
陈先利,王 南,姜振强,杨俊锋,陈卫强,唐丽霞
(安阳钢铁集团有限责任公司,河南 安阳 455000)
摘 要:电炉炼钢除尘灰含有 Fe、FeO、CaO 等有益成分,通过对除尘灰进行冷固压球的办法,制备高强度、高品位球团用于转炉炼钢造渣剂使用,改善炉渣性能,加速石灰溶化,降低氧气、金属和石灰消耗,在转炉炼钢中取得良好的冶炼效果,探索出一种循环经济模式。
关键词:炼钢;电炉;除尘灰;冷固球团;循环经济
随着国内外钢铁行业环保与可持续发展的明确要求,钢铁企业将在生产过程中的国体废弃物进行再生利用,探索企业内部特征废物工序协同处置技术路径,即在循环经济中,资源不是枯竭,而是重复使用,产品的最终归宿不是浪费,而是进一步的产品。某公司积极响应国家号召,率先在国内推广先进的循环经济工艺技术,建立固态废弃物循环利用产业链。特别是第一炼轧厂100 t 电炉复产后,产能达到 85 万 t/a 以上,在冶炼生产过程中将会产生约 1.1 万 t/a 的干法除尘灰,数量巨大,循环利用经济建设迫在眉睫。
目前,国内钢企大多采取返回原料场或烧结工序利用电炉除尘灰,大循环处置不仅增加工序能耗,还增加了企业生产运行成本,环保方面也面临较大的压力。若按照危废处置,随着环保管控力度的加大,危废处置的标准也大大提高,高达3 500 元/t,占电炉吨钢生产成 本约 (40 ~50)元,处理工艺为无害化处理后填埋,未能使除尘灰中的铁、锌等元素实现资源循环利用。同时,由于电炉除尘灰中 Zn、K、Na 等有害成分含量较高,用于烧结配料对系统运行影响较大。在此情况下,为保证电炉炼钢生产的顺行,电炉除尘灰只得采取在厂区内部存放,带来储存场地有限及物料发热自燃等问题。为有效解决当前电炉除尘灰存在的问题,采取对除尘灰进行冷固压球的办法,制备高强度、高品位球团用于转炉炼钢造渣剂使用,走小循环道路,减少工序,及时内部消化产生的除尘灰,并可回收除尘灰中的 Fe、FeO、CaO 等有益成分,改善炉渣性能,加速石灰溶化,降低氧气、金属和石灰消耗,在转炉炼钢中取得良好的冶炼效果。
基于以上情况,参照国内外为数不多的电炉除尘灰现有处理技术方法[1-5],开发电炉除尘灰冷固球团技术,以在较短时间内解决电炉除尘灰内部循环利用、实现环保无害化处置为根本目的,解决除尘灰储运过程中的环境问题,促进氧化铁皮等含铁原料的内部使用,同时有效地降低除尘灰外排处置成本,提高企业经济效益。
1 电炉除尘灰的概况
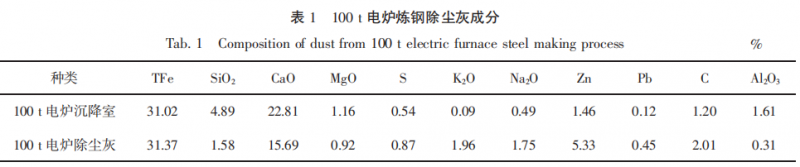
100 t 电炉复产后,所产生的除尘灰包括布袋除尘灰和沉降室除尘灰两部分,其中电炉布袋除尘灰量约 14 kg/t 钢,沉降室灰约 6 kg/t 钢。按年产 85 万 t 钢 (加部分铁水) 计算,每年约有 1.1万 t 布袋除尘灰,0.5 万 t 沉降室灰。电炉除尘灰的主要成分见表 1 所示。
2 电炉除尘灰冷固球团技术
2.1 原料
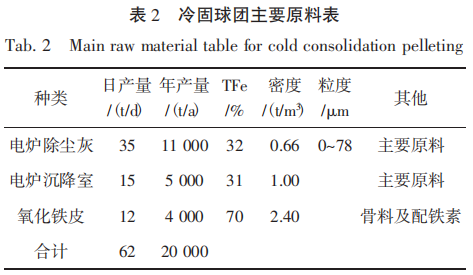
以电炉除尘灰、氧化铁皮为主要原料,配加粘结剂为辅助材料。主要原料情况为表 2 所示。
2.2 工艺技术参数
处理物料量:约 3 万 t/a (干基);
年作业时间:7 200 h/a;作业率:82.2%;
产品方案:冷固球团约 3 万 t/a;
成品规格及成份:TFe 50%~60%,CaO 5%~ 10%,SiO2 1.5%~2.5%;
