
汪红兵 芮白林
(马钢股份冷轧总厂马鞍山 243000)
【摘要】介绍了马钢冷轧北区2130酸轧转鼓剪的控制原理及生产中遇到的重剪故障处理方法。
【关键词】冷轧;酸轧线;转鼓剪;重剪
1 概述
转鼓剪目前在很多连续生产线中广泛的应用,主要是用来作为分卷使用:马钢冷轧总厂2130酸洗连轧线是目前国内最先进的冷轧线之一,产品以汽车板、高档家电板为主。2130酸洗连轧线在轧机出口安装一台转鼓剪酸轧线速度很高,最高剪切速度达到250m/min。
当带钢剪切点达到轧机前128 m时,轧机自动降速至剪切速度-剪切方式分为四种,即焊点剪切有两种(一种宽度不变化,一种宽度变化,若变宽上卷3 m剪切,若变窄下卷3 m剪切)和焊点不剪切两种(一种包含焊点剪切,一种是一卷分多卷)。
2 转鼓剪组成及控制方式
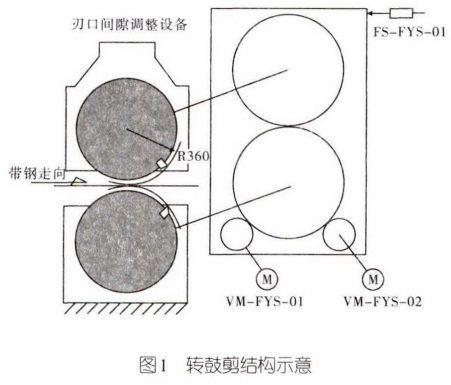
2130酸轧转鼓剪由两台100kW矢量电动机驱动,通过齿轮箱驱动转鼓剪,转鼓直径710mm,在转鼓剪顶部有一套剪刃间隙调节装置.如图1所示。另有一台2.2 kW的VVVF控制电动机调节剪刃间隙,剪刃间隙大小根据带钢的厚度设定,当剪刃间隙根据带钢厚度确定后,,利用五号轧机编码器,对剪切信号进行跟踪,当超过五号轧机与转鼓剪之间距离及补偿之和后,发出剪切命令,转鼓剪实施剪切作业,编码器对转鼓旋转角度进行计算,设定在45.9°时剪切结束。每次转鼓剪剪切后.都要返回原始位,同时给转鼓角度计算校零。
3 转鼓剪故障分析及处理
3.1 转鼓剪的故障现象
2018年7月份,操作人员反映,在正常生产时,焊缝过轧机出口转鼓剪自动分卷时连续剪切两次,导致五号轧机至卷取机出口出现断带,轧机自动停机;启动继续生产后,过若干小时,又出现焊缝过轧机岀口转鼓剪自动分卷时连续剪切两次, 导致五号轧机至卷取机出口出现断带,轧机自动停机。这样造成生产难以正常进行,而转鼓剪却没有任何报警。
3.2原因
图2为故障出现时的跟踪时序图,当时5号轧机出口速度为105m/min.剪切时间为2.4 s,转鼓剪的剪切速度为136m/min(转鼓剪的剪切速度与5号轧机速度有关,5号轧机速度越快,转鼓剪的剪切速度越快),通常是在5号轧机停止的情况下进行剪切,转鼓剪的速度大概在120 m/min,需要时间 为1.28s。分析上述故障情况,转鼓剪的转鼓是在2.4s内以136m/min的速度旋转了两圈,剪切了两次。而这是由于剪切完成但信号没有传过来造成的。
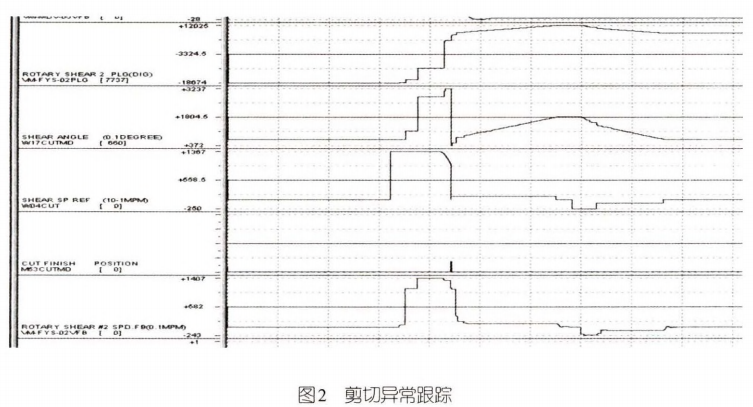
那么为什么剪切完成信号没有传过来呢?剪切完成信号是根据转鼓剪的转鼓旋转角度计算的,当转鼓旋转度数达到45.9°时,系统认为剪切完成。转鼓旋转角度是由转鼓剪电动机的编码器进行计算,然后通过CAN总线传送过来。根据图1 和图2可以分析出,编码器的脉冲进入PLC计算时可能有脉冲丢失,造成转鼓剪的转鼓计算角度不准确。若是编码器有问题.则传动系统会报出编码器故障,但是没有报警(如过流、轻故障等)。若是CAN总线有问题,不可能只有飞剪的信号出故障,因为在总线通道上挂有好多台电动机变频器,若是CAN总线岀了问题,其他电动机的信号也会出现故障,而实际这些电动机却没有出现故障。进一步通过程序进行检查,发现变频器与PLC之间有一个连接信号,该信号每20 ms对变频器主板与PLC连接进行检查。最终发现VM-FYS-02电动机的变频器主板与PLC连接的信号异常,这个信号是变频器主板(HMD930)发给PLC的,所以确认是变频器主板出现了问题。
3.3故障处理
通过对故障现象进行分析,首先对转鼓剪剪切两次原因进行判断,检查是否由于剪切完成信号没有传过来,造成剪切时间过长而引起两次剪切;然后检查是否由于转鼓剪电动机的编码脉冲信号丢失造成剪切完成信号没有传过来;再检查编码器和传动柜,判断是否由于编码器原因造成信号丢失,若是就要更换编码器;若不是,下一步就要检查通信系统,判断传动柜与PLC之间通信是否连接不好而造成信号未传送,首先要检查通信电缆和PLC接口,若没有问题就检查传动柜内变频器主板.最后发现变频器主板HMD930有问题,进行了更换。
4 结语
通过以上对转鼓剪控制系统的分析,以及对转鼓剪故障的处理,进一步了解了转鼓剪控制特性,总结出了故障快速判断方法,从而能快速解决转鼓剪故障,保证生产稳定。
参考文献
[1] 刘德盛,高军.1700mm热带钢连轧机转鼓式飞剪.重型机械,1994(2).
[2] 肖运昌,寇鹏,巩建武等.转鼓式飞剪在1780热轧带钢生产线的应用.河北冶金.2014(10).