
史 磊 汤乐云
( 华菱钢铁集团公司湘潭钢铁有限公司炼铁厂,湖南 湘潭 411100)
摘要: 为进一步满足高炉需求,近些年湘钢烧结不断摸索,围绕着低水厚料层的核心操作理念,从稳定上料系统、改善料层透气性及工艺管控强化等多方面积极开展低水烧结生产实践,有效地构建了优质高产高效的生产平衡体系。
关键词: 烧结机; 低水; 厚料层; 生产实践
0 引言
混合料水分是烧结生产工艺的核心参数,适宜均匀的水分是生产过程稳定顺行的先决条件,它直接影响着烧结速度、质量和成品率。混合料水分过大,圆辊下料不畅,料层变薄, 烧结速度过快,烧结矿质量和成品率降低,成本消耗增加; 混合料水分过小,透气性变坏、 总管负压升高,烧结速度慢,生产率低,过程控制难度加大导致稳定性变差。
在 2015 年以前,湘钢烧结混合料水分普遍按 6. 8% ~ 7. 5% 组织,与国内其他烧结厂差异不大,烧结矿转鼓强度仅 76. 5% ,内返矿率高,成品率低,年产量在 900 万 t 以下。随着国内钢厂烧结竞争日益提高,且湘钢高炉生产不断取得进步,对烧结矿产质量有了更高的要求,低水厚料层生产成为行业发展大势所趋。
1 低水烧结理论基础
低水烧结和厚料层是相辅相成的,厚料层烧结的意义是减少玻璃质多、强度低的表层烧结矿占比,充分利用烧结过程自蓄热作用强化烧结高温反应,提高烧结矿强度和成品率; 同时降低 FeO 控制,从而降低固体燃料消耗,改善还原性。但随着料层厚度提升,过湿带厚度也逐渐增加,过程阻力增大,透气性恶化,进而导致水分控制失常,生产恶性循环,严重时甚至造成炉条大面积板结,极大地制约了烧结生产的长周期顺行。
实施厚料层烧结生产,推进低水烧结势在必行。低水烧结对提质提产和降低能耗都有积极作用。低水烧结的优势在于降低物料堆密度,强化物料颗粒表面接触,促进固相反应进行, 且有效减少过湿层。
2 低水烧结生产实践
2. 1 概述
低水烧结的前提保证和根本措施是在实现混合料水分控制的精准性及稳定性的同时,通过强化制粒和减少过湿层影响来改善料层透气性。
2. 2 混合料水分精准稳定控制
2. 2. 1 强化在线水分监测
混合料水分的精准检测控制是烧结生产举足轻重的环节。单凭人工经验判断,无论从时效性还是准确性上均无法满足生产需求,严重时会因水分失常酿成生产事故。为系统监测水分,湘钢烧结在早期就分别在出混合机和制粒机后的胶带加设 MM710e 红外线测水仪。因认识和维护工作不到位,测水仪最初使用仅仅起到参考作用,对生产的指导作用没有得到充分发挥。
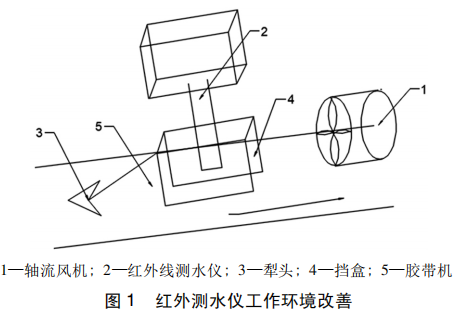
近些年湘钢对计器计量仪表设备的重要性认识大幅 提 高。通过开展针对性攻关,减轻红外线测水仪运行的各项影响因素干扰,具体包括加装犁头等平料装置平衡探测距离,对仪器移位、增加挡盒密封、轴流风机等辅助设施来改善仪表工作环境,且原料配比变更后及时 校准,减少光照、料面蒸汽、物料颜色、粒度及环境粉尘等变化影响,见图 1。当前红外线测水仪数据的真实性和指导性大大提高,能够及时预警水分变化异常,明确操作调整方向。