成品球外形尺寸: (准40~准50) mm (椭圆球形);
单球强度:≥800 N。
转炉消耗量:按照目前相关技术资料介绍[6-13],冷固球团转炉消化量可以达到 (22~25) kg/t 钢,考虑到转炉炼钢对冷固球团应用技术的推广、适应、消化情况,最低消化量应当不低于 (8~10) kg/t 钢。按 60 万 t/月钢产量,以吨钢消耗 10 kg 球团计算,冷固球团使用量为 6 000 t/月,年使用量7.2 万 t,所产生的冷固球团可以得到全部消化。
2.3 工艺原理
按比例将氧化铁皮、除尘灰等原料通过添加粘结剂混合均匀,采用冷压粘结固化成型工艺,经过压球机生产冷固球,然后筛分、烘干或晾干,即成为成分均匀、粒度均匀、强度好的冷固球团。
3 生产工艺流程及设施
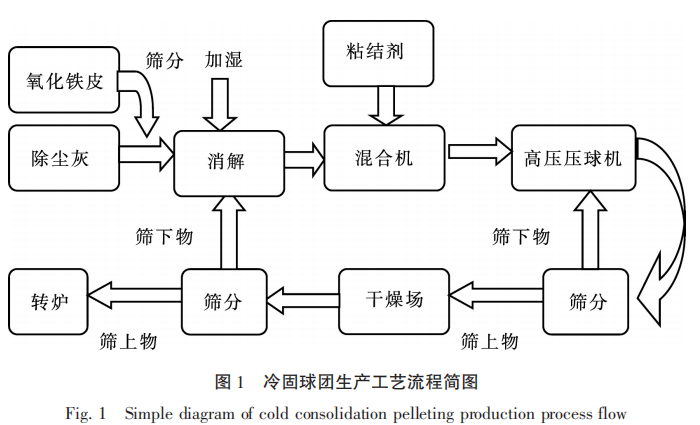
电炉除尘灰冷固球团生产工艺流程为:原料接收、配料、混合、压球、烘干、成品存储发运等,主要工艺流程见图 1 所示。
根据流程的特点,从工艺上可划分为以下几个系统:
1) 原料系统:原料系统包含原料的接收、存储、配料。所需除尘灰通过吸排车送至接收仓,接收仓顶设粉尘接收装置。所需氧化铁皮通过自卸车运至车间现场,经筛分后,筛下物进入氧化铁皮配料仓,筛上物作为废钢原料返炼钢。选择适用的粘结剂,设置粘结剂存储仓。除尘灰、氧化铁皮等原料仓下设配料计量胶带输送至原料集合刮板机,通过刮板机输送至轮碾机,粘结剂也通过称量皮带卸至集合刮板机,与除尘灰、氧化铁皮一道进入轮碾机加水混合;
2) 混合压球系统:混合压球系统包括原料的混合、轮碾和高压压球。原料经配料送至车间内的混合料缓冲仓,通过星型给料器给入轮碾机,经轮碾机混合均匀后卸料,输送至压球缓冲仓,定量给入高压压球机成球。本系统配置 1 台轮碾机和 1 台压球机。压制成球后经过筛分机,筛上半成品进入干燥环节,筛下物返回压球系统重新压制;
3) 半成品烘干系统:对压制成型的半成品球进行烘干处理,缩短干燥时间,提高成品球强度。根据现场情况,采用球团立式干燥机或网带式烘干机,烘干热源从节能的方面考虑,使用煤气、烧结机等周边炉窑的余热烟气等。烘干温度控制在 300 ℃左右,烘干后成品球含水量<5%;
4) 成品存储外运系统:物料压制成球烘干后,首先经筛分环节,筛下物返回轮碾机混合后再次进入压球系统,筛上成品经胶带机送至辊筛,筛分后通过皮带输送机将成品球均匀卸至成品料仓内,直接装车运输至转炉炼钢原料区域;
5) 环保系统:为有效捕集工艺生产过程中散发出的粉尘和烟气粉尘,根据工艺设置,分别设置环境除尘、通风和空调设施。
环境除尘设施 刮板机及胶带机进出料位置设置除尘设施。环境除尘及成品仓干燥系统为负压式,环境除尘采用低压脉冲袋式除尘器,除尘风机采用离心式风机。除尘风机室外布置。系统流程均为:含尘气体经吸风罩、抽风管道,进入除尘器作净化处理,然后通过风机送入消声器作消声处理,再经排气烟囱排入大气。排放气体的含尘浓度≤10 mg/m3 (标态)。除尘系统的除尘器灰斗下设置输灰机,把除尘灰输送至原料仓下刮板机,进入系统循环利用。除尘风机出口设置消声器,风机外壳包覆隔声材料,系统噪声满足国家规范要求。
通风空调设施:配电及其它有通风换气要求的辅助房,均设置轴流风机进行通风换气。有消防监控要求的站房,通风设备与消防监控系统联锁。为在夏季消除控制室、电气室及其它有空调要求的室内设备散发的余热,各房间分别设置冷风空调机进行空气调节;
