
吴禄东
(十一冶建设集团有限责任公司,广西 柳州 545007)
【摘 要】为增强烧结机大烟道耐磨层的耐磨性、防腐性及其耐久性,减少烟气热量损失,本文从烧结机大烟道耐磨保温层出发,分析管道内衬保温施工工艺中的耐火砖泥浆粘接砌筑和耐火喷涂料喷涂,再阐述施工准备、清理大烟道并除锈及除尘、放线、锚固钉制作与安装、喷涂料搅拌、喷涂、养护等施工工序,以此优化烧结机大烟道保温耐磨层设计与施工管理,为管道保温耐磨工程提供参考。
【关键词】烧结;大烟道;耐磨层;喷涂;锚固钉
0 前言
近年来钢铁冶炼行业发展迅速,生产规模逐渐扩大,烧结机也呈现大型化,对其抽风系统要求越来越高。烧结机烟道抽风系统是烧结机的关键部位,烧结机风箱产生的风量达到 18500 m3 /min,大烟道在工作过程中受到高温颗粒高速冲刷,极易造成大烟道磨损,导致抽风系统漏风。烧结烟气中含有大量SO2、HCl 等腐蚀性气体、大量粉尘及占体积总量 10%左右的水汽;烟气温度波动大,大烟道内温度分布不均匀,大烟道内不同部位温度在 80~400 ℃范围内波动。
由于大烟道耐磨层位于密闭管道的内部,日常生产运行中不便于点检和维修,一旦烟道管壁磨损透风,会造成工艺设备损坏,影响生产。
1 工艺选择
管道的内衬保温施工主要有耐火砖泥浆黏接砌筑和耐火喷涂料喷涂两种方式。大烟道耐磨层的施工不建议采用耐火砖泥浆黏接砌筑,因为管道内的最高工作温度只有 400 ℃左右,未能达到泥浆烧结条件,不能使砖墙形成整体,在颗粒高速冲刷下泥浆会脱落,局部砖块脱落就会引起拱结构墙体整体倒塌,使耐磨层失去作用。使用耐热耐磨喷涂料施工可以避免这种情况发生,耐磨喷涂料终凝后不经过高温烧结就能够达到 25~35 MPa 的抗压强度,可满足生产要求。耐热耐磨喷涂料内均匀分布有锚固钉,将耐热耐磨喷涂料与烟道钢外壳连接成整体,局部被冲刷掉也不会影响其他部位,还能减少损失,检修时也不需要拱胎,使维护检修工作更加简易。再者,喷涂料耐磨层的烟道与砖砌筑烟道的摩擦阻力系数是有差别的,实验表明砖砌筑烟道内的摩擦阻力为 0.05,喷涂料耐磨层的烟道内的摩擦阻力为 0.035~0.045。烟道内摩擦阻力 h 计算式:![]() λ-摩擦阻力系数;d-直径;W-标准状态下气体的平均流速;ρ-标准状态下气体的密度;β-气体的体积膨胀系数;t-气体的实际温度。从烟道内摩擦阻力 h 计算式中可以看出,喷涂料耐磨层摩擦阻力更小,有利于减少能耗。
λ-摩擦阻力系数;d-直径;W-标准状态下气体的平均流速;ρ-标准状态下气体的密度;β-气体的体积膨胀系数;t-气体的实际温度。从烟道内摩擦阻力 h 计算式中可以看出,喷涂料耐磨层摩擦阻力更小,有利于减少能耗。
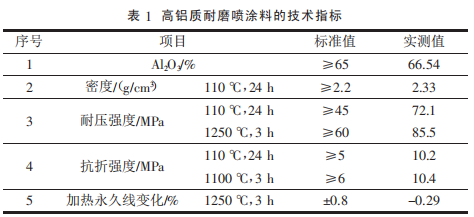
耐磨层常见的耐磨喷涂料有刚玉陶瓷喷涂料、高铝质耐磨喷涂料。刚玉陶瓷喷涂料有良好的耐热耐烧性和耐磨性,但隔热保温性不足,运用在大烟道耐磨层上时,通常需要在管道内部另做隔热保温层,需要更多的施工时间,更高的施工成本。同时市场上刚玉陶瓷喷涂料的价格远高于高铝质耐磨喷涂料,不利于控制建设成本。高铝质耐磨喷涂料具有良好的耐热性、耐酸性和耐磨性,同时有一定的隔热保温性,在工作时大烟道内的温度不超 400 ℃的条件下,管道内的耐磨保温隔热可以实现综合一体化,不需要另外再做贴隔热耐火毡等隔热保温层,结合管道外部的岩棉隔热层,能达到工艺要求,改善点检、外部检修人员的工作环境。减少了施工成本,节省了施工时间。相比刚玉陶瓷喷涂料,高铝质耐磨喷涂料市场价格低廉,有助于降低建设成本。高铝质耐磨喷涂料的技术指标如表 1 所示。