2. 2. 2 改进加水系统
湘钢烧结设有混合机和制粒机,生产加水点最初集中在混合机和制粒机。随着生产模式扩大,原有的加水模式已无法满足生产有效加水,故对加水管道重新系统梳理走线,同时将单点加水改为分段加水,分段加水点包括混合机前混 - 1 胶带加水点、原混合机及制粒机加水点、制粒机和混合料仓通蒸汽水及外接清水补充点等,见图 2。

改善加水流量控制系统,确保加水量精确调控。生产中加水量调节常采用流量阀开度控制和流量控制两种控制方式,两者各有优缺点。前者配加水量的精确度不够,易受水压、水管通畅情况影响,后者加水量精确,但阀管小容易堵塞。实现分段加水后,将多处电动调节阀均改为精密流量阀,加水量稳定性显著改善,最终实现加水流量自动调控。蒸汽使用方面,增设了蒸汽排水器、管道自改沉积水容器排水,如图 3、蒸汽稳压阀等设备设施,有效过滤掉蒸汽中所含的液态冷凝水,同时在蒸汽主管道设蒸汽压力和流量表,纳入声控报警系统。使用余热发电自产蒸汽的烧结机须确保生产工艺平稳。
2. 2. 3 上料系统零停机攻关
每次停机停料对烧结过程稳定性带来的巨大冲击,直接制约着烧结矿产质量,湘钢烧结区域对将上料系统零停机作为生产管控的重要目标达成了共识。主要改进措施如下: 一是做设备稳定顺行攻关、严抓备件验收和检修质量,升级电气自动化系统,以此避免设备事故停机; 二是通过定修对上料系统胶带托辊、挡皮、清扫器检查更换,对拐点承压托辊改型提质,推进下托辊在线更换改造攻关; 三是缩短台车轮检修周期,对隔热件改型加厚延长使用寿命,减少台车在线更换次数; 四是在工艺上严把核心参数管控,平衡各物料缓冲仓槽位,避免工艺调整不当或可控事故所导致的非必要停机。
2. 3 改善厚料层透气性
2. 3. 1 强化制粒
强化制粒保证厚料层烧结透气性,以满足烧结过程需求。生产实践中通过提高熟熔剂配比、熟熔剂提前消化、制粒机加水点改雾化水、烧好返矿循环等措施,不断改善混合料粒级组成。
熟熔剂有效钙、活性度及粒度质量跟踪保证,将熟熔剂配比从 30% ~ 40% 升高至 70%。并通过提前在混合机前混 - 1 胶带加水和分段加水,确保充分提前消化,从而避免消化不完全影响 制 粒、预热和混合料的水分均匀,减少“白点”产生。
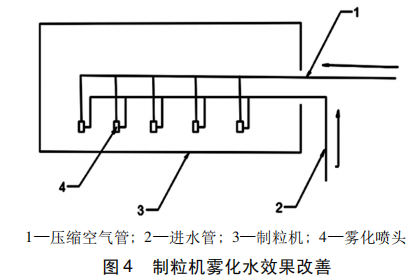
混合料中球核多,雾化水为球核表面提供毛细水,毛细力将球核和颗粒糅合一起造球,故雾化水制粒效果比滴状水好。在原设施的基础上加装了压缩空气管,将制粒机筒体内的若干螺旋喷头更换成水汽混合雾化喷头,不断调整雾化喷头角度和水汽混合比,达到较好的雾化效果,见图 4。
