
马京权 刘宏伟 晁红召
(安阳钢铁股份有限公司)
摘要:烧结透气性包含混合料原始透气性和过程透气性两种,是衡量烧结混合料烧结性能的一个重要指标。通过优化配料结构、调整混合机工艺参数、提高混合料温度、工艺设备优化等改善混合料原始透气性,对烧结过程的强化有很大意义,进而达到了烧结机提质提产的目的。
关键字:单品种;透气性;工艺参数;混合料性能
0 前言
安钢 3# 烧结机作为大型烧结机,由于受场地的限制,原料场没有配置预配室和混匀料场,属于全国首例。其采用单品种铁料直供配料模式,没有经过原料场的预配混匀,缺乏混合物料、造球制粒的过程,仅仅通过混合机混匀,时间短、效果差,达不到有效混合的目的。在进入烧结机系统前,混合料成分和粒度的均匀性欠佳,制约着烧结过程中物料透气性的改善和烧结矿质量的稳定均一。为解决这一难题,急需通过配料结构优化、混合机参数调整、工艺设备改造等手段,改善混合料的造球性能,提高混合料成分的稳定性,为稳定烧结过程和产品质量提供支持。
1 烧结配料结构优化
1.1 研究含铁原料制粒性能
安钢 3# 烧结机配料主要采用外购粉矿、外购高镁精矿、国内酸精等,为了改善混合料的原始透气性,从配料结构优化上提高混合料成分和粒度的稳定性,笔者对各种物料的粒度组成进行了检测,结果见表 1。
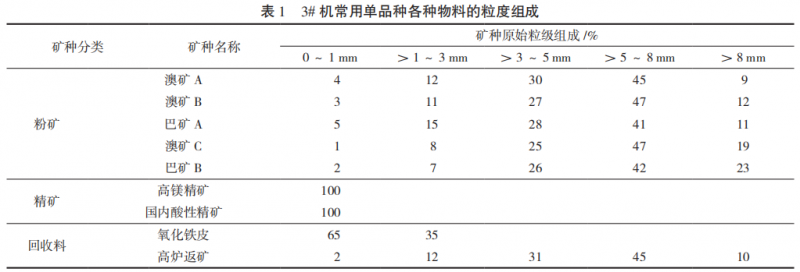
从表 1 可以看出,粉矿粒度组成> 3 ~ 8 mm 部分的含量在 65% 以上,0 ~ 1 mm 部分的含量在5% 以下,非常有利于成为造球核心,精矿和回收料氧化铁皮粒度偏细,基本在 0 ~ 1 mm。
1.2 优化配料结构
优化配料结构是改善混合料透气性和稳定均一烧结矿质量的重要途径,3# 烧结机应用的配料结构见表 2。
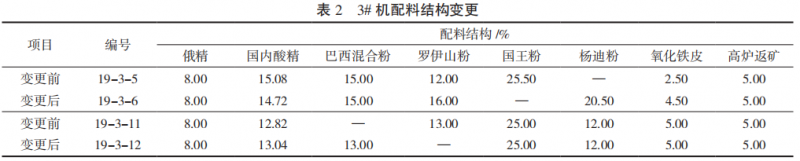
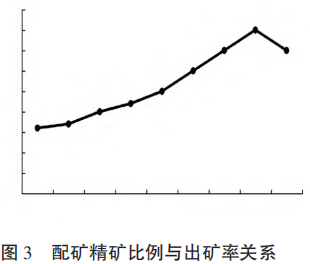
从表 2 可以看出,3# 烧结机配矿结构中的精矿比例为 22% 左右,粉矿比例在 53% 左右,在同一料批情况下,改变精矿比例,造球粒度、负压、出矿率的变化见表 3。
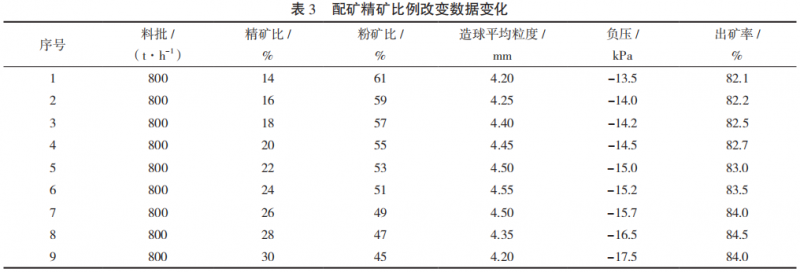
根据表 3 建立精矿比例变化与造球平均粒度、负压、出矿率的线性关系,分别如图 1、图 2、图 3 所示。根据生产过程中的精矿使用情况和影响,可以得出 :
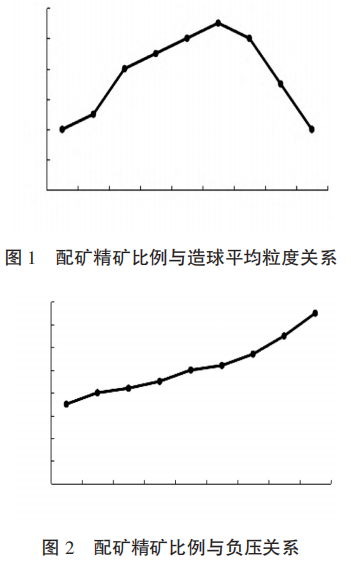
(1)适宜的精矿比例是烧结矿具备良好理化性能、降低加工成本、提高余热回收量的基础。精矿,特别是磁铁精矿,具有品位高、原始 FeO 含量较高的特点,在烧结过程中呈氧化放热反应,与其他品种的矿石相比可以降低固体燃耗。适宜的精矿比例可以抑制大比例粉矿烧结时因透气性过好对烧结矿质量的负面影响,有利于转鼓强度的提高,而且会减少热量在废气中的流失,使更多的热能被保持在烧结矿中,提高余热发电效率。
(2)矿种搭配合理为烧结过程具备合理透气性提供了条件,精矿对于透气性的影响占主导地位,但是其他物料的搭配作用也不容小觑。