大烟道喷涂料的固定方式有锚固钉、龟甲网、锚固钉—钢丝网等。它们各有特点,龟甲网结构大,比较牢固,但导热系数大,制作工艺复杂,体积占比大,龟甲网与耐磨喷涂料的膨胀系数较大,产生的膨胀位移与体积也较大,容易产生裂纹,影响喷涂料的耐磨性能和隔热保温性能。锚固钉—钢丝网结构可以增强耐磨层的抗压强度和整体性,缺点是与大烟道基层连接点少,收损时往往随钢丝网整片脱落,检修时难以割掉由钢丝网连接成整体的耐磨喷涂料。使用锚固钉固定方式与基层连接点多,使耐磨层喷涂料与烟道基层牢靠连接成一个整体,同时每个锚固钉之间有 200 mm 左右间隙,有更好的隔热保温效果。
大烟道耐磨层喷涂料应选择硅酸盐水泥结合剂。因为硅酸盐水泥常温下与水混合后硬化速度快,在大烟道不超 400 ℃的条件下能获得较高的致密性和抗压强度,同时与矾土水泥相比,硅酸盐水泥耐酸性能的效果表现更好。
2 施工技术
(1)施工准备。将施工需用的设备倒运至施工现场,并进行检测和试运转。进行耐磨层喷涂施工使用的主要设备有空压机、泥浆喷射机、高压水泵、耐高压水管和风管等。认真做好图纸自审、会审工作,做好技术交底工作,制定详细的技术措施。对施工人员进行技术培训。采用新材料、新工艺应熟悉掌握其性能及施工要领,学习现行《工业炉砌筑工程施工及验收规范》《工业炉砌筑工程质量检验评定标准》、产品说明书等施工及技术要求。
(2)清理大烟道并除锈、除尘。清理烟道内杂物,用高压风吹扫除管道内表面的灰尘和松散物。锈迹严重的部位用角磨机打磨至露出金属光泽。一般的浮锈不需特殊处理,开始喷涂时,喷涂耐火颗粒与基面高速撞击可以除去一般的浮锈。高压风吹扫和局部打磨后及时将落下的灰尘和铁锈打扫干净。
(3)放线。按照设计图纸要求,将锚固钉焊接的位置画在烟道基面上。放线时控制锚固钉上下左右的间距,按图纸要求,每行锚固钉位置应错开布置。
(4)锚固钉制作与安装。安装图纸规定直径、材质购入圆钢,用调整机将圆钢调直并按需用的长度切割成段。然后加工成锚固钉图纸形状,此时因严格控制住锚固钉张开的角度和锚固钉的高度。太低将降低锚固钉的固定能力,太高则减小耐磨层喷涂料保护层的厚度,影响耐磨层的质量和耐磨层隔热保温的作用。制作完成后按预先放线的位置将锚固钉焊接在基层上。焊接时不允许点焊和虚焊作业,焊肉的厚度应符合要求,不低于焊件材料的厚度,保证锚固钉焊接牢靠。焊接时控制锚固钉的朝向,每颗锚固钉的布置都应符合图纸要求。
(5)喷涂料搅拌。打开喷涂料包装袋后若发现喷涂料已经结块,则禁止使用。这说明喷涂料已经遭受雨水侵蚀,结合剂已经失效,将会影响耐磨层喷涂料的抗压强度。结块的喷涂料将会造成高压风管堵塞,阻止喷涂施工进程,严重者引起高压风管炸裂,威胁施工人员的生命财产安全,是重大的安全隐患。
