
冯二莲 牟彬
(乌海市建龙包钢万腾钢铁有限责任公司)
摘要:通过调整一、二混加水比例,调整原料结构,改进松料器,提高料层厚度,降低返矿中+5mm粒级含量,改善焦粉粒度组成等措施,降低返矿率初见成效,内返率降低4.15个百分点,总返矿率降低5个百分点。
关键词:降低;返矿率
1 前言
乌海市建龙包钢万腾一台360m2烧结机和1080m3一高炉在生产,于2019年8月1080m3二高炉建成投产。一台360m2烧结机保供两座1080m3高炉的生产格局,烧结能否稳定生产和烧结矿产质量水平对铁前系统乃至公司整体效益至关重要。随着两座高炉达产达效和产能逐步提高的需求,迫切要求烧结达到12000t/日的生产能力。
乌海市建龙包钢万腾两座高炉的高返流程返回到烧结内返皮带机上,随内返一起配加到烧结配料室的返矿仓内,所以烧结把总返矿量(内返和高返之和)作为一种原料参与混合料的配料计算,计算内返率等于内返量占烧结机混合料量的百分数,计算总返矿率等于总返矿量占烧结机混合料量的百分数。
乌海市建龙包钢万腾随着设备故障的不断暴露和整改,2019年10月两座高炉和一台烧结机基本稳定生产,但烧结内返率高达22.56%,总返矿率30.87%,在同行业属较差水平,亟待降低返矿率,提高烧结机产能,做好两座高炉的原料保供。
2 返矿率高的原因和采取措施
结合生产实际,分析影响返矿率高的原因,并采取相应措施。
1、提高料层厚度,改进布料和点火效果,降低表层烧结返矿量。
2019年4月,将360m2烧结机台车栏板高度由680mm增高到900mm,台车内宽由4m扩宽到4.5m,相应矿槽、圆辊给料机、点火炉均加宽,烧结面积增加到405m2。因料层薄仅640mm,水分波动大,布料料面不平整,点火效果差,造成表层烧结矿返矿量大,对此经分析原因并采取措施进行改进。
1)调整一、二混加水比例,稳定水分,改善烧结过程传热条件。
遵循一混加足水二混补充水的加水原则,调整一、二混加水比例,一混加水量由14t/h提高到30t/h左右,一混水分由3.8%提高到6.6%左右,二混加水量2.8t/h左右全部取消仅加蒸汽,并利用暖气外排水在配料室加强白灰消化,统一三班水分操作,配置快速测水仪每班测定两次一混、二混和烧结料的水分,一混混合料中原来因加水不足明显的“白点”,现在因加足水分且提高料温“白点”基本消失,烧结料水分由原来的忽干忽湿大幅波动而且没有检测数据盲目操作,现在基本稳定在6.9~7.3%。
2)调整原料结构,配加粗粒杨迪和超特粉,改善原始料层透气性。
烧结原料结构中,因配加20%精矿粉、30%的较细粒度SP10粉和金布巴粉,制粒料中+3mm粒级50%左右,平均粒径不足4mm。经调整原料结构,降低并停止SP10粉和金布巴粉,增配粗粒杨迪和超特粉,制粒料中+3mm粒级达75%左右,平均粒径5mm以上,大大改善原始料层透气性。
表1 铁矿粉粒度组成 %
|
|
粒度组成 % |
平均粒径 mm |
|||
|
-3mm |
3~5mm |
5~8mm |
+8mm |
||
|
SP10粉 |
65.31 |
15.19 |
17.39 |
2.11 |
3.61 |
|
金布巴 |
61.23 |
19.11 |
10.01 |
9.65 |
3.91 |
|
巴粗 |
54.09 |
17.51 |