6) 自动化控制系统:系统整体采用机电一体化设备,设自动和手动控制方式。手动操作在就地实现,自动方式由设备成套 PLC 柜控制。除尘设备设就地和远程两地操作控制;
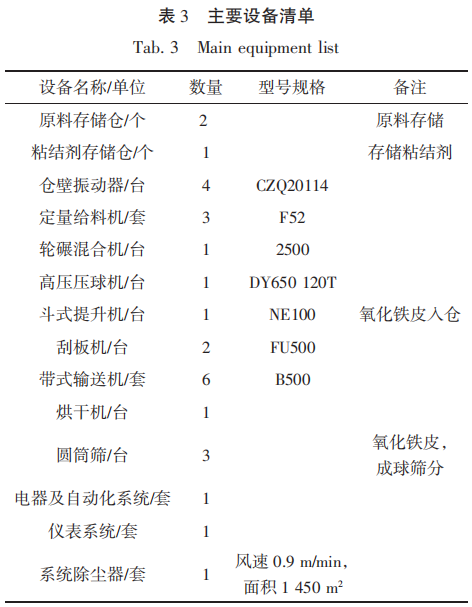
7) 主要设备。主要设备情况见表 3。
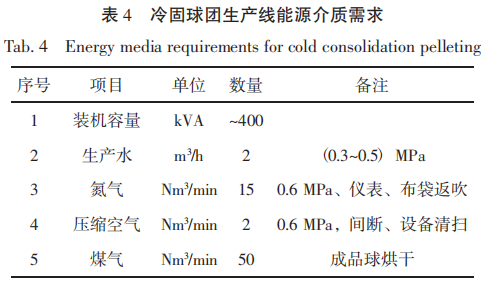
4 能源介质需求参数
冷固球团生产的主要能耗为电能。将工艺布置做到流程顺畅,尽量减少物料的转运环节,可以减少提升运输设备,降低电耗。实施“零排放” 用水方案,节约用水,保护水质。
该项目使用的能源动力介质需求情况见表 4。
5关键技术创新
1) 科学设计格栅尺寸。氧化铁皮是经过格栅、斗提提升机、仓顶振动筛处理后进入氧化铁皮料仓,所以氧化铁皮含水、含油,极易造成格栅堵料、下料不顺。科学设计格栅大小,加强氧化铁皮原料管理,既解决堵料问题,又能防止氧化铁皮大量进入斗式提升机而造成提升机压死;
2) 阀门的选型计算及控制。电炉除尘灰通过星型给料器、螺旋配料器计量,通过埋刮板输送机、斗式提升机进入轮辗机。星型给料器上方设有阀门,控制除尘灰进入星型给料器速度。合理选择阀门大小及开启控制,既能防止物料大量进入给料器,造成给料器压死,还能满足正常下灰量的需求;
3) 振动电机的选型。因物料有粘性,会造成缓冲仓粘料,需配备使用振动电机。电机过大,会使物料大量砰出;电机过小,效果差,经常出现下料口堵现象,人工检查处理极为困难。通过数字建模计算,选择合适振动电机,有效规避以上难题;
4) 压缩空气自动排水设计。定期对压缩空气管道进行放水,防止水分通过压缩空气进入灰仓,造成下灰困难。
6 实施效果
1) 转炉加快成渣,改善渣料结构。吹炼初期转炉炉内温度较低时配加除尘灰冷固球团,一方面可增加出渣中的 FeO 含量,提高 CaO 的溶解速度,有效降低炉渣黏度,利于 FeO 向石灰晶格内迁移,生成低熔点物质,有效防止石灰表面层 2CaO·SiO2 的生成。另一方面前期较高的 FeO可快速在钢渣界面生成乳化渣,促进脱磷反应。
同时冷固球团加入转炉,石灰熔化率提高,加上除尘灰冷固球团携带的一部分 CaO 又可减少石灰消耗[14];
2) 冷固球团有冷却效果,可替代部分铁矿石。冷却吸热包括物理冷却吸热、化学冷却吸热两种。物理冷却吸热方面,电炉除尘灰冷固球团与铁矿石的组成相近 (主要含 TFe),两者物理冷却吸热原理相同。化学冷却吸热方面,虽然铁矿石中的 TFe 比电炉除尘灰冷固球团约高 5%左右,但是在铁水成分、出钢温度相近范围内,实验验证电炉除尘灰冷固球团冷却效果与铁矿石冷却效果基本相近。
3) 简化炉前操作、降低转炉护炉成本、提高金属所得率。除尘灰冷固球团有较好的起渣、化 渣效果,替代了矿石,简化了炉前操作。转炉吹炼前期加入除尘灰球团不仅能均衡吹炼前期升温速率,还可避免冶炼中期金属“返干”和脱磷率低,也降低了钢铁料消耗。转炉配加冷固球团可使冶炼初期炉渣碱度提高,MgO 在渣中溶解度降 低,有效减少冶炼初期炉衬侵蚀,还有利于转炉 耐材的寿命延长,降低转炉的护炉成本。冷固球 团中 TFe 含量在 50%~55%,使电炉除尘灰中的金 属得到有效回收,经济效益显著。
7 效益分析