将喷涂料粉料投入强制搅拌机前应拉下搅拌机运作开关,预防投料过程中施工人员被卷入搅拌机发生安全事故,减少结合剂硅酸盐水泥的损失,减少施工现场空气中粉尘污染。喷涂料投入搅拌机内后,接着投入电子台秤计量好重量的添加剂,如缓凝剂、减水剂等,按设计和使用说明书要求加入适量的添加剂辅助施工,保证施工顺利进行。然后启动搅拌机,使添加剂与喷涂料粉料充分搅拌,混合均匀。然后加入适量洁净的水,使喷涂料预湿润,喷涂时受水更均匀,避免出现局部松散的现象。同时抑制扬尘,给施工人员营造一个相对健康舒适的环境。喷涂料搅拌好后在 30 min 内使用,停留时间超过30 min 结合剂失效,禁止直接使用。施工人员要保持烟道内外及时通过对讲机交流,避免浪费。
(6)喷涂。喷涂料按设计与产品说明书要求搅拌好后,将喷涂料铲入喷涂机中,收到管道内的施工人员清晰指令后开机,必须先送风后送料,先送风可以将风管内可能存在的残料和杂物吹送出去,避免堵管。送料前也应与管内施工人员沟通,收到许可的前提下进行,确保风管内杂物已被吹出,风管通风状况良好,避免堵管。同时避免管内施工人员无准备,受到高速的耐火颗粒与风管反冲力伤害。
喷涂注意事项:喷涂前对烟道内设备、排气孔、百叶窗等部位用彩条布覆盖,避免喷涂料堵塞后无法清理造成设备损坏。喷涂前必须使用压缩空气吹扫喷涂面并且喷水湿润。如此可以将喷涂反弹料控制到最低。在喷涂过程中随时调节风压和水压,保证喷涂质量。喷涂厚度超过 50 mm 时,需要分多层喷涂,每次喷涂厚度在 40~50 mm 之间,喷涂至表面微滴水即可,喷涂层表面不能有裂纹、松散等现象。遇到突发事件停喷时,将中断处拉毛处理,给喷涂工作留出斜面,继续喷涂时用水将中断处湿润后再喷涂。遇堵管情况发生时,喷枪手应立即与喷涂机操作者联系停水停料和停止送风,然后处理被堵的风管,需要用高压风冲击时,必须把牢喷头,以保证安全。及时将回弹料收集运出管外处理,不得将回弹料用于喷涂。喷涂过程中不得混入杂物,喷涂层不允许有夹层。
喷涂枪的运行速度要均匀,与基面的距离保持在 1.5 m左右,不能忽远忽近,保持喷涂厚薄均匀,表面平整对耐磨层的强度和耐久性是有利的。喷涂后在初凝时对耐磨层表面进行修整,用刮刀将多余的喷涂料轻轻挂掉,然后用喷浆抹平。将喷涂料修整为厚薄均匀,表面平整,有规则圆弧线的耐磨层。修整过程不能大力揉搓,因为喷涂料还没有强度容易塌落,也容易使内部产生裂纹。
(7)养护。喷涂完成后喷涂料凝结过程中,会持续散发一 定的热量,使耐磨层温度升高,每隔 6 h 要在喷涂料表面洒水,减缓表面水分蒸发速度,避免喷涂料表面出现裂纹。为了避免喷涂料水分快速干燥,还应避免喷涂料被阳光直射或热风吹拂,严禁用暖风将喷涂料快速烘干。养护过程在 48 h 以内进行,48 h 后喷涂料表面起一定的强度,养护结束。
3 结语
综上所述,通过选择先进的耐磨保温工艺、可靠的施工方式和优良的耐火材料,可以有效提高大烟道耐磨层耐磨、隔热、保温、防腐性能,提高耐磨层的耐久性。保证烧结机抽风系统健康有效运行,促进烧结机高产低耗发展,保持烧结系统科学持续良好状态,降低后期维保费用,迎合当前工业时代发展潮流,具有广阔的市场前景。
参考文献
[1] 彭水生.烧结机大烟道内存耐酸耐磨喷涂料的研制与应用[J].耐火材料,2009,43(5):378-380.
[2] 郝继峰,宋存义,钱大益,等.烧结烟气脱硫技术的研究[J].钢铁,2006,41(8):76-78.