12.09 |
16.31 |
4.45 |
|
FMG粉 |
43.61 |
25.79 |
22.97 |
7.64 |
4.38 |
|
超特粉 |
30.11 |
31.18 |
27.84 |
10.87 |
4.88 |
|
印度粉 |
42.09 |
15.26 |
20.14 |
22.51 |
5.17 |
|
杨迪粉 |
34.86 |
17.84 |
24.16 |
23.14 |
5.41 |
表2 烧结铁料配比 %
|
|
精矿粉 |
金布巴 |
SP10粉 |
印度 |
杨迪 /超特 |
PB |
巴粗 /南非 |
返矿 |
|
2019.11. |
20 |
12 |
17.4 |
4.5 |
|
|
|
30.87 |
|
2019.12. |
21.7 |
5.5 |
6.9 |
4.5 |
17.1 |
|
|
27.87 |
|
2020.01. |
23 |
6.4 |
|
|
14.4 |
13.4 |
4 |
25.86 |
|
2020.02. |
23 |
|
|
|
11.6 |
5 |
5 |
28.59 |
表3 制粒料粒度组成 %
|
|
粒度组成 % |
平均粒径 |
|||
|
|
+8mm |
8~5mm |
5~3mm |
-3mm |
|
|
2019.11.20. |
5.39 |
14.33 |
32.44 |
47.84 |
3.97 |
|
2019.12.6. |
14.23 |
25.07 |
35.22 |
25.48 |
5.07 |
|
2020.01.16. |
16.58 |
26.51 |
33.56 |
23.35 |
5.26 |
3)改进松料器,改善料层下部透气性,并解决松料器负面影响。
2019年11月,料层厚度仅能达到640mm,而φ30mm圆钢松料器安装在料层高度以上,见图一,第一排松料棒位于距离炉条820mm高度处,第二排松料棒位于距离炉条660mm高度处,第三排松料棒位于距离炉条500mm高度处,圆辊给料机的布料严重受到松料器的影响使布料密度不均匀,且料面有松料器的明显划痕凹凸不平,松料器不仅没有疏松下部料层反而影响料面极不平整,烧结机尾对应有松料棒的地方明显可见垂直烧结速度快,烧结矿疏松强度差返矿率高。
利用两次检修机会,拆除第一排松料棒,并将第二排松料棒下放260mm,与炉条距离210mm,第三排松料棒距离炉条500mm还偏高,这样位移松料棒减轻了台车高度方向上布料密度不一和料面划痕的问题,机尾红层锯齿形现象不明显,红层断面较整齐。
考虑到φ30mm圆钢松料器容易粘料且松料棒偏粗,影响松料棒周围烧结矿疏松强度差,计划在年修更换为不锈扁钢松料器,并布置在料层中下部,将更好地改善布料效果,改善料层透气性,解决松料器负面影响。
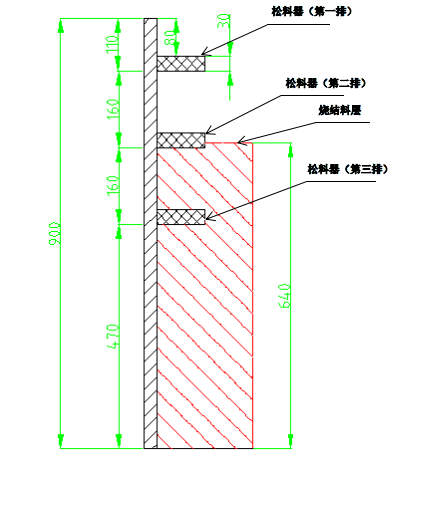
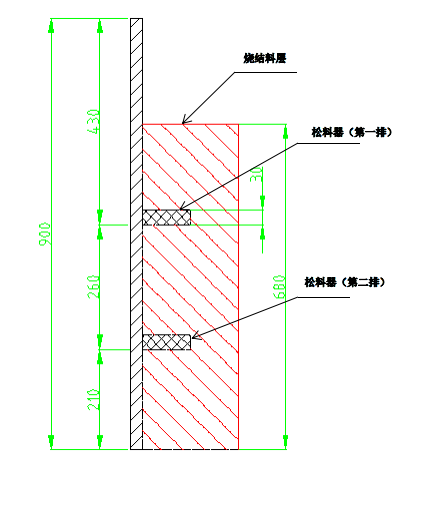
图1 2019年11月松料器安装位置 图2 11月27日、12月11日
两次检修改进松料器安装位置
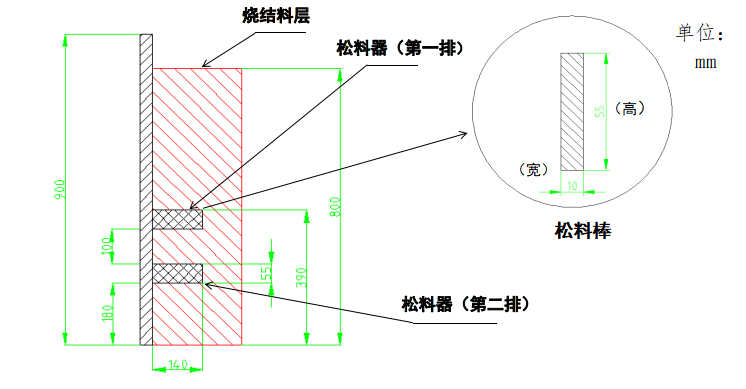
图3 不锈扁钢可调式松料器
