
酒钢(集团)宏兴股份公司 吴登岚 阎志 赵志伟
摘 要:高炉是现代炼钢炼铁过程中必不可少的重要设备,为最大化发挥高炉的应用价值,本文以实际施工经验为例,对高炉炉顶气密箱及溜槽更换施工策略进行详细论述,旨在为相关人员提供参考。
关键词:气密箱;溜槽;更换施工
某炼铁厂7#高炉2020年7月1日休风投产后,于7月2日早上因炉内悬料后,减风坐料过程中风压冒顶,出现溜槽脱落、十字测温端部上翘,高炉于7月2日14:22休风,待新溜槽到位,回装溜槽后复风生产。同时风压冒顶有可能导致气密箱溜槽保持架变形,需整体更换气密箱以便消除故障。因气密箱是项目安装的,为彻底消除隐患,炼铁厂计划利用休风时间回装溜槽,并检查确认更换气密箱。由于7#高炉升级改造后,以往炉顶吊装气密箱的轨道已拆除,未恢复到位,现场的猫头吊梁因安装下密阀需要拆除5米左右,目前条件不能满足气密箱吊装更换要求。要更换气密箱需要恢复吊装轨道,利用自行设计制作的吊装气密箱的专用滑车和吊具配合进行更换作业。完成气密箱更换施工后恢复生产。同年9月15日, 炼钢厂对7#高炉进行22小时系统检修,铁前作业区承担炉顶溜槽更换检修任务。本文将阐述高炉炉顶气密箱及溜槽更换施工的详细策略。
一、高炉炉顶气密箱及溜槽更换施工方案
(一)气密箱及溜槽相关设备的技术参数
气密箱技术参数:型号WBL65A,重量38t。
气密箱溜槽重量8t,溜槽架子重量8t。
炉顶50t/16t天车及16t电葫芦配合吊装溜槽。
(二)施工准备
①施工材料准备。对气密箱、溜槽等备件的规格、尺寸、质量等进行深入检查,为气密箱及溜槽更换做好物质准备。
②施工工具准备。施工配备液压扳手2套、电焊机4台、角向磨光机2台、气焊工具4套、钢丝绳扣φ32mm×9m2对、钢丝绳扣φ32mm×6m2对、钢丝绳扣φ17.5mm×6m4根、32吨千斤顶4台、干粉灭火器4瓶、CO报警仪4台、氧气乙炔及常用工具和安全防护用具。
③机械设备入场。提前制作气密箱吊装专用滑车并倒运现场;准备不同规格的倒链、千斤顶、气密箱拆装液压扳手和钢丝绳扣;准备火车版车3台,并在检修前入场。
④施工人员准备。所有参与施工的专业人员都需要具备专业技能证书,由于工期紧张,需采用24h倒班连续作业形式,需做好人员倒班衔接工作。前期拆除阶段主要安排起重工、 气焊工、天车工和钳工,后期安装恢复阶段主要安排起重工、电焊工、天车工和钳工,施工人员排班表如表1所示。
(三)溜槽回装施工
①高炉休风检修人员打开炉喉人孔配合点火。确认点火成煤气处理,办理动火票、停电停液压挂牌手续具备检修条件。
②拆除炉喉方人孔时,方人孔吊装采用下部吊点固定,上部吊点使用两台2T倒链进行调节,保持方人孔原有角度拆除。用炉顶 50t/16t 天车将溜槽安装溜槽吊具上,放在人孔正前方。
③用 16t 电葫芦将溜槽和吊具吊起(使用 φ21mm 钢丝绳扣),使用炉顶天车将吊具配重吊住保持吊具平衡。
④用电葫芦和天车配合将溜槽慢慢放入炉内,从平面镜内观察,确认溜槽底面与布料器弧形挂钩完全接触。缓慢吊起配重架后侧,天车和电葫芦配合撤出溜槽吊具。
