
刘文明 刘建民
(首钢集团通钢公司炼铁事业部)
摘要:首钢通钢二号高炉对炉墙结厚的原因及处理过程进行了总结分析。通过采取分段集中加焦,待加焦炭进入渣带,保证炉顶设施安全的情况下,加大风量的方法,利用煤气流冲刷炉墙的方式,处理了炉墙结厚。然后通过装料制度优化,稳定了操作炉型,高炉经济技术指标得到大幅改善。
关键词:高炉炉型;炉身结厚;Zn负荷;设备故障
1 概述
通钢2号高炉设计有效炉容2680m3,在进入2020年1月份以来,由于原料锌负荷超标、频繁的设备故障造成低料线影响,5-14段壁体温度比照正常下降20℃以上,2号高炉炉况波动较大,其中主要的影响因素就是操作炉型控制不稳定,炉身渣皮结厚,通过日常吨焦耗风量计算,整体炉容变小500m3水平,高炉风量随之萎缩,高炉各项技术经济指标均大幅降低。虽然通过各种处理结厚方式方法,效果差,处理效果并不显著,炉身结厚已经成为当前影响高炉稳定顺行的最大障碍。面对这一现状,通过分析结厚原因,采取有针对性的操作方针,直到2021年1月5日,事业部制订详细的渣皮处理方案,彻底地消除了炉墙结厚,并通过一系列后续调整,不仅保证了稳定的操作炉型,高炉各项经济技术指标也达到较好的水平,也为以后处理炉墙结厚积累了相关经验。
2 炉身结厚原因分析
2.1高炉入炉原燃料碱负荷、Zn负荷高
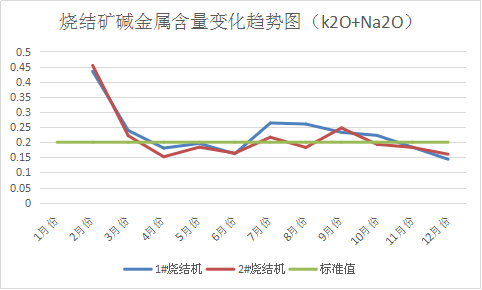
2020年以来,进口矿石价格逐步上升,钢铁企业利润日益降低。为了降低炼铁成本,通钢炼铁系统加大了低价矿、低品位矿的使用量,造成烧结成分波动较大,碱负荷、Zn负荷处于较高水平。
|
月份 |
1#烧结机 |
2#烧结机 |
||||||
|
K2O |
Na2O |
K2O+Na2O |
Zn |
K2O |
Na2O |
K2O+Na2O |
Zn |
|
|
1月份 |
|
|
|
0.058 |
|
|
|
0.062 |
|
2月份 |
0.128 |
0.306 |
0.434 |
0.037 |
0.124 |
0.330 |
0.454 |
0.054 |
|
3月份 |
0.149 |
0.089 |
0.239 |
0.072 |
0.132 |
0.089 |
0.221 |
0.064 |
|
4月份 |
0.109 |
0.071 |
0.181 |
0.082 |
0.084 |
0.068 |
0.152 |
0.099 |
|
5月份 |
0.116 |
0.080 |
0.196 |
0.080 |
0.104 |
0.079 |
0.184 |
0.080 |
|
6月份 |
0.097 |
0.065 |
0.162 |
0.045 |
0.100 |
0.063 |
0.164 |
0.055 |
|
7月份 |
0.144 |
0.120 |
0.264 |
0.068 |
0.129 |
0.088 |
0.216 |
0.074 |
|
8月份 |
0.145 |
0.115 |
0.260 |
0.060 |
0.099 |
0.083 |
0.183 |
0.101 |
|
9月份 |
0.155 |
0.077 |
0.233 |
0.041 |
0.168 |
0.079 |
0.247 |
0.045 |
|
10月份 |
0.142 |
0.080 |
0.222 |
0.042 |
0.119 |
0.074 |
0.193 |
0.052 |
|
11月份 |
0.101 |
0.083 |
0.183 |