通过以上三项措施,料层厚度由640mm提高到730~790mm,机速由2.6~2.8m/min降低到2.2~2.4m/min,最高料层厚度达830mm,机速降低到2.15m/min,基本保持垂直烧结速度19.8mm/min不变,终点温度由360~590℃大幅波动,稳定在380~480℃,废气温度由120~199℃大幅波动降低到120~150℃,南北烟道废气温度差由最大120℃降低到小于50℃。随之点火烧嘴与料面距离合适,大大改善料面点火效果,表层烧结矿转鼓强度提高,成品率提高,返矿率降低。
2、抑制边部效应,降低台车边部返矿量。
拆除矿槽内原有的两根通蒸汽柱,减轻矿槽内粘料。
梭式布料器北限位北移700mm,南限位南移160mm,改变了梭式布料的落料点,减小矿槽内南北料位的高度差,抑制烧结机北侧严重的边部效应,南北烟道终点温度差由最大180℃降低到小于80℃,降低台车边部产生的返矿量。
3、降低内返和高返中+5mm粒级含量
内返和高返中+5mm粒级含量高达15~25%。通过将高炉槽下筛由上8mm下3.5mm改为上5mm下3.5mm复频筛,并规定保质期6个月内高返中+5mm粒级小于8%,减少了高返量。烧结内返筛由上5mm下5mm改为上5mm下3.5mm复频筛,并规定保质期6个月,控制内返中+5mm粒级小于5%,日降低内返量约600吨左右,合计总返矿率降低2.2个百分点。
4、改善焦粉粒度组成,均匀烧结过程。
使用的焦粉有外购焦粉和高炉返焦,焦粉加工设计有预筛分系统,但因焦粉水分大,棒条筛容易堵,且棒条断,经常焦粉预筛分漏大块,影响焦粉粒度大。对此,改进使用驰张筛预筛分焦粉,解决了筛板糊堵现象,对于高炉返焦要求先到料场经过5mm的立筛筛分后再进入烧结焦粉仓使用,不仅改善了焦粉粒度,而且降低固体燃耗2Kg/t左右。
表4 焦粉粒度组成 %
|
|
粒度组成 % |
平均粒径 mm |
|||
|
+8mm |
8~5mm |
5~3mm |
-3mm |
||
|
改善前 |
9.01 |
10.56 |
19.11 |
61.32 |
3.89 |
|
改善后 |
|
|
24.67 |
75.33 |
2.92 |
5、规范和统一操作,稳定生产,平衡返矿。
进行烧结基础知识和操作技能培训,制定烧结机操作制度,推行厚料低碳操作,将烧结矿FeO含量控制标准由8~10%降低到7~9.5%,返矿调整次数由2~3次/班降低到1次/班,统一思想统一操作,稳定烧结生产过程,降低返矿率。
6、通过努力,降低返矿率初见成效。
|
日期 |
内返量 |
总返矿量 |
内返率 |
总返矿率 |
烧结产量 |
成品率 |
|
2019.11.基准 |
3514.54 |
4810.1 |
22.56 |
30.87 |
11337.47 |
68.5 |
|
2019.12.1~10 |
3831.33 |
5209.44 |
21.77 |
29.61 |
11635.51 |
69.1 |
|
较基准 |
316.79 |
399.34 |
-0.79 |
-1.26 |
298.04 |
0.6 |
|
2019.12.13~23 |
3263.38 |
4594.01 |
18.41 |
25.91 |
11983.78 |
72.3 |
|
较基准 |
-251.16 |
-216.09 |
-4.15 |