⑤试车时,气密箱溜槽转动灵活,上、下摆动自如,溜槽角度在10°~50°之间。
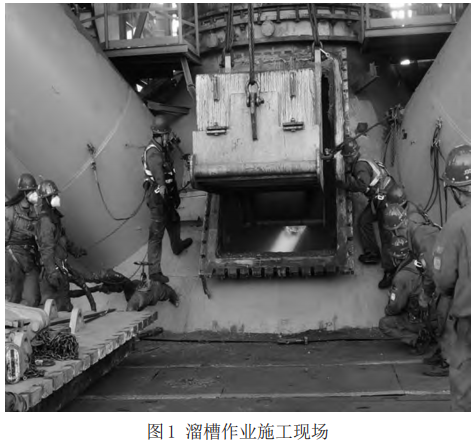
⑥方人孔法兰盘垫,回装方人孔,螺栓孔要对正。注:此次天车和电葫芦配合安装,需要使用10T倒链进行调整对装,施工现场作业图如图1所示。
(四)气密箱更换施工
①高炉休风检修人员打开炉喉人孔配合点火。确认点火成功,煤气处理,办理动火票、停电停液压挂牌手续等,确保检修条件完备。
②调整气密箱上部波纹螺栓,使波纹压缩,拆除波纹上下法兰螺栓。用炉顶天车将原有电葫芦小车吊至炉基火车板。气密箱波纹压缩后拆除波纹上下法兰螺栓,吊出波纹。
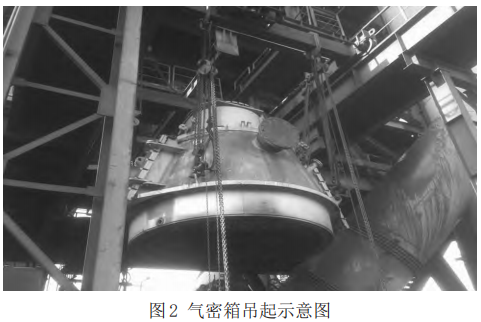
③用千斤顶顶起下密阀并拆除上法兰螺丝,把下密放到轨道上。将下密箱体沿轨道向东侧推移5米,用炉顶吊车将其吊运至火车板,气密箱吊起施工如图2所示。由检修人员拆除气密箱底盘螺栓。同时用4个32t千斤顶从气密箱四个角位置均匀向上顶起100mm。用炉顶天车将炉台位置吊装孔打开。 同时用炉顶天车将放在2#火车板上的专用滑车吊入轨道并推移到气密箱上部。在自制车体吊挂点挂4台10t倒链把气密箱吊起500mm。用倒链向东拉出气密箱至炉顶天车能吊到位置。
④空中倒绳,用炉顶天车挂住气密箱,拆除滑车锁具,使用炉顶50/16t天车吊下气密箱放到火车板上,新旧气密箱安装尺寸校核。安装气密箱中心喉管,把1#火车板上的新气密箱先用炉顶天车吊到专用滑车位置,空中倒绳锁在滑车上。
⑤气密箱向西拉回原位,安装金属密封垫找正,安装气密箱法兰螺栓并用液压扳手紧固螺栓。
⑥安装气密箱减速机、电机。恢复气密箱拆除的介质管道和电气,并具备动车条件。用天车将滑车吊下放到1#火车板。将电葫芦小车吊入轨道,气密箱溜槽安装,溜槽角度调整。用炉顶天车将1#火车板上的下密阀吊入轨道推回工作位找正并支撑固定
⑦安装气密箱波纹和密封垫,连接波纹上下法兰螺栓并紧固,恢复拆除的其他介质管道、阀门及东侧平台。
⑧封方人孔。拆除的梯子平台栏杆回装,安全设施恢复。
⑨现场清理试车、封炉喉人孔。
二、高炉炉顶溜槽更换施工方案
(一)溜槽相关参数
溜槽重量5t,溜槽架子重量6t。
炉顶50t天车配合吊装溜槽。
(二)施工准备
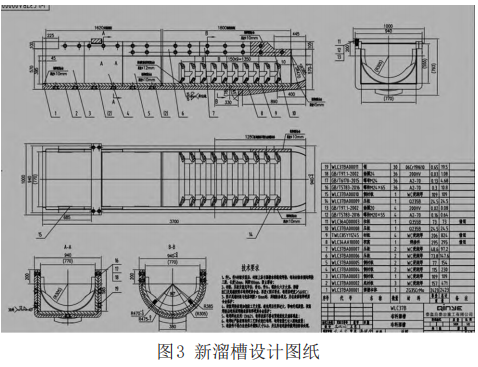
①施工材料准备。施工前全面清理炉顶大平台作业位置,确认溜槽、方孔盖板、专用吊架放置位置,按图3所示图纸对新溜槽尺寸进行核验。
②施工工具准备。75mm液压扳手1套、电焊机1台、大锤3把、平面镜1块、角向磨光机2台、气焊工具1套、钢丝绳扣φ 28mm×6m2 对、钢丝绳扣 φ24mm×8m2 对、钢丝绳扣 φ28mm×10m2对、钢丝绳扣φ17.5mm×6m4根等。
③施工人员准备。人员安排:起重2名、气焊1名、钳工5名、天车工1名,起重、焊工特殊工种必须持证上岗。
