堆号 |
烧结矿粒度检验(%) |
平均粒径mm |
||||
|
<5mm |
5-10mm |
10-16mm |
25-40mm |
>40mm |
||
|
1901B5 |
4.18 |
22.55 |
27.77 |
17.67 |
6.99 |
18.30 |
|
1902A6 |
4.56 |
21.98 |
25.88 |
17.78 |
6.64 |
18.20 |
|
1902A5 |
4.26 |
22.30 |
27.36 |
17.84 |
6.98 |
18.37 |
|
1902B6 |
4.16 |
21.50 |
29.59 |
16.52 |
6.65 |
18.10 |
|
1903A5 |
3.94 |
20.34 |
29.81 |
16.33 |
6.24 |
18.17 |
|
1905A6 |
3.90 |
20.46 |
27.68 |
18.67 |
5.98 |
18.56 |
|
1905B5 |
3.89 |
21.24 |
28.50 |
17.23 |
5.96 |
18.22 |
|
1906A6 |
3.88 |
21.69 |
27.99 |
17.22 |
5.96 |
18.20 |
|
1906A5 |
4.60 |
21.58 |
28.05 |
17.74 |
6.21 |
18.19 |
4.3 6号烧结机的每堆混匀矿粉所对应的烧结矿冶金性能
4.3.1烧结矿冶金性能
表12 6号机2019年1月至6月烧结矿RDI指标 %
|
混匀粉堆号 |
RDI+6.3 |
RDI+3.15 |
RDI-0.5 |
|
1901B5 |
31.36 |
64.96 |
10.05 |
|
1902A6 |
29.64 |
63.87 |
10.41 |
|
1902A5 |
32.08 |
65.08 |
10.40 |
|
1902B6 |
29.58 |
64.63 |
9.94 |
|
1903A5 |
31.11 |
64.77 |
10.62 |
|
1905A6 |
36.44 |
71.43 |
6.91 |
|
1905B5 |
43.66 |
74.45 |
6.38 |
|
1906A6 |
43.76 |
74.66 |
6.29 |
|
1906A5 |
37.28 |
70.62 |
6.92 |
表13 6号机2019年1月至6月烧结矿熔滴性能 %
|
混匀粉堆号 |
R |
熔滴性能 |
||||||
|
软化开始(℃) |
软化终了(℃) |
熔融开始(℃) |
熔融终了(℃) |
熔融区间(℃) |
ΔP(max) (kPa) |
软熔层厚度(mm) |
||
|
1901B5 |
1.95 |
1108.5 |
1225.5 |
1294 |
1491.5 |
197.5 |
14.30 |
23.60 |
|
1902A6 |
1.9 |
1111 |
1231 |
1286 |
1486 |
200 |
12.30 |
24.40 |
|
1902A5 |
1.95 |
1103 |
1219 |
1288 |
1496 |
208 |
16.40 |
21.02 |
|
1902B6 |
1.94 |
1127 |
1237 |
1298 |
1515 |
217 |
9.50 |
25.87 |
|
1903A5 |
1.93 |
1105 |
1220 |
1280 |
1490 |
210 |
11.30 |
24.30 |
|
1905A6 |
1.9 |
1145 |
1249 |
1299 |
1531 |
232 |
13.20 |
27.10 |
|
1905B5 |
1.98 |
1137 |
1257 |
1323 |
1542 |
219 |
14.20 |
25.80 |
|
1906A6 |
1.92 |
1131 |
1249 |
1323 |
1522 |
199 |
10.90 |
21.70 |
|
1906A5 |
1.98 |
1144 |
1251 |
1317 |
1539 |
222 |
15.20 |
27.40 |
|
1906A5 |
1.85 |
1151 |
1250 |
1309 |
1482 |
173 |
12.60 |
21.20 |
4.3.2碱度对烧结矿熔滴性能指标的影响
分析2019年上半年配加加拿大精粉1的各堆混匀矿粉烧结后的烧结矿碱度与其熔滴性能指标关系,找出碱度对烧结矿熔滴性能指标的影响,其关系图如下:
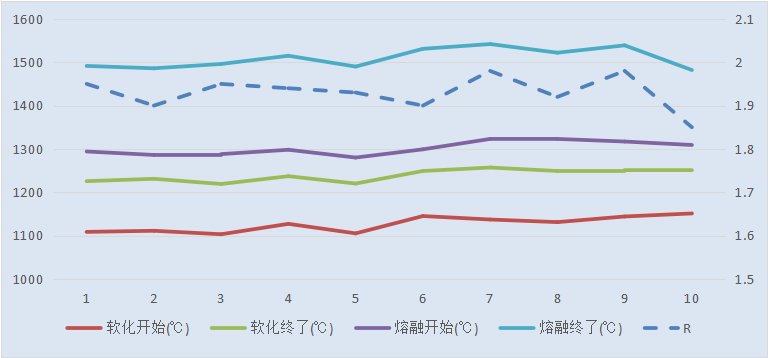
图2 碱度对软化区间和熔融区间的影响
由上图可知:随着碱度升高,开始软化温度、开始熔化温度均呈现下降趋势,而滴落温度却随碱度升高而提高,即初渣熔点随碱度升高而提高,整体性能呈现变差趋势。
5 效益分析
2019年始,韶钢用加拿大精粉1替代加拿大加拿大精粉2进行烧结生产,两种精粉市场定价相同,但精粉1综合冶炼成本(“综合冶炼成本”测算方法是2019年申请的专利,申请号为2019110426357)具有明显的优势(见表1),比加拿大精粉2低约35元/吨,主要是其与加拿大精粉2相比,品位高1%、SiO2低0.5%左右;2019年1至6月,韶钢配用加拿大精粉1总计为17万吨,则用加拿大精粉1替代加拿大精粉2所降低的综合冶炼成本为: (1262.73-1227.57)*17/0.5=1195.4万元/年
6 结论
①通过对加拿大精粉1和加拿大精粉2以及巴主流矿1和巴西非主流矿2进行性价比测算,找出性价比合适的新资源是加拿大精粉1,同时,否决了价格较低的新资源巴西非主流矿2。
②新资源加拿大精粉1于2018年2月份恢复开采,找出了用其替代难以采购的价格较高的加拿大加拿大精粉2的适宜配矿结构及工艺参数等。
③成功应用加拿大精粉1于韶钢实际烧结生产中,用加拿大精粉1替代加拿大精粉2后,达到了有效降低烧结配矿成本的效果,年平均经济效益为1195.4万元/年。
④研究成果能长期应用于韶钢的实际生产中,能长期指导韶钢将来的铁前生产和采购。