0.031 |
0.112 |
0.071 |
0.183 |
0.035 |
|
12月份 |
0.096 |
0.047 |
0.144 |
0.051 |
0.111 |
0.050 |
0.160 |
0.040 |
|
平均值 |
0.126 |
0.103 |
0.229 |
0.055 |
0.117 |
0.098 |
0.214 |
0.063 |
烧结矿碱负荷变化趋势图
烧结矿锌负荷变化趋势图

球团矿碱金属及锌含量
|
月份 |
球团矿 |
|||
|
K2O |
Na2O |
K2O+Na2O |
Zn |
|
|
1月份 |
0.01725 |
0.054 |
0.071 |
0.050 |
|
2月份 |
0.081 |
0.300 |
0.381 |
0.080 |
|
3月份 |
0.051 |
0.068 |
0.119 |
0.072 |
|
4月份 |
0.023 |
0.044 |
0.068 |
0.066 |
|
5月份 |
0.021 |
0.049 |
0.070 |
0.060 |
|
6月份 |
0.022 |
0.061 |
0.083 |
0.045 |
|
7月份 |
0.029 |
0.065 |
0.094 |
0.044 |
|
8月份 |
0.035 |
0.061 |
0.096 |
0.031 |
|
9月份 |
0.023 |
0.056 |
0.079 |
0.023 |
|
10月份 |
0.020 |
0.047 |
0.068 |
0.011 |
|
11月份 |
0.035 |
0.054 |
0.089 |
0.010 |
|
12月份 |
0.027 |
0.035 |
0.062 |
0.010 |
|
平均值 |
0.032 |
0.075 |
0.107 |
0.042 |
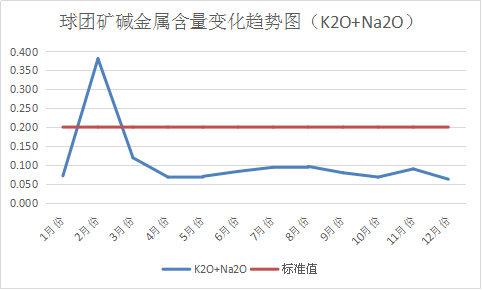
球团矿碱负荷变化趋势图
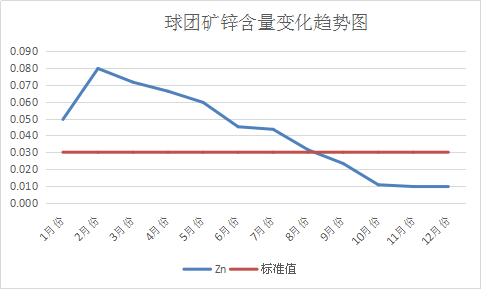
球团矿锌负荷变化趋势图
高炉碱负荷和锌负荷
|
项目 |
碱负荷kg/t |
锌负荷kg/t |
||
|
时间 |
2#高炉 |
3#高炉 |
2#高炉 |
3#高炉 |
|
行业标准 |
≤3.0 |
≤0.15 |
||
|
通钢标准 |
≤3.5 |
≤0.65 |
||
|
2020年1月份 |
|
|
1.01 |
0.99 |
|
2020年2月份 |
7.58 |
7.34 |
1.06 |
0.8 |
|
2020年3月份 |
3.64 |
3.82 |
1.08 |
1.14 |
|
2020年4月份 |
2.48 |
2.82 |
1.47 |
1.32 |
|
2020年5月份 |
2.77 |
2.92 |
1.27 |
1.24 |
|
2020年6月份 |
2.64 |
2.53 |
0.93 |
0.78 |
|
2020年7月份 |
3.3 |
3.88 |
1.08 |
1 |
|
2020年8月份 |
2.47 |
3.92 |
1.06 |
0.89 |
|
2020年9月份 |
3.73 |
4.18 |
0.67 |
0.61 |
|
2020年10月份 |
3.01 |
3.31 |
0.75 |
0.59 |
|
2020年11月份 |
2.33 |
2.33 |
0.47 |
0.49 |
|
2020年12月份 |
3.02 |
2.97 |
0.46 |