追求均衡适宜的烧结气氛和全过程稳定,推进集中曲线控制和标准化作业,大数据积累分析与生产操作相互印证,从而持续改进。确保返矿循环持续向好,保证返矿温度、粒度、成分均匀,对达成良好的制粒效果起到积极作用。
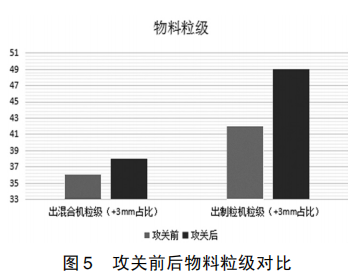
综上,对制粒性能攻关后,出制粒机的混合料 > 3 mm 粒级占比提高了约 10% ,如图 5 所示。
2. 3. 2 减少过湿层
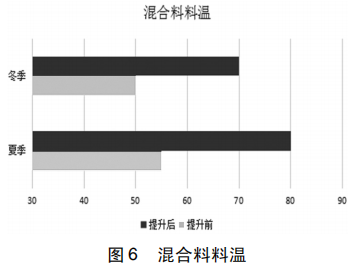
提高混合料温是减少过湿层的核心措施,具体方式有蒸汽预热、热返矿、白灰消化、热清水、余热热风利用等预热方式。烧结从余热发电或动力主网接入蒸汽,分别通往制粒机和混合料仓,蒸汽能够均匀加热通过的混合料。返矿温度的控制要求由低于 50 ℃ 提高到 60 ~ 80 ℃ 控制。此外熟熔剂消化后极大地提高物料湿容量,也是减少过湿层的重要保障。以上措施实施后,泥辊给料机处的下料温度由 50 ~ 60 ℃ 提高至 70 ~ 80 ℃,见图 6,远高于 “露点”温度。
3 低水厚料层推进效果
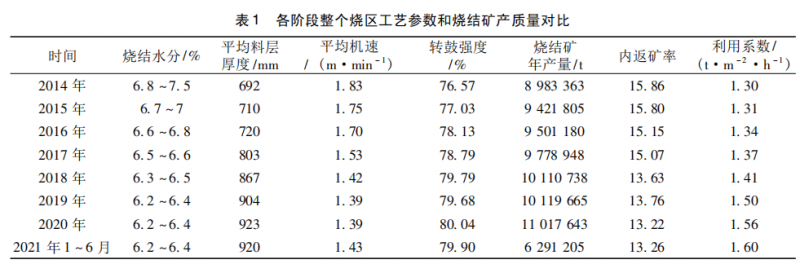
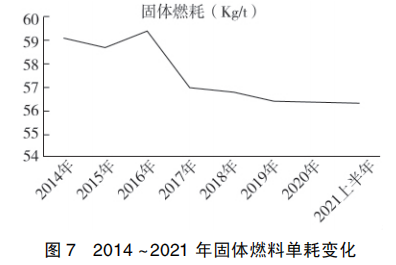
经以上系列设备工艺改造,从表 1 中可看 出,从 2016 年开始逐渐推行低水厚料层烧结以来,水分控制逐阶段不断降低,烧结料层厚度 增涨幅度达到 200 mm,烧结机机速降低近 0. 3m/min。烧结矿产质量持续突破历史最高,其中返矿率降低约 2% ,烧结机利用系数提高 0. 2 t /m2·h 以上,转鼓强度逐步接近并超过 80% ,烧结矿年产量突破 1 000 万 t 大关,保持强劲提升势头。同时固体燃料成本显著降低,单耗降低 2. 5 kg /t,见图 7。
4 结语
1) 低水和厚料层相辅相成,是密不可分的组合生产操作理念,两者共同推进才能实现优质高产高效的烧结生产模式。
2) 低水厚料层烧结初期会面临一系列难题。通过稳定上料系统、改善布料系统和抽风系统,改善料层透气性,突破固相反应瓶颈,促进烧结过程均匀和结晶充分,有力地支撑了超厚料层生产。
3) 经过近 6 年生产实践摸索,湘钢烧结已达成并稳定在年产超千万 t,转鼓强度 79. 5%以上的生产平台。
4) 低水厚料层烧结生产仍有很多实际性问题,需要去不断探索完善,在系统负荷适应、设备运行稳定率提升、工艺改进、生产智能化等方面须持续改进。
参考文献:
[1] 傅菊英,姜涛,朱德庆. 烧结球团学 [M]. 长沙: 中南大 学出版社,1996.
[2] 陈东峰,胡夏雨,黄发元,等. 超厚料层烧结过湿带水分变化的试验研究 [J]. 中国冶金,2012,22 ( 9) : 34 - 37 + 57.