(3)褐铁矿比例的合理设定,适当提高褐铁矿比例有助于改善透气性,提高利用系数 :3# 烧结机目前使用的褐铁矿种类以澳矿粉为主,由于混合粉中的 Al2O3 含量偏高(2.3% 以上)。褐铁矿铁品位偏低,结构疏松且自身带有一部分结晶水,如果配比过高,会在烧结过程中增加对固体燃料的消耗,导致烧结矿强度下降。但是如果没有褐铁矿的存在,只有磁铁矿和赤铁矿两种相对较“硬”的矿石,液相生成难度会加大,熔化和熔融性能较差,强度也不能保证。
2 烧结工艺设备优化
2.1 优化一、二次混合机加水方式
一混滚筒主要起将混合料混匀的作用,二混滚筒起制粒造球作用。一、二混滚筒加水方式对混合料制粒效果具有重要影响,如果加水方式科学合理,则可以有效加强混匀制粒效果,改善烧结过程透气性,改善烧结矿均质性,提高烧结机利用系数,降低生产成本。
(1)对烧结机一混加水管道进行改造,实现前1/3 段不加水,以强化混匀效果,后 2/3 段实行柱状水和雾化水结合加水,实现生球,一混加水量占总加水量的 70%;(2)对二混加水管道进行改造,实现前 1/2 段雾化加水,后 1/2 段加蒸汽伴热(冷凝水更适宜生球长大),强化生球长大的制粒过程,二混加水量占总加水量的 30%。
优化一、二混滚筒加水方式前后的混合料粒度的对比见表 4。

从表 4 可以看出,优化加水方式后混合料的分级粒度中,≤ 1 mm 的小颗粒粒级含量减少了3.19%,> 1 ~ 3 mm 的小粒级含量减少了 3.27%,而> 3 ~ 5 mm 较大粒级含量减少了 2.64%,> 5 ~ 8 mm 粒级含量升高了 8.45%,> 8 mm 部分基本稳定。最终使得平均粒级由 4.125 mm 升高到4.421 mm,提高了 0.429 6 mm,提高幅度为 7.18%。
2.2 采用生石灰提前消化和返矿提前润湿工艺
在进入混合机之前,生石灰提前加水消化可以有效利用消石灰比表面积大的特点,强化混合机内混合料造球的效果。内循环返矿提前加水润湿可以使得返矿成为制粒核心,同样有利于强化混合机内混合料造球的效果,改善烧结过程透气性。
3# 机采用生石灰提前消化和返矿提前润湿工艺前后粒度对比见表 5。

烧结混合料粒度组成不仅对烧结过程透气性有显著影响,而且对烧结矿成矿性能也有较大影响,生产实践发现 :烧结混合料中≤ 1 mm 的部 分应不高于 5%,> 8 mm 的部分应不高于 10%,富矿粉烧结时,混合料的平均粒度应控制在3.8~4.8 mm,精矿粉烧结时,混合料的平均粒度应控制在 3.5~4.7 mm。
从表 5 可以看出,优化后的混合料分级粒度中,≤ 1 mm 的小颗粒粒级含量减少了 3.03%, 1 3 mm的小粒级含量减少了3.23%,而 3 5 mm 较大粒级含量减少了 2.74%, 5 8 mm 粒级含量升高了 8.45%, 8 mm 部分基本稳定。最终使得平均粒级由 4.013 mm 升高到 4.428 mm,提高 0.415 mm,提高幅度 10.34%。
2.3 提高混合料料温
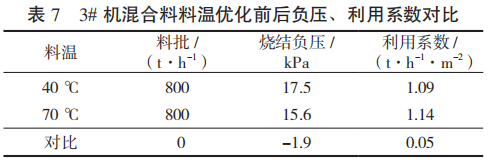