0.44 |
|
2020年平均 |
3.36 |
3.64 |
0.94 |
0.86 |
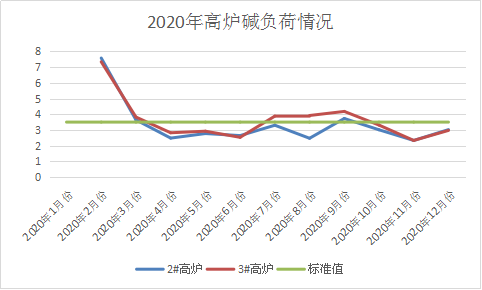
高炉碱负荷变化趋势图
高炉锌负荷变化趋势图
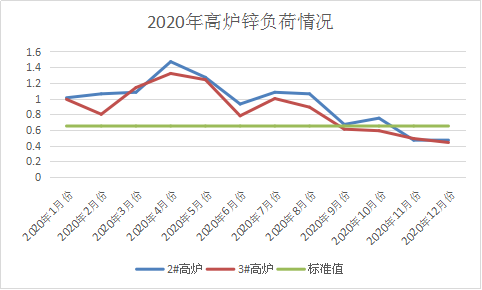
从以上图表中可以看出,高炉碱负荷、锌负荷呈现较高态势,对炉况产生了较大影响。
Zn熔点较低(907℃),在高炉下部高温区还原成气态,随煤气流上升到高炉中上部炉墙低温区凝结,形成炉身黏结物,破坏高炉正常操作炉型,导致高炉崩料悬料、产量大幅下降、焦比大幅上升,经济损失巨大. 有研究指出:随着烧结矿中 ZnO 含量的增加,RDI+3.15 和 RDI+6.3 均呈减小趋势,而磨损指数 RDI-0.5呈上升趋势,表明随着 ZnO 含量的增加,烧结矿的低温还原粉化性能变差。
2.2焦炭质量不稳定
2.2.1二号高炉所用焦炭为自产干熄60%+35%自产水熄+15%外购焦,日常生产中,焦炭比例变化频繁,阶段性冷、热强度波动大,如下表:
|
成份 |
焦炭化学成份(%) |
|||||||
|
M40 |
M10 |
灰份 |
S |
水份 |
挥发份 |
反应性 |
反应后强度 |
|
|
干熄焦 |
86.74 |
6.18 |
12.75 |
0.87 |
0.79 |
1.34 |
23.70 |
65.20 |
|
水熄焦 |
83.32 |
6.46 |
12.75 |
0.88 |
4.85 |
1.32 |
24.30 |
63.70 |
|
龙洋 |
84.75 |
6.32 |
12.83 |
0.64 |
8.27 |
1.48 |
23.36 |
65.33 |
2.3 高炉操作制度不完善、 中心布焦环数不合理
2#高炉是采用中心加焦的布料模式,这一布料模式最大的优点在于,可以通过调整中心焦的环数来控制中心气流的强弱,快速有效对炉况进行调整。传统的经验是,中心布焦环数多,中心气流旺,反之亦然。在炉况稳定、中心焦柱合理的情况下,增加中心焦环数确实可以起到提升中心气流增加风量的效果,并且有利于排锌。但是在炉墙结厚、炉况恶化、风量萎缩、风速不足的情况下,中心焦炭不能及时熔损,进入炉缸后影响中心透气性、透液性,此时若是中心布焦环数太多,不但不能增强中心气流,还会造成死焦柱肥大,从而造成炉缸不活,加剧炉况恶化。
2.4 高炉操作不当
高炉经常性出现尺差,最大尺差超过1米,一段时间后出现管道行程,高炉出现管道行程后,高温煤气未经过充分的热交换就达到高炉上部区域,将部分没有还原的矿石融化,软熔炉料将凝固,就会行程粘接,炉温控制不得当,经常出现低硅、生铁含硫出格,这也会引起炉渣粘稠,炉缸不活或粘结,使风量萎缩,造成高炉结厚。特别是7段铜冷却壁与8段铸铁冷却壁相连接处,更易于粘结。
3炉身粘结处理
3.1处理方案
3.1.1预加8-10批净焦到达8断冷却壁位置,负荷维持在3.57-3.6t/t,提前1小时减少中心焦比例,将焦炭布料平铺,C928272625222↓, 矿制改为O92827262↓,同时入炉Mn矿,保证生铁中锰回收率在0.6-0.8%水平,意在活跃炉缸,通过人为破坏炉内煤气流分布,造成边缘管道或悬料。
3.1.2在处理炉况过程中,如发生悬料,风压控制≤340kpa。时间尽量延长(1-2小时)。
3.1.3悬料后控制好顶温,做好打水降温,控制煤气温度,小于300℃,保证布袋入口温度正常。
3.1.4 高炉软水流量6000m3/h调小到4000m3/h.