④检修环境检查。必须在检修前对施工环境进行全面检查,为高炉溜槽更换创造可靠施工条件,具体来说,需要将高炉料位控制在1500mm-2000mm(炉喉钢砖上沿到料面的距离), 方人孔下沿到炉喉钢砖上沿距离为1534mm;高炉顶温控制在200℃左右,方人孔处温度为50℃;高炉休风点火后,检修人员通过炉喉人孔处测量炉内煤气含量小于60ppm,如果煤气含量超标,岗位操作人员继续需要对炉内点火情况进行确认,保证炉内煤气充分燃烧,达到降低煤气含量的目的。
(三)溜槽更换施工
①拆除施工作业。将作业人员分成南北两组,首先标记方人孔16、17、18、56、57、58六条螺栓最后拆除(待方人孔吊点设置受力后拆除);之后将方人孔1、13、31、43号螺栓拆除;其次将标记的六条螺栓以外的其余螺栓全部拆除。
②设置方人孔吊挂点:使用天车大钩配合φ28mm×6m钢丝绳扣将方人孔上吊点提升;天车小钩处使用两台5t倒链分别将方人孔下吊点提升;再在方人孔下吊点两侧各设置一台3T倒链将方人孔牵引。指挥天车、5T/3T倒链受力,拆除方人孔16、17、18、56、57、58六条标记的螺栓,通过来回提升5T倒链将方人孔活动,用撬杠拨动,脱开连接后,指挥天车和倒链配合将方人孔水平移出,吊运至炉顶大平台东侧定制摆放。以手动操作方式对溜槽角度进行调整,通过β角减速机将溜槽调至背对方人孔,ɑ角度调整到45°。
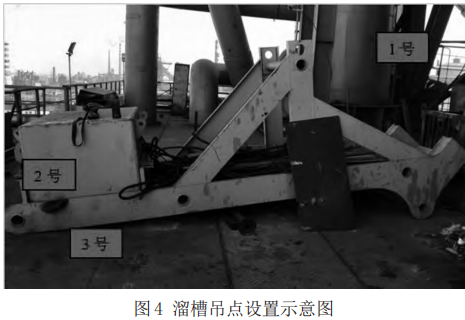
③使用钢丝绳扣φ28mm×6m两对,如下图所示:在溜槽吊具1号位置吊挂点设置在天车大钩上;在溜槽吊具配重尾部2号位置吊点设置在天车小钩上;使用两台3T倒链,将溜槽吊具配重两侧吊点与方人孔两侧上升管处固定吊点连接,保证吊具平稳进出炉内,操作示意图如图4所示。
④将溜槽吊具平稳进入炉内,调整吊具至溜槽定位销处,作业人穿戴隔热防护服和阻燃安全带,通过吊具到达定位销处(在方人孔上设置2米长的安全绳,作业人员全程佩戴安全带。)使用8磅大锤将定位销拆除。如果定位销无拆除,立即使用气焊进行割除。
⑤手动操作,通过β角减速机将溜槽调至正对方人孔,ɑ 角度调整到45°。通过天车调整溜槽角度,将溜槽前端与吊具前端定位槽卡牢,通过人孔再次确认吊具与溜槽可靠接触,联系岗位人员调整ɑ角度调整到0°,完全将溜槽脱开固定在吊具上,慢慢将旧溜槽移除。
⑥使用油漆在溜槽底部卡槽处做宽40mm的标记。将吊具与溜槽放置在方人孔正前方,使用φ24mm×8m钢丝绳扣将旧溜槽吊出吊具,将新溜槽安装到吊具上,确认安装牢固可靠。 为防止溜槽脱落,可使用2根φ24mm*6m钢丝绳扣将溜槽锁死后,将钢丝绳另一头固定在溜槽吊具配重后方的两个吊耳上。
⑦将溜槽和吊具吊起(使用φ28mm钢丝绳扣),使用炉顶天车将吊具配重吊住保持吊具平衡,利用方人孔两侧设置的2台3t倒链调整吊具左右位置,用炉顶天车大小钩调整吊具上、 下位置,慢慢提升溜槽的悬臂,使溜槽嵌入气密箱吊架中。通过炉喉西、北二个人孔、窥视孔、平面镜观察,确认溜槽到达布料器弧形挂钩根部,联系岗位人员调整ɑ角度至45°,再次确认溜槽底面与布料器弧形挂钩完全接触。缓慢吊起配重架后侧,天车和倒链配合撤出溜槽吊具。