-4.96 |
646.31 |
3.8 |
|
2019.12.24~31 |
3308.75 |
4791.14 |
19.41 |
28.11 |
11589.92 |
70.8 |
|
较基准 |
-205.79 |
-18.96 |
-3.15 |
-2.76 |
252.45 |
2.3 |
|
2020.01. |
2900.92 |
4060.37 |
18.48 |
25.86 |
10323.88 |
72.7 |
|
较基准 |
-613.62 |
-749.73 |
-4.08 |
-5.01 |
-1013.59 |
4.2 |
|
2020.02. |
3067.98 |
4373.33 |
20.06 |
28.59 |
9588.69 |
69.9 |
|
较基准 |
-446.56 |
-436.77 |
-2.5 |
-2.28 |
-1748.78 |
1.4 |
|
备注 |
1、总返矿量=烧结内返量+高炉返矿量 二者分别计量但共用一个仓参与配料 2、内返率=(内返量÷总混合料湿基量)×100% 3、成品率=[烧结产量÷(烧结产量+总返矿量)]×100% |
|||||
1)2019年12月1~10日,部分措施实施,降低内返率(1.26个百分点)稍有显现,料层厚度和产量有所提高。
2)2019年12月13~23日,检修措施实施后内返率明显降低,烧结基本满负荷生产,提产646.31t/日,成品率提高3.8个百分点,按烧结矿加工成本92.64元/t计算,创效5.987万元/日。
3)2019年12月24~31日,受内蒙古寒冷地区的影响,原料场储存的铁矿粉几乎全部冻结,精矿库、配料室圆盘、烧结机圆辊经常因冻块影响上料和正常出料,设备故障多,返矿率有所回升。
4)2020年1月,内返冷筛由上5mm下5mm更换为上5mm下3.5mm复频筛,返矿率取得最好水平25.86%,比基准期降低5.01个百分点,成品率提高到72.7%,因高炉限产烧结矿产量低。
5)2020年2月,因高炉炉况不顺烧结限产,高炉槽下使用原先的上8mm下3.5mm复频筛,烧结使用原先的上5mm下5mm复频筛,内返率和总返矿率均上升。
3 下一步改进方面
降低返矿率仅仅取得初步效果,下一步需要继续改进设备和操作。
1、乌海市包钢万腾没有原料中和混匀设施,原料场受料仓仅有输送物料的作用而没有配料的作用,烧结配料系统采用单品种一次配料方式,从原料场到配料室占线长,将来原料上料能力是制约提高烧结矿产量的瓶颈,下一步利用原料场受料仓加装皮带电子秤,升级受料仓为一次配料,既提高原料场上料能力,又改善原料配料准确性和混匀效果。
2、配料室重力除尘灰仓取消螺旋给料机,加溜槽将重力灰直接落在大皮带上,并重新选型6或9内格的星型卸灰阀,解决重力除尘灰下料不稳定的问题。
3、改进混合机和制粒机内加水部位和加水段长度,改进制粒机衬板材质和衬板压条间距,解决粘料严重问题并实施雾化加水方式强化制粒效果。
4、混合料矿槽内加装自动液压清料铲,同时将矿槽直角改为圆弧过度,解决矿槽严重粘料影响烧结机布料和清料存在很大安全隐患的问题。
5、恢复烧结机圆辊辅门电液推杆,并加装雷达测厚仪,实现自动控制料层厚度。
6、改进1、2号风箱积料排放方式,提高风箱严密性,实施低负压点火。