3.1.5悬料时间尽可能延长1-2小时,利用集中焦的热量对结厚的部位进行加热,加热充分后再进行坐料,利用拉风坐料过程中的反抽力力求将炉墙粘接物拉下。如没有悬料,利用高温煤气流对炉墙进行冲刷。一般情况下,时间为12-24小时即可处理完毕。
3.1.6炉墙粘结物处理评判标准
3.1.6.1炉体水温差≧6℃,8-10段壁体温度50-80℃.
3.2炉墙黏结物清理下来后,需要对煤气流进行调整,确保渣皮不再结厚。高炉制订了“抑制边缘,中心排碱”的操作思路。
3.3布料制度调整
布料制度调整情况见表
|
布料制度变化以及风量水温差变化 |
||
|
时间 |
料制调整 |
水温差 |
|
1月5日 |
C928272625222↓O92827262↓ |
6.7℃ |
|
1月6日 |
C938272625126↓O92847462↓ |
5.8℃ |
|
1月7日 |
C938272625125↓O92837362↓ |
5.4℃ |
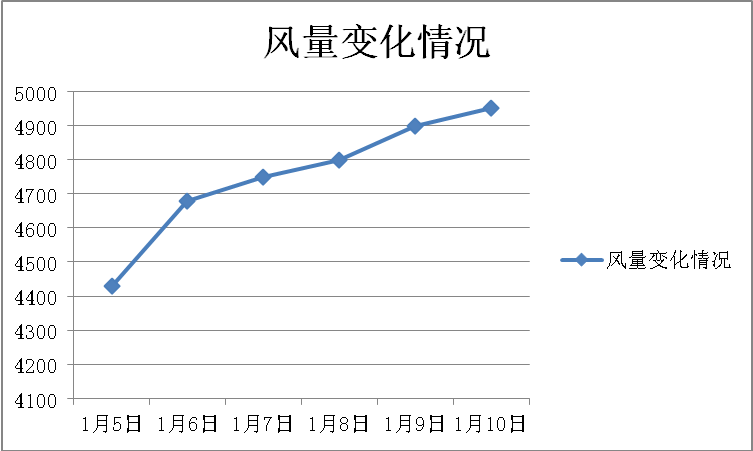
3.4壁体波动效果

通过一系列调整,高炉炉况明显好转,高炉稳顺程度增加,风量大幅增加。
4 结语
4.1Zn负荷高、碱负荷高是通钢2号高炉控制合理操作炉型的最大障碍。气态Zn在高炉中上部炉墙上凝结,碱负荷高易很容易造成炉身结厚,甚至形成顽固结瘤,严重影响高炉顺行。
4.2通过“适当抑制边缘气流,控制合理中心气流”进行排Zn是行之有效的。
4.3通过一系列调整,风量、产量等技术指标大幅提高,但焦比、燃料比等消耗指标却未见根本改善,这也是当前和以后2号高炉迫切需要解决的问题。
4.4通过炉内煤气流冲刷炉墙处理炉墙结厚方式方法是可行的,为处理炉况积累了经验。
参考文献
[1] 周传典. 高炉炼铁生产技术手册,北京,冶金工业出版社,2012
[2] 刘云彩. 现代高炉操作,北京,冶金工业出版社,2016
[3] 杨志泉,王平.武钢炼铁高Zn矿使用现状和应对措施[J].炼铁,2014,33(2):4-7.