1) 原材料及能源价格:各类除尘灰原料不做 计价;氧化铁皮 (TFe≥65%) 价格按 600 元/t;结 合剂加入量按 5%,折合价格 180 元/t;电价按照0.5 元/度;水价按 4 元/m3。生产 1t 成品冷压球的 综合成本约 400 元/t 成品球;
2) 经济效益
年生产冷固球团 3 万 t。产品成本为 400 元/t, 替代转炉铁矿石 (含铁量 62%)、减少氧气、石灰消耗,一年可创造经济效益 550 万元/a 以上;
2) 社会效益 减少资源浪费,保护环境,发展循环经济, 推进企业可持续发展。
8 结 语
1) 除尘灰冷固球团技术生产的冷固球团,改 善炉渣性能,加速石灰溶化,降低氧气、金属和石灰消耗,探索出一条应用于转炉炼钢的途径;
2) 解决了钢铁固废除尘灰再利用难题,电炉 除尘灰内部循环利用,实现了企业环保、可持续发展;
3) 回收除尘灰中的 Fe、FeO、CaO 等有益成分,促进氧化铁皮等含铁原料的内部使用,替代 转炉铁矿石,提高了企业经济效益。 总之,电炉除尘灰冷固球团技术及应用,不仅解决环保、安全问题,确保了生产经营的需要,而且带来了社会效益和经济效益的同步提升。
参考文献:
[1] 麻林伟,闫国震,周楠,等. 电炉铁合金除尘灰的研发及应用[J]. 冶金丛刊,2011 (6):30-31.
[2] 段建平,张永亮,李宏,等. 电炉直接利用 Cr-Ni 不锈钢除 尘灰的试验分析[J]. 钢铁,2009 (5):76-80.
[3] 梁存慧. 高炉瓦斯泥、除尘灰、电炉除尘灰试验研究[J]. 新 疆有色金属,2007 (S1):88-90.
[4] 徐雪峰,田玉洪. 电炉除尘灰作为铁质原料在水泥生产中的应用[J]. 钢铁,1998 (6):63-66.
[5] 沈中芳,池和冰,郑皓宇. 铁素体不锈钢除尘灰在电炉发泡 造渣工艺中的应用研究[J]. 炼钢,2016 (2):64-68.
[6] 文小弟. 电炉除尘灰作为铁质原料在水泥生产中的运用分析. 第 26 届全国铁合金学术研讨会论文集 (下册)[C]. 北 京:中国金属学会,2018.
[7] 唐凤初. 锰系电炉除尘灰中的重金属治理初探 [C]. 绿色环 保·自动化———2018 中国·乌兰察布铁合金大会论文集[C].北京:北京钢研柏苑出版有限责任公司,2018.
[8] 曹岸春,段佳圣,尚飞. 电炉冶炼除尘灰球团化回收利用研 究[J]. 冶金管理,2020 (19):140-141.
[9] 臧疆文,李涛,关翔,等. 八钢电炉除尘灰造球循环利用研 究[J]. 新疆钢铁,2008 (3):22-24.
[10] 王少峰. 对炼钢除尘灰进行冷固造球生产的探索[J]. 河南冶 金,2020 (1):26-29.
[11] Charles J Labee. update on Electric Arc Furnace Dust Treat-ment[J]. Iron and Steel Engineer,1992,69 (5):48-50.
[12] Sven O Santen. 从炼钢粉尘中回收金属[J]. 冶金环保情报,1995 (1):85-95.
[13] Lightfoot R 戴维. Hi-Plas 法处理电炉粉尘[J]. 冶金环保情 报,1995 (1):106-112.
[14] 王鹏. 太钢转炉除尘灰冷固球团技术及应用[J]. 冶金能源,2018 (3):45-46.