⑧联系点检人员,检查、测量方人孔及人孔结合面平面度,确认方人孔及人孔结合面无变形。清理检查大方人孔法兰面,保证人孔密封面打磨清理干净,检查法兰面无缺陷及明显高点。
⑨在方人孔法兰结合面上安装5圈石棉绳¢19mm。(石棉绳由里向外盘5圈,接头错开1.5米,使用细铁丝每隔300mm对石棉垫绑扎固定至螺栓孔处,对每个绑扎点采用单根串联固定,确保石棉绳整体绑扎在方人孔结合平面上,专人确认石棉绳平整)
⑩回装方人孔,通过倒链和天车配合将方人孔平移对装到位,对方人孔1、6、13、19、25、31、37、43、49、55号安装定位螺栓,逐步开始分两组进行回装方人孔其余螺栓。(第一遍为额定扭矩的50%(1960N.M),先对25、49、55、19、13、43、31、1、6、37 号定位螺栓进行紧固后,其余螺栓分南北两侧同步用大锤紧固,螺栓紧固后对石棉绳厚度进行测量。第二遍是额定扭矩的 60%(2400N.M),先对 19、49、25、55、31、1、13、43、6、37 号定位螺栓紧固,其余螺栓分南北两侧同步用大锤紧固,螺栓紧固后对石棉绳厚度进行测量。第三遍为额定扭矩的 100% (3920N.M),先对25、19、55、49、13、1、31、43、37、6定位螺栓进行紧固,紧固过程中一点一侧石棉绳压缩间隙,确保石棉绳均匀压缩到¢12),现场三方共同确认签字。完成以上操作后进行试车,检查溜槽安装质量,关闭炉喉人孔。
三、结束语
综上所述,高炉炉顶气密箱及溜槽更换施工过程中需要关注的施工要点、施工细节较多,相关单位在进行类似操作时,可充分参考以上施工策略,保障高炉设备的检修质量。
参考文献:
[1]刘艳峰.宣钢1号高炉炉顶气密箱降温实践[J].山西冶金,2020,43(3):2.
[2]赵波,张振存,古晋.大型高炉气密箱故障分析及解决方案[J].设备管理与维修,2020(3):2.
[3]鹿林,惠展,杨立江.炼铁高炉气密箱智能制造技术研究[J].冶金设备,2021(5):4.
[4]孙万权,聂高升,张辉,蹇华,向何,张红雨,侯振文.高炉气密箱倾动分析及处理[J].冶金设备,2020(5):5.
[5]沈小龙 .PW 型气密箱在 1750m3 高炉的应用[J]. 冶金设备管理与维修,2020,38(2):4.
[6]任孟超,王春香,武妍慧.布料溜槽结构对料流轨迹及高炉顺行影响研究[J].中国设备工程,2020(9):3.
[7]高万良,张建东,张峰.炼铁厂4#高炉布料溜槽长寿化实践[J].包钢科技,2020,46(5):3.
[8]滕杰,郭庆,郭柄江,赵磊,马学东.高炉布料溜槽长寿化的离散元模拟研究[J].有色冶金节能,2020,36(5):6.
[10]马洪佑,王振阳,戴建华,袁军,李秀亮,王永龙.不同溜槽形状下的料流偏析现象[J].钢铁,2020,55(9):6.