对烧结机提高混合料温进行综合性改造,从蒸汽加热和混料线保温入手,全面提高混合料料温到70 ℃以上,以减少烧结过湿层影响,实验发现 :提高混合料料温对混合料粒度并无明显改变,但随着混合料料温升高,尤其是高于露点温度(52 ~ 65 ℃)以上,减少过湿层的形成,克服过湿作用将使料层的透气性变坏对生产的影响,改善烧结过程透气性,烧结负压降低,提高料层厚度,降低返矿率,增加产量,提高烧结机利用系数,同时自动蓄热作用加强降低固体消耗。3# 机混合料料温优化前后对相关生产参数的影响见表 6 和表 7。

2.4 改造混合机衬板
为提高混合料的混匀和制粒效果,最大限度降低圆筒内部粘料,改善混合料的原始透气性,实现烧结厚料层操作,利用 5 天定修时间将 3# 烧结机的一二混滚筒内部衬板全部进行了更新换型,改造后的衬板由陶瓷 + 橡胶复合衬板组成,衬板采用螺栓固定。
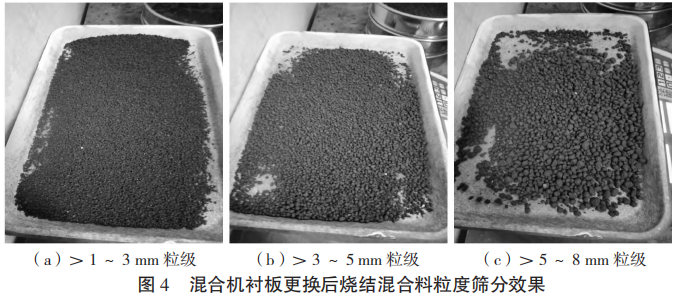
在生产过程(输送量为 850 t/h,水分为 6.9%,生石灰配比为 6.9%)中,对衬板改造前后一、二混滚筒混合料的混匀制粒情况进行了统计,混合料的平均粒度由 4.23 mm 提高到了 4.61 mm,具体数据对比变化情况见表 8。

从表 8 可以看出,衬板更换后混合料的分级粒度中,≤ 1 mm 的小颗粒粒级含量减少了 4.45%,1~ 3 mm 的小粒级含量减少了 5.16%,而>3~ 5 mm较大粒级含量升高了 5.27%,> 5 ~ 8 mm 粒级含量升高了 3.92%,> 8 mm 部分基本稳定。最终使得平均粒级由 4.23 mm 升高到 4.61 mm,提高了0.38 mm,提高幅度为 8.98%。混合机衬板更换后烧结混合料粒度组成具体筛分效果如图 4 所示。
3 效果
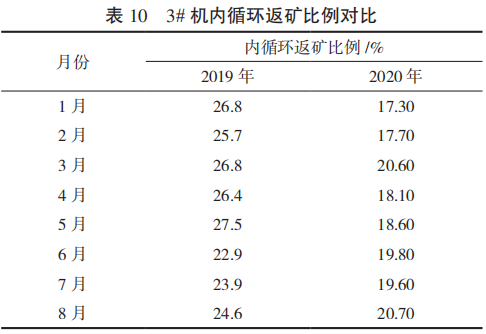
矿种搭配合理为烧结过程具备合理透气性提供了条件,通过对配料结构优化,适当提高褐铁矿比例有助于改善混合料的原始透气性。烧结工艺设备优化,从返矿润湿、生石灰加水消化、一二混加水、提高混合料料温、设备改造等方面采取措施, 改善混合料造球性能,提高混合料成分的稳定性,优化混合料粒级组成,有助于改善混合料的原始透气性,为稳定烧结过程和产品质量提供了支持,烧结混合料透气性得到明显改善,烧结矿质量更加稳定均一,3# 烧结机的内循环返矿降低(见表10),能源消耗降低,产质量、利用系数得到提高, 满足 3# 高炉对烧结矿各项指标的需求。
4 结论
(1)配矿结构中不同的精矿比例对混合料性能的影响比较大。
(2)通过优化工艺技术 :返矿、生石灰加水润湿、提高加水水温、优化一二混加水等方式,改善混合料性能。
(3)设备改造滚筒衬板更换,优化混合料粒度,改善混合料性能。
5 参考文献
[1] 关红兵,刘月建,刘文浩,等 . 安钢 3# 烧结机单品种铁料换料操作模型的建立[J]. 河南冶金,2019,27(5):29 - 31.
[2] 朱薛辉,石玥,潘建,等 . 涟钢四烧圆筒混合机制粒性能优化研究[J]. 河南冶金,2019,27(4):4 - 6.